ERP_物料属性

概要
物料是整个ERP的根基,几乎所有的业务操作都是围着物料转的。而Oracle EBS中的物料属性有近280个属性,要一个一个去了解一个一个去设定几乎是一个不太可能的事情。大部分的属性都是根据企业库存的作业流程去按需设定。有一些属性是设定在主组织里的,有一些属性是分配在各组织中去设定的。物料属性的设定有一些需要权衡的地方,也会对实际的作业流程产生一定的影响。这里针对一些比较常用的属性进行一定的描述与总结,与大家分享。
1
attention:
(1)用户物料类型只能设定一级分类,一般与物料模板结合使用需求越高,订货间隔期越短
(2)物料的状态一般从INV设置中设定。
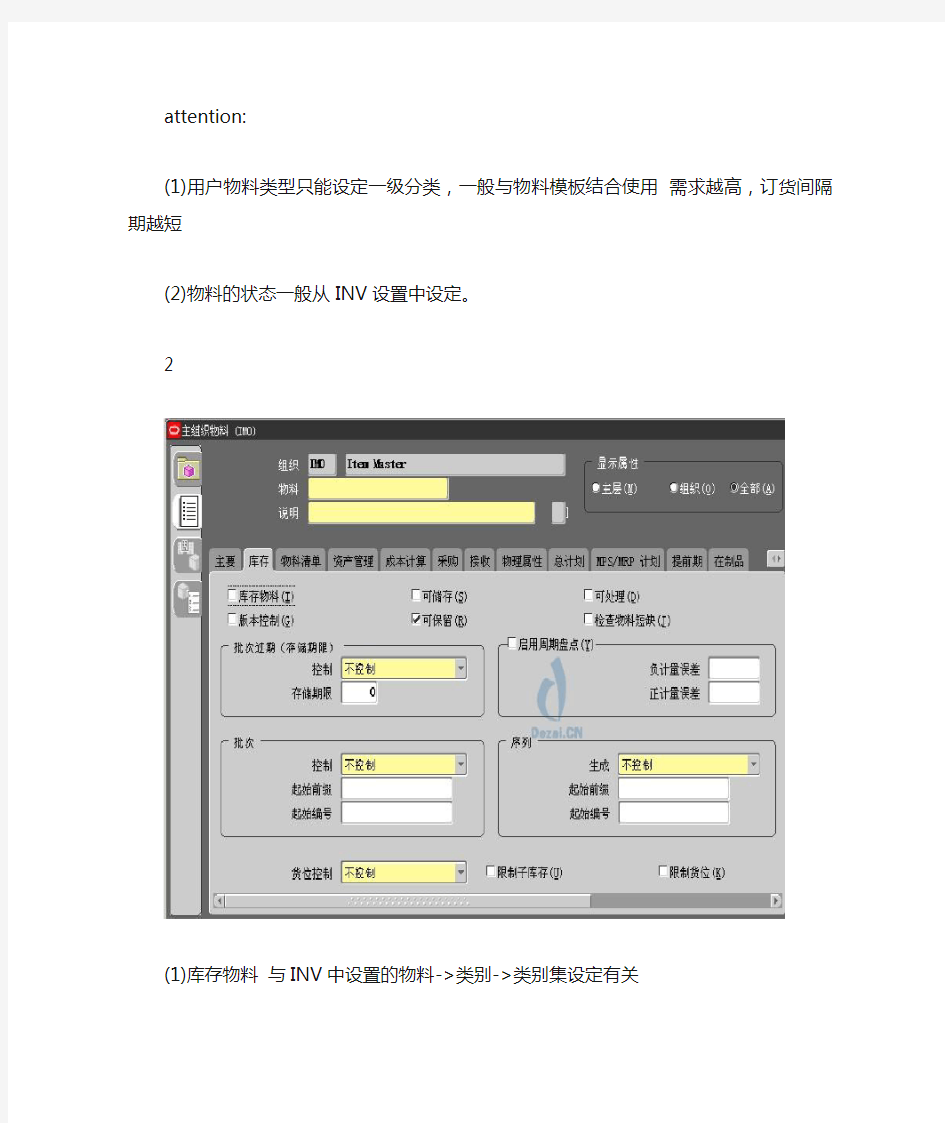
2
(1)库存物料与INV中设置的物料->类别->类别集设定有关
(2)版本控制一般与BOM结合使用启用物料的版本控制需要考虑实际作业的复杂性,也许物料版本对物料品质追溯带来一定益处,但在仓库收料,PO下单,成品入库时会在实际作业操作带来更频繁的业务操作。物料的成本不会因物料版本的变化而产生变化,只产生一个成本.物料版本的新增不会传递给下一组织,可以允许各组织自定义自己的物料版本控制.
(3)可储存针对物料是否启用库存控制设定
(4)可保留一般成品要做可保留设定,这里设定后有可能会使物料的现有量跟使用量有不一致的现象出现。
(5)批次序列批次与批次过期结合使用要先勾选上物料状态控制中的启用批准状态或启用序列状态
3
(1)半成品成品一般都属于资产性需要勾选库存资产值,不勾选表示费用性料号,勾选表示资产性料号
(2)包括在累计中是指在计算物料成本时会包含此物料下层所有的物料成本
(3)销货成本账户是针对订单出货时所增加的销货成本的会计分录这里要注意的是会计科目的属性不会从主组织层直接默认到层组织,而是会根据自己所属的组织自动抓取相对应的分录
4
(1)采购原料一般都是勾选可采购已采购的
(2)使用批准的供应商一般是在针对PO单时自动过滤非合格的供应商配合使用
(3)允许更新说明一般是针对在下PO单时是否可以对PO单中的物料相关描述或属性进行修改。一般默认是不可修改的。
(4)默认采购员一般采购员都有自己的采购料件,这里可以设定
(5)接收关闭允差主要是针对PO接收物料时的收货数量存在尾差时的情况而设定一个范围。
(6)价目表价格如果PO单上的价格可以修改的话,或者物料的价格一般在申请料号时就能确定,一般这里可以填原料价格。但如果对PO单上的物料价格有走特殊流程的话,一般这里默认为零最好,在下PO单时可以走价格审核的业务流程。
(7)发放单位一般这里主要是针对企业内部订单,内部需求进行业务交易时采用的单位,可以与和物料的基本单位不一致。
(8)发票关闭允差主要是针对发票的尾数是否允许关闭而设定的一个范围值.
5
(1)接收日期的设定其实可以在PO设置中的接收参数中设定,接收日期一般是在层组织中设定,或者说在PO模块中供应商的属性里面去设定。但要注意三处的优先级
(2)超量接收控制如果超最接收是要计算金额的话,这里就会影响物料的成本计算
(3)此选项卡的参数大部分都可以PO模块中的接收参数中预先设置好。
6
这个选项卡内容丰富,对原物料的库存控制有着比较重要的作用。
(1)
库存计划方法:
a.最小-最大法:设置最大库存目的是为了降低库存,设置最小库存是为了保证一定库存满足客户需求.要考虑的因素其实很多,提前期,采购原则,采购批量,生产线上的废品率,采购件的合格率,安全库存等等.
一般主要是针对物料价值较低,但使用量较大的物料。比如螺钉螺母等通常我们所说的C 类物料。
购买量=库存最大值-现有库存-未来某段时间的合同未到货+未来某段时间内的销售订单需求最小值=安全库存量+采购提前期×日平均消耗量
安全库存量一般考虑半个月的消耗量。
b.再订购点
当库存物品在库存下降到一预先确定的叫做订货点的水平时,发出补货订单.
再订货点方法:
手工:手工输入再订货点。
自动:系统自动计算再订货点,不可手工修改,可录入日均耗量。
再订货点= 日均耗量*固定提前期+安全库存。
日均耗量= 历史耗量/计算日均耗量的历史天数
历史耗量= 历史天数内的销售出库单、材料出库单、其他出库单(不包括调拨单)的出库数量,包括未审核单据。
c.供应商管理供方库存
我不确定是不是我理解上有错误,我的理解是供方库位的概念,也就是VMI。但要真正做到VMI,需要考虑更多地域性的因素。不过,现在这种库存模式似乎有越来越为的均势,降低库存压力,把风险转嫁到供应商头上。个人认为,供应商的利益还是需要得到一定的保障,同时相应的配套设施要做全,同时自己要对供应商有一定的强势,才能比较好做。当然,双方的诚信基础是至关重要的。
(2)计划员这里的计划员是一定要设的,否则会影响后面的ASCP。这物料有可能跑不出需求来。
(3)来源中的类型: 主要有三种
a.库存物料处于缺料状态时需要通过层组织间的调拨方式即内部订单来满足需求
b.供应商物料处理缺料状时要自动产生PO单,我估计大部分采购件应该是设置这个吧。
c.子仓库在线边仓或储备仓获取需要的需求
d 也可以默认不设
(4)制造或采购主要是针对自制件跟采购件.来选择
(5)订单修改量中的三个参数
a.固定订货量这个一般是与在订购点库存计划方法结合起来使用,两次补货订货之间的间隔期不是固定的,它随使用率而变化:需求越高,订货间隔期越短.
b.固定天数供应根据生产和采购运作的实际情况,需把若干天的需求合并到一起,一次性下达,这种合并所选取的时间段就是固定供应天数(批量订货天数)
c.固定批次增加一般就是我们所说的最小包装量或最小包装最的倍数。
(6)成本中的订单保管主要是针对物料存储成本和订购成本的设定.
7.
计划方法:
(1)
MRP plan(MRP 计划)
一组计划订单和建议,用于释放或重新计划现有物料的计划接收量,以满足相关需求项目的给定主计划。以离散数量和订单日期表示
MPS plan(MPS 计划)
一组计划订单和建议,用来释放或重新计划现有的物料计划接收量,以满足给定的MPS 或包含MPS 计划组件的MRP 计划项目的主计划。以离散数量和订单日期表示。
MRP/MPP计划:这里是执行两段式计划,先执行MRP,再执行MPP
MPS/MPP计划:先执行MPS,再执行MPP
MPP计划:实际就是DSP计划。
一般自制件在mps规划,采购件在mrp中规划.
这里要说一下MRP与ASCP的区别:ASCP可以跑MRP MRP不可跑ASCP ASCP可以多组织同时执行,ASCP可以计算替代料,而MRP不考虑替代料。
在复杂的多组织制造企业一般跑预测的优先级为:MPP > MPS > MRP > DRP.
(2)计划时间范围与需求时间范围的设定会影响需求计划。
(3)发放时间栏的设定一般是在ASCP跑得比较准备的时候让系统自动转发ASCP预测出来的PO单和工单。在上线初期一般不建议这样做。
8.
这里的几个参数对跑ASCP也比较重要
(1)一般采购件只算预加工,制造件中加工中的MRP是不会考虑的,只会考虑因定和变量。
(2)提前期的设定可根据物料的不同供应商进行设置
(3)固定和变量一般可以从BOM中让其自动计算得来,一般只针对制造件。采购件一般不设。
(4)预加工是指开工单到实际生产这段准备时期(制造件) 预加工是指开出请购单到真正下采购单这段的日期(采购件)加工中是指下完采购单到供应商送到厂里(收料)的这段时期后加工是指收料后到可真正能上到厂线生产应用的时期.
(5)提前期=取整(变量*批量)+固定
固定提前期是在工艺路线建立工作站点时,每个站点对应的资源中输入的标准工时,按“物料”的方式统计汇总而变量提前期是按“批次”的方式统计汇总
8.
(1)WIP供应类型
Push 推式发料,必须手工同过界面做发料需严格控制数量或者波动比较大的物料Assembly Pull 拉式发料,装配件完工或报废时自动按标准消耗量触发消耗比较稳定的物料
Operation Pull 拉式发料,工序移动至To Move时自动按标准消耗量触发消耗比较稳定的物料
其它解释:
assembly pull:
在在制品管理系统中完成装配件后,装配拉式组件即被发放至离散任务和重复性计划。这些组件是从分配给组件需求的供应子库存中拉出的。
如果必须将拉式组件分配给不与工艺路线关联的物料清单或任务,则必须分配“装配拉式”而不是“工序拉式”供应类型。
如果尚未指定该任务的装配件或物料清单参考,则不能将此供应类型分配给非标准离散任务。
operation pull:
在完成倒冲工序后,工序拉式组件即被发放至离散任务和重复性计划。这些组件是从分配给组件的供应子库存中拉出的。
您不能将此供应类型分配给没有工艺路线的装配件,或没有工艺路线的非标准离散任务。如果装配件的工艺路线没有工序或工序已被禁用,您就可以将此供应类型分配给这些装配件。但是,系统会自动将所有组件的供应类型从工序拉式更改为装配拉式。
push:
推式组件根据需要可被直接发放至离散任务和重复性计划。虽然在制品管理系统会默认与组件关联的供应子库存,但您仍可以指定从中发放推式组件的子库存。
9.
(1)可处理可以将此料设置成需求的一部分
(2)挑选组件与按订单装配主要是针对面向接单生产不作预测的情形
(3)完成发运模型主要是针对某些发料是套料发料时(如塑胶件之类)时用
(4)检查ATP ATP规则ATP组件等这些属性可以在OM模块中设置Assembly to order 是否为ATO
Check ATP 是否检查ATP(Available To Promise)可承诺量
10.
(1)勾选可开票物料和启用开票就会针对此料相对应的订单产生相对应的应收账款分录.
(2)这里的付款条件一般很少启用
(3)会计规则与开票规则都在应收中的设置中提前设置好
常用的属性应该就这么多,其它的属性我们根据不同行业不同业务流程选取使用。主要就在主要库存物理属性物料清单总计划MS/MRP 计划成本管理开票接收在制品订单管理采购提前期
这些选项卡中设定.
用材料的性能参数
用材料的性能参数(硬铝、铸铁、Q235、不锈钢.....) ①YL108(YZAlSi12Cu2) 化学成分(质量分数)(%): 硅(11.0~13.0)、铜(1.0~2.0)、锰(0.3~0.9)、镁(0.4~1.0)、铁(≤1.0)、镍(≤0.05)、锌(≤1.0)、铅(≤0.05)、锡(≤0.01)、铝(余量) 抗拉强度 σb≥240 MPa 、伸长率δ(L0=50)≥1% 、布氏硬度HBS5/250/3≥ 90 ②YL112(YZAlSi9Cu4)化学成分(质量分数)(%): 硅(7.5~9.5)、铜(3.0~4.0)、锰(≤0.5)、镁(≤0.3)、铁(≤1.2)、镍(≤0.5)、锌(≤1.2)、铅(≤0.1)、锡(≤0.1)、铝(余量) 抗拉强度 σb≥240 MPa 、伸长率δ(L0=50)≥1% 、布氏硬度HBS5/250/3≥85 压铸铝合金主要特性:压铸的铁点是生产率高、铸件的精度高和合金的强度、硬度高,是少、无切削加工的重要工艺;发展压铸是降低生产成本的重要途径。③T7化学成分(质量分数)(%): C(0.65~0.75)、Si(≤0.35)、Mn(≤0.4)、S(≤0.030)、P(≤0.035) 主要特性:经热处理(淬火、回火)之后,可得到较高的强度和韧性以及相当的硬度,但淬透性低,淬火变形,而且热硬性低。 试样淬火:淬火温度(800~820℃)冷却介质(水)硬度值HRC≥62 ④T8化学成分(质量分数)(%): C(0.75~0.84)、Si(≤0.35)、Mn(≤0.4)、S(≤0.030)、P(≤0.035) 主要特性:经淬火回火处理后,可得到较高的硬度和良好的耐磨性,但强度和塑
材料性能参数
材料物理性能参数 表征材料在力、热、光、电等物理作用下所反映的各种特性。常用的材料物理性能参数有内耗、热膨胀系数、热导率、比热容、电阻率和弹性模量等。 内耗材料本身的机械振动能量在机械振动时逐渐消耗的现象。其基本度量是振动一个周期所消耗的能量与原来振动能量之比。测量内耗的常用方法有低频扭摆法和高频共振法。内耗测量多用于研究合金中相的析出和溶解。 热膨胀系数材料受热温度上升1℃时尺寸的变化量与原尺寸之比。常用的有线膨胀系数和体膨胀系数两种。热膨胀系数的测量方法主要有:①机械记录法;②光学记录法;③干涉仪法;④X射线法。材料热膨胀系数的测定除用于机械设计外,还可用于研究合金中的相变。 热导率单位时间内垂直地流过材料单位截面积的热量与沿热流方向上温度梯度的负值之比。热导率的测量,一般可按热流状态分为稳态法和非稳态法两类。热导率对于热机,例如锅炉、冷冻机等用的材料是一个重要的参数。 比热容使单位质量的材料温度升高1℃时所需要的热量。比热容可分为定压比热容cp 和定容比热容cV。对固体而言,cp和cV的差别很小。固体比热容的测量方法常用的有比较法、下落铜卡计法和下落冰卡计法等。比热容可用于研究合金的相变和析出过程。 电阻率具有单位截面积的材料在单位长度上的电阻。它与电导率互为倒数,通常用单电桥或双电桥测出电阻值来进行计算。电阻率除用于仪器、仪表、电炉设计等外,其分析方法还可用于研究合金在时效初期的变化、固溶体的溶解度、相的析出和再结晶等问题。 弹性模量又称杨氏模量,为材料在弹性变形范围内的正应力与相应的正应变之比(见拉伸试验)。弹性模量的测量有静态法(拉伸或压缩)和动态法(振动)两种。它是机械零部件设计中的重要参数之一。
塑料的基本性能的参数说明
塑料的基本性能的参数说明 1、体积电阻率在电场作用下,体积为1m3正方体的塑料相对二面间体积对泄漏电流所产生的电阻。常用符号ρ,单位为Ω. m。过去常用Ω.cm作为体积电阻率的单位,换算关系为1Ω. m=100Ω.cm。体积电阻率越高,绝缘性能越好。 2、表面电阻率在电场作用下,表面积为1m2正方形的塑料相对二边间表面对泄漏电流所产生的电阻。常用符号ρs,单位为Ω.cm。表面电阻率越高,绝缘性能越好。 3、相对介电常数在同一电容器中用塑料作为电介质和真空时电容的比值,表示塑料在电场中贮存静电能的相对能力。常用符号εr。在工程上常把相对介电常简称为“介电常数”,无量纲。 4、介质损耗及介质损耗角正切塑料在交变电场作用下所引起的能量损耗。介质损耗越小.绝缘性能越好。通常用介质损耗角正切来衡量,符号tg δ。其值越小,介质损耗也越小。与倾率密切怕关。 5、击穿场强击穿场强是击穿电场弧度的简称。在塑料上施加电压,当达某值时塑料丧失绝缘性能被击穿,该值称为塑料的击穿电压。击穿电压与塑料厚度之比值称为击穿场强。常用符号E,单位MV/m。击穿场强越高,绝缘性能越好. 6、耐漏电痕性塑料表面由于泄漏电流的作用而产生炭化的现象称为漏电痕(迹)。塑料所具有的抵抗漏电痕作用的能力称为耐漏电痕性。 7、耐电晕性在不均匀电场中电场强度很高的区域,带电体表面使气体介质产生局部放电的现象称电晕。塑料在这种场合,因受离子的撞击和臭氧、热量等的作用,可导致裂解而使物理力学性能和电绝缘性能恶化,塑料所具有的抵抗电晕的能力称为耐电晕性。 8、密度塑料的质量和其体积的比值,称为密度。常用单位为g/cm3或l/m3。有时把塑料在20℃时的质量与同体积水在4℃时的质量之比,称为塑料的相对密度,或称比重。 9、抗拉强度和断裂伸长率塑料试样以一定速度被拉伸。至试样断裂时所需最大的张力称为拉断力。此时试样单位截面积上所承受的拉断力称为抗拉强度。单位为Pa。过去常用的单位是kgf/mm2,试样拉断时长度增加的百分率(%)称为断裂伸长率,简称伸长率。 10、玻璃化温度塑料由高弹态转变为玻璃态的温度。单位为℃。通常没有很固定的数值,与溅定方法和条件有关。在该温度以上。塑料呈弹性;在该温度以下则呈脆性。 11、软化温度塑料受热开始变软的温度。单位为℃。与塑料的分子量、结构和组成有关。侧定方法不同,结果也不相同。 12、熔体流动速率也称熔融指数。在一定温度和压力下,熔融塑料每10min从一定孔穴中被挤压出的克数。符号MI单位为g/10min。 13、氧指数刚好维持塑料产生有焰燃烧所需的最低氧浓度,用氧的体积百分比浓度表示。符号OI或LOI。氧指数越高,塑料越难燃烧。氧指数小于21的塑料,为易燃材料。
种常用工程材料属性性表
材料名称弹性模量(N/m^2)泊松比质量密度(kg/m^3)抗剪模量(N/m^2)张力强度(N/m^2)屈服强度(N/m^2)热扩张系数(/Kelven)比热(J/(kg.K))热导率(W/(m.k)) Ductile Iron (SN) 1.20E+110.3107.90E+037.70E+108.62E+08 5.51E+08 1.10E-05 4.50E+0275.00 KTH300-06 (GB) 1.90E+110.2707.30E+038.60E+10 3.00E+080.00E+00 1.20E-05 5.10E+0247.00 KTH350-10 (GB) 1.90E+110.2707.30E+038.60E+10 3.50E+08 2.00E+08 1.20E-05 5.10E+0247.00 KTZ450-06 (GB) 1.90E+110.2707.30E+038.60E+10 4.50E+08 2.70E+08 1.20E-05 5.10E+0247.00 KTZ550-04 (GB) 1.90E+110.2707.30E+038.60E+10 5.50E+08 3.40E+08 1.20E-05 5.10E+0247.00 KTZ650-02 (GB) 1.90E+110.2707.30E+038.60E+10 6.50E+08 4.30E+08 1.20E-05 5.10E+0247.00 KTZ700-02 (GB) 1.90E+110.2707.30E+038.60E+107.00E+08 5.30E+08 1.20E-05 5.10E+0247.00 KTB350-04 (GB) 1.20E+110.3107.90E+037.70E+10 3.50E+080.00E+00 1.10E-05 4.50E+0275.00 KTB380-12 (GB) 1.20E+110.3107.90E+037.70E+10 3.80E+08 1.70E+08 1.10E-05 4.50E+0275.00 KTB400-05 (GB) 1.20E+110.3107.90E+037.70E+10 4.40E+08 2.20E+08 1.10E-05 4.50E+0275.00 KTB450-07 (GB) 1.20E+110.3107.90E+037.70E+10 4.50E+08 2.60E+08 1.10E-05 4.50E+0275.00 Gray Cast Iron (SN) 6.62E+100.2707.20E+03 5.00E+10 1.52E+080.00E+00 1.20E-05 5.10E+0245.00 HT100 (GB) 1.08E+110.1237.10E+03 4.80E+10 1.50E+080.00E+008.20E-06 5.10E+0245.00 HT150 (GB) 1.16E+110.1947.00E+03 4.86E+10 1.50E+080.00E+00 1.01E-05 5.10E+0245.00 HT200 (GB) 1.48E+110.3107.20E+03 5.66E+10 2.00E+080.00E+00 1.10E-05 5.10E+0245.00 HT250 (GB) 1.38E+110.1567.28E+03 5.98E+10 2.50E+080.00E+008.20E-06 5.10E+0245.00 HT300 (GB) 1.43E+110.2707.30E+03 5.66E+10 3.00E+080.00E+00 1.12E-05 5.10E+0245.00 HT350 (GB) 1.45E+110.2707.30E+03 5.66E+10 3.50E+080.00E+00 1.12E-05 5.10E+0245.00 Malleable Cast Iron 1.90E+110.2707.30E+038.60E+10 4.14E+08 2.76E+08 1.20E-05 5.10E+0247.00 QT400-15 1.61E+110.2747.01E+03 6.32E+10 4.00E+08 2.50E+08 1.29E-05 5.10E+0247.00 QT400-18 1.61E+110.2747.01E+03 6.32E+10 4.00E+08 2.50E+08 1.29E-05 5.10E+0247.00 QT450-10 1.69E+110.2577.06E+03 6.76E+10 4.50E+08 3.10E+08 1.01E-05 5.10E+0247.00 QT500-7 1.62E+110.2937.00E+03 6.27E+10 5.00E+08 3.20E+089.10E-06 5.10E+0247.00 QT600-3 1.69E+110.2867.12E+03 6.56E+10 6.00E+08 3.70E+08 1.18E-05 5.10E+0247.00 QT700-2 1.69E+110.3057.09E+03 6.47E+107.00E+08 4.20E+08 1.08E-05 5.10E+0247.00 QT800-2 1.74E+110.2707.30E+03 6.84E+108.00E+08 4.80E+08 1.01E-05 5.10E+0247.00 QT900-2 1.81E+110.2707.18E+037.10E+109.00E+08 6.00E+08 1.10E-05 5.10E+0247.00 Q195 2.12E+110.2867.69E+038.24E+10 3.50E+08 1.95E+088.80E-06 4.40E+0243.00 Q215 2.12E+110.2887.69E+038.25E+10 3.50E+08 2.15E+088.80E-06 4.40E+0243.00 Q235-A(F) 2.08E+110.2777.86E+038.14E+10 3.90E+08 2.35E+088.70E-06 4.40E+0243.00 Q235-A 2.12E+110.2887.86E+038.23E+10 3.90E+08 2.35E+08 1.20E-05 4.40E+0243.00 Q235-B 2.10E+110.2747.83E+038.24E+10 3.90E+08 2.35E+088.00E-06 4.40E+0243.00 Q255 2.10E+110.2747.83E+038.24E+10 4.50E+08 2.55E+088.00E-06 4.40E+0243.00 Q275 2.10E+110.2747.83E+038.24E+10 4.90E+08 2.50E+088.00E-06 4.40E+0243.00 08F 2.19E+110.2677.83E+038.62E+10 2.95E+08 1.75E+088.70E-06 4.40E+0248.00 8 2.11E+110.2797.82E+038.25E+10 2.95E+08 1.75E+08 1.22E-05 4.40E+0248.00 10F 2.12E+110.2707.85E+038.26E+10 3.15E+08 1.85E+08 1.25E-05 4.40E+0248.00 10 2.10E+110.2707.86E+038.26E+10 3.15E+08 1.85E+08 1.26E-05 4.40E+0248.00 15F 2.12E+110.2887.85E+038.24E+10 3.55E+08 2.05E+08 1.19E-05 4.40E+0248.00 15 2.13E+110.2897.85E+038.26E+10 3.75E+08 2.25E+08 1.19E-05 4.40E+0248.00
材料技术参数样本
防火门技术参数 一、防火门耐火极限: 甲级防火门耐火极限为: ≥1.2小时, 乙级防火门耐火极限为: ≥0.9小时, 丙级防火门耐火极限为: ≥0.6小时。 二、防火门: 1、钢防火门 ( 1) 、耐火性能试验要求: 钢防火门的耐火性能按GB/T7633进行试验, 带玻璃的钢防火门, 凡每扇门的玻璃面积≤0.065㎡者, 可不测该玻璃上的背火面温度。玻璃面积超过0.065㎡者, 应按GB/T7633测点布置方法测定背火面温度。门上部的亮子玻璃中心增测背火面温度。若该玻璃面积≥1.0㎡者, 应同时测定其热辐射温度。甲级钢防火门上所镶的玻璃及亮子玻璃, 至少应有一个测点其背火面温度。 ( 2) 、材料与配件 钢防火门的门框、门扇面板及其加固件应采用冷轧薄钢板。门框宜采用1.2~1.5㎜厚钢板, 门扇面板宜采用0.8~1.2㎜厚钢板。加固件宜采用1.2~1.5㎜厚钢板。加固件如设有螺孔, 钢板厚度应不小于3.0㎜.门扇、门框内应用不燃性材料填塞。门锁、合页、插销等五金配件的熔融温度不低于950℃.门上的合页不得使用双向弹簧, 单扇门应设闭门器, 双扇门间必须有盖板缝, 并装闭门器和顺序器等。 防火门的焊接应牢固, 焊点分布均匀, 不得出现假焊和烧穿现象, 外表应打磨平整。 2、钢防火卷帘 ( 1) 、钢防火卷帘耐火时间: 普通型钢防火卷帘F1 1.5小时, F2 2.0小时。复合型钢
防火卷帘F3 2.5小时, F4 3.0小时。 耐火性能按GB7633的规定进行耐火性能试验。从受火作用到背火面热辐射强度超过临界热辐射强度规定值时止。这段时间称为耐火极限, 用以决定钢防火卷帘的耐火性能等级。 ( 2) 、主要材料 帘板、座板、导轨、门楣、箱体应采用镀锌钢板和钢带, 以及普通碳素结构钢。卷轴用优质碳素结构钢或普通碳素结构钢, 以及电焊钢管或无缝钢管。支座应用普通碳素结构钢或灰口铸铁。卷帘厚1.2~2.0㎜、掩埋型导轨厚1.5~2.5㎜、外露型钢板导轨厚度≥3.0㎜.帘板嵌入导轨的深度应符合下表要求。 (3)﹑钢防火卷帘的耐风压性能( 帘板强度) : 在规定荷载下其导轨与卷帘不脱落, 同时其变形挠度须符合下表要求。 ( 4) 、钢防火卷帘的防烟性能: 在压差为20 pa时漏烟量应小于0.2m3/㎡min。 ( 5) 、安装要求: 钢防火卷帘安装在建筑物墙体上, 应与墙内埋件焊接或预埋螺栓连接, 也可用膨胀螺栓安装, 但其锚固强度必须满足要求。其它要求均见GB14102—93。
主要材料性能参数
1、基本参数 项目名称:郑州绿地广场项目·幕墙工程 建设单位(业主):河南绿地中原置业发展有限公司 建设地点:河南省郑州市郑东新区CBD中心广场内环路北、艺术中心东建筑师:SOM、华东建筑设计研究院 工程性质:酒店、办公 主体结构形式:钢筋混凝土核心筒-型钢框架结构 建筑高度:280m 建筑层数:地上60层 地面粗糙度类型:B类 建筑等级:一类 建筑物耐火等级:一级 抗震设防烈度:八度 主体结构设计使用年限:50年 2、6063-T5铝型材(壁厚≤10 mm) 抗拉抗压强度设计值f a =85.5 N/mm2 抗剪强度设计值f av=49.6 N/mm2 局部承压强度设计值f ab=120 N/mm2 弹性模量E=0.7×105 N/mm2 线膨胀系数α=2.35×10-5 泊松比ν=0.33 3、6063-T6铝型材(壁厚≤10 mm) 抗拉抗压强度设计值f a =140 N/mm2 抗剪强度设计值f av=81.2 N/mm2 局部承压强度设计值f ab=161 N/mm2 弹性模量E=0.7×105 N/mm2 线膨胀系数α=2.35×10-5 泊松比ν=0.33 4、浮法玻璃(厚度5~12 mm) 重力体积密度:r g=25.6 KN/m3 大面强度设计值:f g1=28.0 N/mm2 侧面强度设计值:f g2=19.5 N/mm2 弹性模量E=0.72×105 N/mm2 线膨胀系数α=0.80×10-5~1.00×10-5 泊松比ν=0.20 5、浮法玻璃(厚度15~19 mm) 重力体积密度:r g=25.6 KN/m3 大面强度设计值:f g1=24.0 N/mm2 侧面强度设计值:f g2=17.0 N/mm2 弹性模量E=0.72×105 N/mm2 线膨胀系数α=0.80×10-5~1.00×10-5 泊松比ν=0.20 6、浮法玻璃(厚度≥20 mm) 重力体积密度:r g=25.6 KN/m3
磁性材料基本参数详解
磁性材料基本参数详解 磁性是物质的基本属性之一,磁性现象与各种形式的电荷的运动相关联,物质内部电子的运动和自旋会产生一定大小的磁矩,因而产生磁性。 自然界物质按其磁性的不同可分为:顺磁性物质、抗磁性物质、铁磁性物、反铁磁性物质以及亚铁磁性物质,其中铁磁性物质和亚铁磁性物质属于强磁性物质,通常将这两类物质统称为“ 磁性材料” 。 铁氧体颗粒料: 是已经过配料、混合、预烧、粉碎和造粒等工序,可以直接用于成形加工的铁氧体料粒。顾客使用该料可直接压制成毛坯,经烧结、磨削后即可制成所需磁芯。本公司生产并销售高品质的铁氧体颗粒料,品种包括功率铁氧体JK 系列和高磁导率铁氧体JL 系列。 锰锌铁氧体: 主要分为高稳定性、高功率、高导铁氧体材料。它是以氧化铁、氧化锌为主要成分的复合氧化物。其工作频率在1kHz 至10MHz 之间。主要用着开关电源的主变压器用磁芯. 。 随着射频通讯的迅猛发展,高电阻率、高居里温度、低温度系数、低损耗、高频特性好(高电阻率ρ、低损耗角正切tg δ)的镍锌铁氧体得到重用,我司生产的Ni-Zn 系列磁芯,其初始磁导率可由10 到2500 ,使用频率由1KHz 到100MHz 。但主要应用于1MHz 以上的频段、磁导率范围在7-1300 之间的EMC 领域、谐振电路以及超高频功率电路中。磁粉芯: 磁环按材料分为五大类:即铁粉芯、铁镍钼、铁镍50 、铁硅铝、羰基铁。使用频率可达100KHZ ,甚至更高。但最适合于10KHZ 以下使用。 磁场强度H : 磁场“ 是传递运动电荷或者电流之间相互作用的物理物” 。 它可以由运动电荷或者电流产生,同时场中其它运动或者电流发生力的作用。 均匀磁场中,作用在单位长磁路的磁势叫磁场强度,用H 表示; 使一个物体产生磁力线的原动力叫磁势,用F 表示:H=NI/L, F = N I H 单位为安培/ 米(A/m ),即: 奥斯特Oe ;N 为匝数;I 为电流,单位安培(A ),磁路长度L 单位为米(m )。 在磁芯中,加正弦波电流,可用有效磁路长度Le 来计算磁场强度: 1 奥斯特= 80 安/ 米 磁通密度,磁极化强度,磁化强度 在磁性材料中,加强磁场H 时,引起磁通密度变化,其表现为: B= ц o H+J= ц o (H+M) B 为磁通密度( 磁感应强度) ,J 称磁极化强度,M 称磁化强度,ц o 为真空磁导率,其值为4 π× 10 ˉ 7 亨利/ 米(H/m ) B 、J 单位为特斯拉,H 、M 单位为A/m, 1 特斯拉=10000 高斯(Gs ) 在磁芯中可用有效面积Ae 来计算磁通密度:
关键质量属性和关键工艺参数
关键质量属性关和键工艺参数(CQA&CPP) 1、要求: 生产工艺风险评估的重点将由生产工艺的关键质量属性(CQA)和关键工艺参数(CPP)决定。 生产工艺风险评估需要保证能够对生产工艺中所有的关键质量属性(CQA)和关键工艺参数(CPP)进行充分的控制。 2、定义: CQA关键质量属性:物理、化学、生物学或微生物的性质或特征,其应在适当的限度、围或分布,以保证产品质量。 CPP关键工艺参数:此工艺参数的变化会影响关键质量属性,因此需要被监测及控制,确保产产品的质量。 3、谁来找CQA&CPP 3.1 Subject Matter Experts(SME)在某一特定领域或方面(例如,质量部门,工程学,自动化技术,研发,销售等等),个人拥有的资格和特殊技能。 3.2 SME小组成员:QRM负责/风险评估小组主导人、研发专家、技术转移人员(如适用)、生产操作人员、工程人员、项目人员、验证人员、QA、QC、供应商(如适用)等。 3.3 SME小组能力要求矩阵: 4、如何找CQA&CPP 4.1 在生产工艺中有很多影响产品关键质量属性的因素,每个因素都存在着不同的潜在的风险,必须对每个因素充分的进行识别分析、评估,从而来反映工艺的一些重要性质。
4.2 列出将要被评估的工序步骤。工艺流程图,SOP或批生产记录可以提供这些信息。评估小组应该确定上述信息的详细程度来支持风险评估。 例:
文件资源:保证在评估之前已经具备所有必要的文件。 良好培训:保证在开展任何工作之前所有必要的风险评估规程、模板和培训已经就位。 评估会议:管理并规划所有要求的风险评估会议。 例:资料需求单 ICH Q8(R2)‐ QbD‐系统化的方法、 ICHQ9‐质量风险管理流程图 CQA&CPP风险评估工具‐FMEA
材料性能参数中英文对照
材料性能中英文对照 物理性能Physical properties 机械性能Mechanical properties 热性能Thermal properties 难燃性Flame retardance 玻纤含量Glass Fiber Content 比重Specific gravity 抗张性Tensile properties 弯曲性Flexural properties IZOD 缺口冲击强度IZOD impact value 热变形温度Deflection temperature under load 拉伸强度Tensile strength 断裂伸长率Elongation at break 熔融指数Melt flow rate 弯曲强度Flexural strength 弯曲弹性率/摸量Flexural modulus 测试项目Properties item 测试条件Test condition 测试方法Test method 测试数值Test method 单位Unites
吸水率Water Absorption 全光线透射率Light Transmittance 雾度Haze 折射率Refractive Index 抗拉强度Resistance strength 伸长率Tensility 拉伸弹性率Tensile flexibility 弯曲弹性模量Curve flexibility module 悬臂梁式冲击强度Izod impact strength of unnotched specimens 洛氏硬度Rockwell hardness 表面电阻系数Surface Resistivity 体积电阻系数Volume Resistivity 绝缘击穿强度Dielectric Strength 介电常数Dielectric Constant 介质衰耗因数Dissipation Factor 维卡软化温度Vicat Softening Poin 比热Specific heat 线膨胀系数Coefficient of Linear Thermal Expansion
机械工程材料总复习资料
机械工程材料复习 第一部分 基本知识 一、概述 ⒈目的 掌握常用工程材料的种类、成分、组织、性能和改性方法的基本知识(性能和改性方法是重点)。 具备根据零件的服役条件合理选择和使用材料; 具备正确制定热处理工艺方法和妥善安排工艺路线的能力。 ⒉复习方法 以“材料的化学成分→加工工艺→组织、结构→性能→应用” 之间的关系为主线,掌握材料性能和改性的方法,指导复习。 二、材料结构与性能: ⒈材料的性能: ①使用性能:机械性能(刚度、弹性、强度、塑性、硬度、冲击韧性、疲劳强度、断裂韧性); ②工艺性能:热处理性能、铸造性能、锻造性能、机械加工性能等。 ⒉材料的晶体结构的性能:纯金属、实际金属、合金的结构(第二章); 纯金属:体心立方(e F -α)、面心立方(e F -γ),各向异性、强度、硬度低;塑性、韧性高 实际金属:晶体缺陷(点:间隙、空位、置换;线:位错;面:晶界、压晶界)→各向同性;强度、硬度增高;塑性、韧性降低。 合金:多组元、固溶体与化合物。力学性能优于纯金属。 单相合金组织:合金在固态下由一个固相组成;纯铁由单相铁素体组成。 多相合金组织:由两个以上固相组成的合金。
多相合金组织性能:较单相组织合金有更高的综合机械性能,工程实际中多采用多相组织的合金。 ⒊材料的组织结构与性能 ⑴。结晶组织与性能:F、P、A、Fe3C、Ld; 1)平衡结晶组织 平衡组织:在平衡凝固下,通过液体内部的扩散、固体内部的扩散以及液固二相之间的扩散使使各个晶粒内部的成分均匀,并一直保留到室温。
2)成分、组织对性能的影响 ①硬度(HBS):随C ﹪↑,硬度呈直线增加, HBS 值主要取决于组成相C F e3的相对量。 ②抗拉强度(b σ):C ﹪<0.9%范围内,先增加,C ﹪>0.9~1.0%后,b σ值显著下降。 ③钢的塑性(δ ?)、韧性(k a ):随着C ﹪↑,呈非直线形下降。 3)硬而脆的化合物对性能的影响: 第二相强化:硬而脆的化合物, 若化合物呈网状分布:则使强度、塑性下降; 若化合物呈球状、粒状(球墨铸铁):降低应力集中程度及对固溶体基体的割裂作用,使韧性及切削加工性提高; 呈弥散分布于基体上:则阻碍位错的移动及阻碍晶粒加热时的长大,使强度、硬度增加,而塑性、韧性仅略有下降或不降即弥散强化; 呈层片状分布于基体上:则使强度、硬度提高,而塑性、韧性有所下降。
材料属性参数说明
HM材料属性参数说明: MAT1 - Material Property Definition, Form 1 Defines the material properties for linear, temperature-independent, isotropic materials MID Unique material identification number (Integer > 0) E Young’s Modulus (Real or blank) G Shear Modulus (Real or blank) NU Poisson’s Ratio (-1.0 < Real < 0.5 or blank) RHO Mass density (Real) A Thermal expansion coefficient (Real) TREF Reference temperature for thermal loading. Default=0.0 (Real) ST, SC, SS Stress limits in tension, compression and shear. Used for composite ply failure calculations (Real) MAT2 - Material Property Definition, Form 2 Defines the material properties for linear, temperature-independent, anisotropic materials for two-dimensional elements MID Unique material identification number (Integer > 0) Gij The material property matrix (Real) RHO Mass density (Real) Ai Thermal expansion coefficient vector (Real) TREF Reference temperature for the calculation of thermal loads (Real or blank) (See Remark 6) ST, SC, SS Stress limits in tension, compression and shear. Used for composite ply failure calculations (Real) MAT8 - Material Property Definition, Form 8 Defines the material property for an orthotropic material for two-dimensional elements MID Material ID (Integer > 0) E1 Modulus of elasticity in longitudinal direction (also defined as fibre direction or 1-direction) (Real 0.0) E2 Modulus of elasticity in lateral direction (also defined as matrix direction or 2-direction) (Real 0.0) NU12 Poisson’s ratio ( for uniaxial loading in 1-direction). Note that for uniaxial loading in 2-direction is related to by the relation . (Real) G12 Inplane shear modulus (Real > 0.0) G1,Z Transverse shear modulus for shear in 1-Z plane (Real > 0.0 or blank) G2,Z Transverse shear modulus for shear in 2-Z plane (Real > 0.0 or blank) RHO Mass density (Real) A1 Thermal expansion coefficient in 1-direction (Real) A2 Thermal expansion coefficient in 2-direction (Real) TREF Reference temperature for the calculation of thermal loads (Real or blank) (See Remark 3) Xt, Xc, Yt, Yc Allowable stresses or strains in the longitudinal and lateral directions. Used for composite ply failure calculations (Real > 0.0) S Allowable for in-plane shear for composite ply failure calculations (Real > 0.0) F12 Tsai-Wu interaction term for composite failure (Real) STRN Indicates whether Xt, Xc, Yt or Yc are stress or strain allowables (Real=1.0 for strain allowables) MAT9 - Material Property Definition, Form 9 Defines the material properties for linear, temperature-independent, anisotropic materials for solid elements MID Unique material identification number (Integer > 0) Gij The material property matrix (Real) RHO Mass density (Real) Ai Thermal expansion coefficient vector (Real) TREF Reference temperature for the calculation of thermal loads (Real or blank) (See Remark 5)
过滤材料主要性能参数说明
过滤材料主要性能参数说明 一、主要性能指标 过滤材料的性能指标主要由粒度、机械强度、化学稳定性、颗粒形状和滤层孔隙率等。 二、性能指标的意义 1. 粒度:粒径和不均匀系数这两个指标统称为“粒度”。 过滤材料由许多大小不一的颗粒组成,为表示其组成情况,常用“粒径”和“不均匀系数”这两个指标。粒径表示滤料颗粒大小的概况,不均匀系数表示一堆滤料中不同大小的滤料颗粒的分布情况。 不均匀系数越大,表示滤料中颗粒尺寸的大小相差越大,粒径约不均匀。在水处理滤池应用中,滤料颗粒不均匀的后果是,反洗不易控制,因为反洗强度大,细小滤料会被反洗水带出;反洗强度小,则不能松动滤层底部的大颗粒滤料,致使反洗不彻底。反洗后滤料层中的颗粒按自上而下逐渐增大排列。滤料的不均匀加剧了这种排列,致使在运行过程中,由于表层滤料颗粒细小,黏附表面积大,截留悬浮颗粒量大,滤料孔隙尺寸将急剧减少,将导致滤池运行不久后,水头损失就较快地达到其允许值,过滤周期较短。 2. 机械强度:常用磨损率和破碎率来表示。 滤料应该有足够的机械强度。比如在反洗过程中,滤料处于流化状态,滤料颗粒相互不断地碰撞和摩擦,若其机械强度低,就会造成大量滤料破损,颗粒粒径变小。这些破碎滤料在反洗时会被反洗水带走,造成滤料的损失。若不将破碎滤料冲走而残留在滤层中,则过滤时会使水头损失增大,缩短过滤周期。 3. 化学稳定性:在1:1的盐酸溶液中,滤料溶出物的质量分数称为盐酸可溶率,他是判断化学稳定性的重要指标。 在水的过滤过程中,水与滤料的化学反应是造成出水水质恶化的原因之一。若过滤水作为饮用水,则更应防止化学反应而使出水中含有对人体健康有害的物质。 4. 颗粒形状:粒径相同而形状不同的滤料颗粒具有不同的表面积。 颗粒表面积对过滤效果和水头损失是有一定的影响的,因此在选择滤料时一定要估计到形