According to DIN ISO 2768
According to DIN ISO2768-1
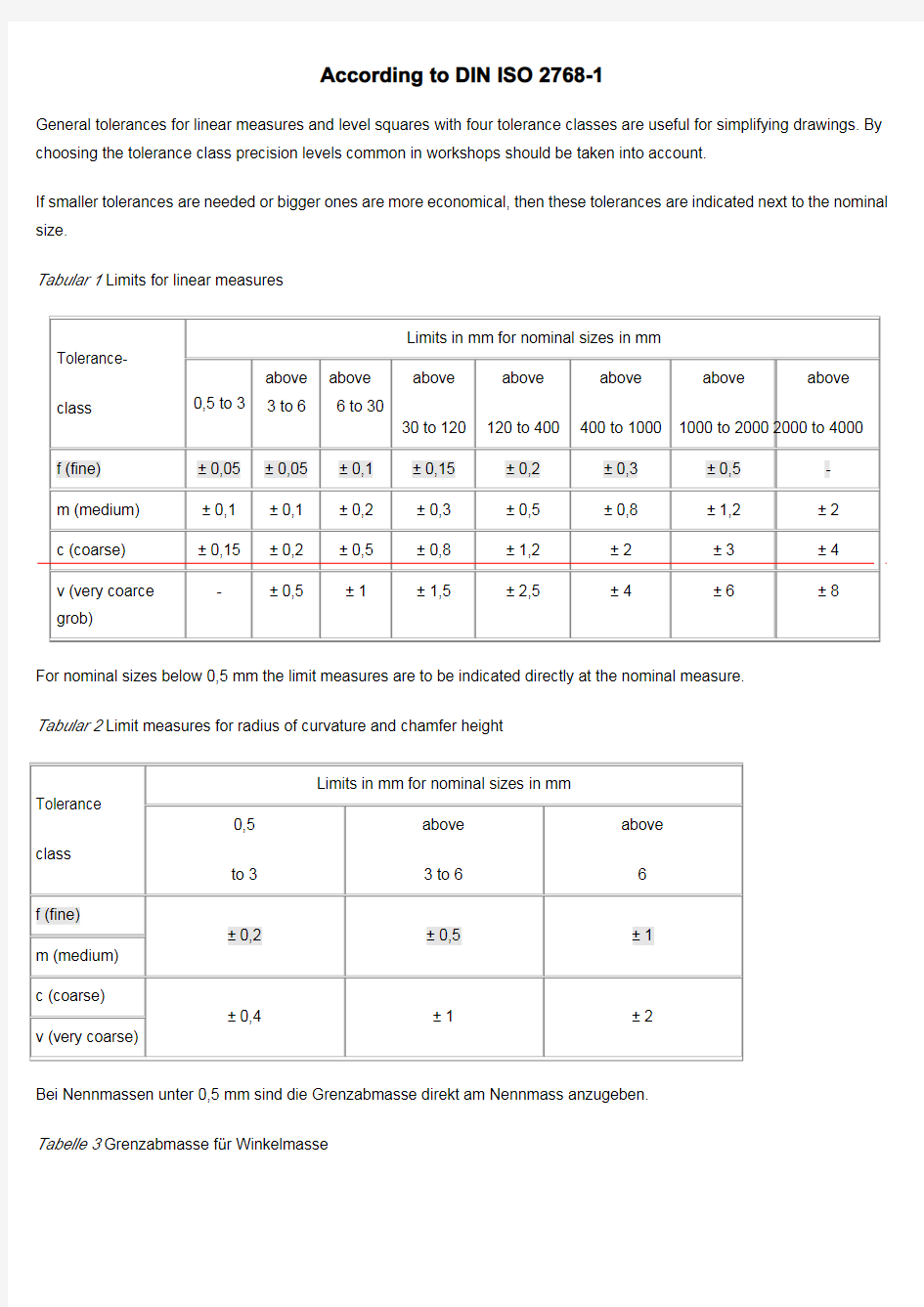
General tolerances for linear measures and level squares with four tolerance classes are useful for simplifying drawings.By choosing the tolerance class precision levels common in workshops should be taken into account.
If smaller tolerances are needed or bigger ones are more economical,then these tolerances are indicated next to the nominal size.
Tabular1Limits for linear measures
For nominal sizes below0,5mm the limit measures are to be indicated directly at the nominal measure.
Tabular2Limit measures for radius of curvature and chamfer height
Bei Nennmassen unter0,5mm sind die Grenzabmasse direkt am Nennmass anzugeben.
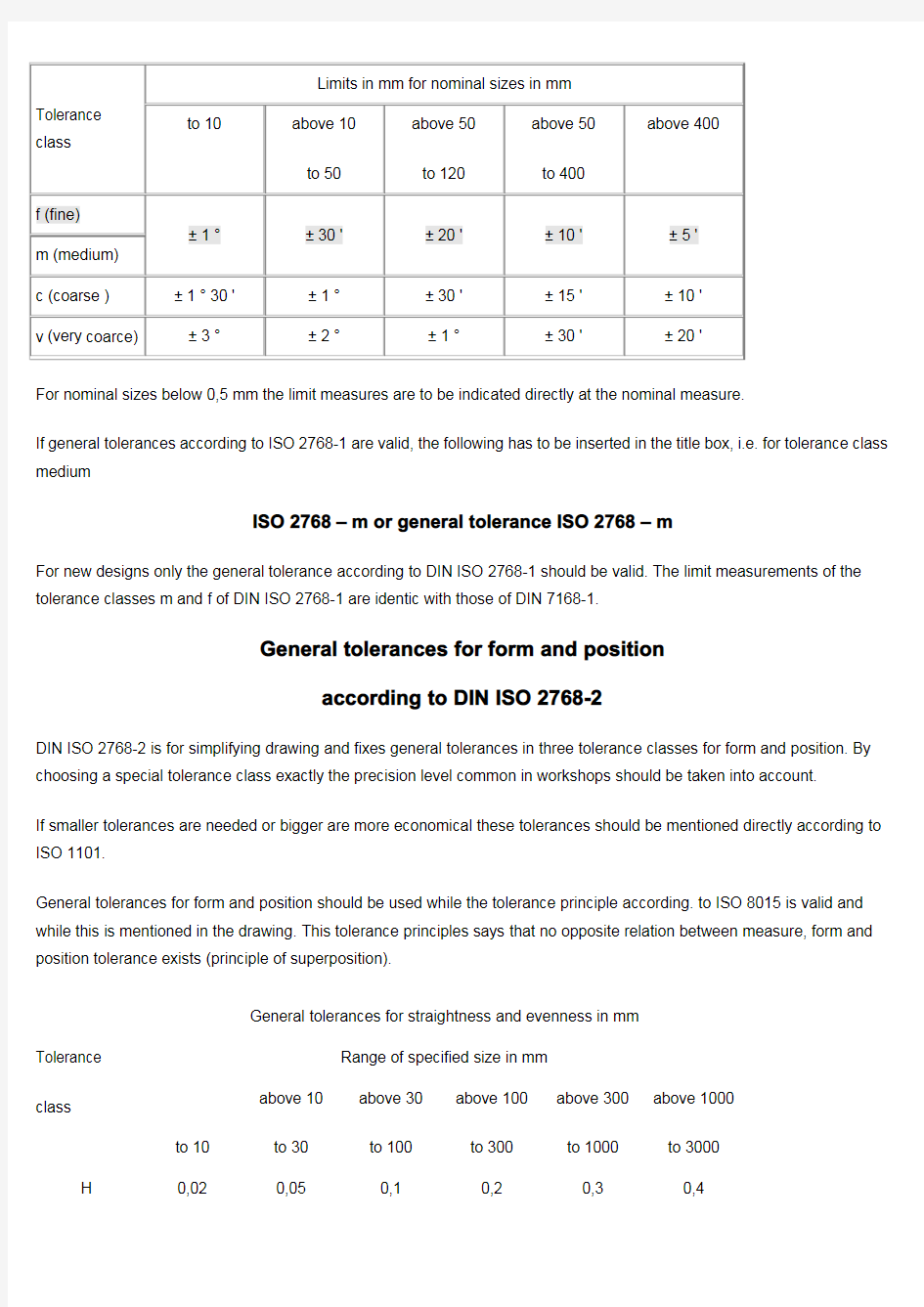
Tabelle3Grenzabmasse für Winkelmasse
For nominal sizes below0,5mm the limit measures are to be indicated directly at the nominal measure.
If general tolerances according to ISO2768-1are valid,the following has to be inserted in the title box,i.e.for tolerance class medium
ISO2768–m or general tolerance ISO2768–m
For new designs only the general tolerance according to DIN ISO2768-1should be valid.The limit measurements of the tolerance classes m and f of DIN ISO2768-1are identic with those of DIN7168-1.
General tolerances for form and position
according to DIN ISO2768-2
DIN ISO2768-2is for simplifying drawing and fixes general tolerances in three tolerance classes for form and position.By choosing a special tolerance class exactly the precision level common in workshops should be taken into account.
If smaller tolerances are needed or bigger are more economical these tolerances should be mentioned directly according to ISO1101.
General tolerances for form and position should be used while the tolerance principle according.to ISO8015is valid and while this is mentioned in the drawing.This tolerance principles says that no opposite relation between measure,form and position tolerance exists(principle of superposition).
Tolerance class
General tolerances for straightness and evenness in mm
Range of specified size in mm
to10
above10
to30
above30
to100
above100
to300
above300
to1000
above1000
to3000
H0,020,050,10,20,30,4
K0,050,10,20,40,60,8 L0,10,20,40,81,21,6
Tolerance class General tolerances for straightness and evenness in mm
Range of specified size in mm
to100
above100
to300
above300
to1000
above1000
to3000
H0,20,30,40,5 K0,40,60,81 L0,611,52
Tolerance class General tolerances for symmetry
Range of specified size in mm
to100
above100
to300
above300
to1000
above1000
to3000
H0,5
K0,60,81
L0,611,52
General tolerances for form and position are valid for form elements for which form and position tolerances are not indicated individually.They are applicable for all characteristics of the form elements accept cylinders,profiles of any line or surfaces, inclines,coaxiality,position and total movement.
通用公差选用及标注程序
通用公差选用及标注程序 (IATF16949-2016/ISO9001-2015) 1.0范围 本标准规定了产品图样及设计文件中型材、冲压件、辊压件、机加件、注塑件、发泡件、吸塑件、玻璃的孔(基准孔、安装孔、一般孔、工艺孔),面(基准面、覆盖件型面、搭接面、安装面及其它自由面等),线(立柱盖板轮廓线、舱门轮廓线、搭接边等)以及金属切削和成型加工件、焊接结构件、钢模锻造零件相关尺寸和形状偏差应参考使用的标准。 非金属材料或其它工艺方法加工的尺寸参照采用。 本标准适用于公司相关产品零部件通用类公差的选用与标注。 2.0规范性引用文件 下列文件对本文件的应用是必不可少的,凡是注日期的引用文件,仅注日期的版本适用于本文件。 凡是未注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。GB/T 13914-2002 冲压件尺寸公差 GB/T 13915-2002 冲压件角度公差 GB/T 13916-2002 冲压件形状和位置未注公差 GB/T 14486-2008 塑料模塑件尺寸公差 GB/T 15055-2007 冲压件未注公差尺寸极限偏差 GB/T 17340-1998 汽车安全玻璃的尺寸、形状及外观 GB/T 19804-2005 焊接结构的一般尺寸公差和形位公差 QC/T 269-1999 汽车铸造零件未注公差尺寸的极限偏差见
QC/T 270-1999 汽车钢模锻造零件未注公差尺寸的极限偏差 3.0术语和定义 3.1机加工件 指通过车、钳、刨、磨、铣、镗、锉等工艺方法制造完成的金属零件。 3.2特殊特性 1)影响产品的安全性或法规要求的符合性的产品特性或过程参数。 2)影响产品配合功能或者关于控制和文件中有其他原因(如顾客需求)的产品特性和过程参数。 3)在验证活动中要求特别关注的特性(如检验与试验、产品和过程审核)。产品的每一尺寸或者性能要求都可成为特性,特性中符合上述三项要求之一即为特殊特性。 3.3特殊特性公差 指在图纸或其他的工程技术资料中所描述的零部件或总成的特点与性能的尺寸的公差,或为实现零部件或总成的特点与性能所出现的过程尺寸的公差。 4.0公差及标注要求 4.1型材 型材型面公差、基准面公差、型材对接面公差应符合表1要求。 表1 型材公差要求单位为毫米 序号类型特征举例 公差 类型 公差值标注(示意) 说明 1 基准 面 基准 面 基准面较小,只选择一点为基 准时 轮廓 度 0.5 未注公差 要求
机械制图识图基本知识
机械制图识图基本知识 一.零件图的作用与内容 1.零件图的作用 任何机械都是由许多零件组成的, 制造机器就必须先制造零件 零件图就是制造和检验零件的依据,它依据零件在机器中的位置和作用,对零件在 外形、结构、尺寸、材料和技术要去等方面都提出了一定的要求。 2.零件图的内容 一张完整的零件图应该包括以下内容,如图 1 所示 图 1 箱盖的零件图 ( 1)标题栏 位于图中的右下角,标题栏一般填写零件名称、材料、数量、图 样的比例,代号和图样的责任人签名和单位名称等。标题栏的方向与看图的方向应 一致。 2)一组图形 用以表达零件的结构形状,可以采用视图、剖视、剖面、规定 画法和简化画法等表达方法表达。 标题栏 技术要求
(3)必要的尺寸反映零件各部分结构的大小和相互位置关系,满足零件制 造和检验的要求。 (4)技术要求给出零件的表面粗糙度、尺寸公差、形状和位置公差以及材料的热处理和表面处理等要求。 二.零件图中的技术要求 1.公差与配合公差反映的是零件的精度要求,配合反映的是零件之间相互结合的松紧关 系。 (1)尺寸公差 2)基本尺寸通过它应用上、下偏差可计算出极限尺寸的尺寸。 3)实际尺寸通过测量获得的尺寸。 4)极限尺寸一个尺寸允许的两个极端,其中最大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。 5)尺寸偏差最大极限尺寸减其基本尺寸的所得的代数差称为上偏差;最小极限尺寸减其基本尺寸所得代数差称为下偏差。上下偏差统称为极限偏差,偏差可正可负。 6)尺寸公差简称公差最大极限尺寸减去最小极限尺寸之差,它是允许尺寸的变动
量。尺寸公差永为正值 例如:Φ20 -00.5.3 1;其中Φ20 为基本尺寸,0.81 为公差。0.5 为上偏差,-0.31 为下偏差。20.5 和19.69 分别为最大最小极限尺寸。 7)零线在极限与配合图中,表示基本尺寸的一条直线,以其为基准确定偏差和公差。 8)标准公差极限与配合制中,所规定的任一公差。国家标准中规定,对于一定的基本尺寸,其标准公差共有20 个公差等级。 公差分为CT 、IT、JT 3 个系列标准。CT 系列为铸造公差标准,IT 是ISO 国际尺寸公差,JT 为中国机械部尺寸公差 不同产品不同的公差等级。等级越高,生产技术要求越高,成本越高。例如砂型铸造公差等级一般在CT8-CT10 ,我们公司为精密铸造件,一般用国际标准CT6-CT9 。 9)基本偏差在极限与配合制中,确定公差带相对零线位置的那个极限偏差,一般为靠近零线的那个偏差,如图3 所示。国家标准中规定基本偏差代号用拉丁字母表示,大写字母表示孔,小写字母表示轴,对孔和轴的每一个基本尺寸段规定了28 个基本偏差。
公差基础知识
课题一互换性概念(Interchangeability Concept) 一、互换性的基本概念 在汽车、飞机、船舶、仪表、日用工业中用到的大量零部件,都是由各不同的专业厂家制造出来,而后汇集到装配厂进行总装。这些零部件在装配前不需挑选,装配时不需修配,装配后具有相同的使用性能。我们把零件具有的这种性质称为互换性。 例如:同一种型号、规格的自行车,几乎全部零件都可以互换。 互换性按其互换程度可分为完全互换和不完全互换。 完全互换是指一批零、部件装配前不经选择,装配时也不需修配和调整,装配后即可满足预定的使用要求。如螺栓、圆柱销等标准件的装配大都属此类情况。 当装配精度要求很高时,若采用完全互换将使零件的尺寸公差很小,加工困难,成本很高,甚至无法加工。为了便于加工,这时可将其制造公差适当放大,在完工后,再用量仪将零件按实际尺寸分组,按组进行装配。如此,既保证装配精度与使用要求,又降低成本。此时,仅是组内零件可以互换,组与组之间不可互换,因此,叫不完全互换。(如;机床的配件) 二、加工误差和测量误差对互换性的影响 1、加工误差(P rocessing Error) 加工时,工件的尺寸之间存在着不同程度的差异。有些误差因素在加工之前就已经存在。例如:加工原理误差、机床、夹具、刀具的制造、安装、磨损误差。加工过程中的切削热、振动、变形等误差。即使在加工完以后也可能产生误差,主要是内应力所引起的工件变形及测量本身的不确定度。而测量误差不仅来源于测量器具,还与测量条件、人员因素有关系。由于这些因素的影响,甚至说,即在相同的加工条件下,一批完工工件的尺寸也是各不相同的。 从满足产品使用性能要求来看,也不要求一批相同规格的零件尺寸完全相同,而是根据使用要求的高低,允许存在一定的误差。 加工误差可分为下列几种: 1)尺寸误差(Size Error)指一批工件的尺寸变动,即加工后零件的实际尺寸和理想尺寸之差,如直径误差、孔距误差等。 2)形状误差(Form Error)指加工后零件的实际表面形状对于其理想形状的差异(或偏离程度),如圆度、直线度等。
形位公差知识
以下表述的定义及内容除有特别说明外均基于ASME Y14.5-1994 标准1.0基本定义 1.1要素 1.2尺寸(线性尺寸) 1.3公差 1.4边界、状态及尺寸 2.0符号 2.1形位公差分类、项目及符号 2.2其它常用符号 2.3基准相关符号 3.0基准 3.1基本定义 3.2基准种类 3.3表达方法 4.0形位公差 4.1使用形位公差的目的 4.2形位公差的分类及含义 4.2.1形状公差 4.2.2轮廓度公差 4.2.3位置公差 4.2.3.1定向公差 4.2.3.2定位公差 4.2.3.3跳动公差 5.0几种补充公差说明 5.1复合公差 5.2延伸(突出)公差带 5.3非刚性零件(自由状态)公差带 6.0公差相关要求及原则 6.1RFS要求 6.2最大实体要求 6.3最小实体要求 6.4零形位公差要求 6.5ISO标准中原则及要求 6.5.1独立原则 6.5.2包容原则 6.5.3求可逆要求 7.0形位公差的设计 7.1公差项目的选择 7.2公差数值的选择 7.3公差原则的选择 7.4.基准的选择 7.5相关尺寸公差的设计
1.0基本定义 1.1要素 构成几何零件特征的点、线、面称为几何要素,简称要素。 要素可以从不同的角度加以分类: 1.1.1按结构特征分 1.轮廓要素:构成轮廓外形的点、线、面;如圆柱面、端平面等; 2.中心要素:轮廓要素对称中心所表示的点、线、面;如圆柱中心线、两对称面的中心平面等; 1.1.2按存在状态分 1.实际要素:零件上实际存在的要素;如测量时所形成的(测量到的)平面、轴线及点等; 2.理想要素:我们设计在机械零件图纸上的要素,它们都是理想的,不存在任何的误差;如图纸上的点、线和 面; 1.1.3按所处地位分 1.被测要素:在图样上给出形状或(和)位置的要素,是被检测对象;如已被附给圆跳动公差的圆柱外表面, 已被附给位置度公差的孔的轴线; 2.基准要素:用来确定被测要素方向或(和)位置的要素;理想的基准要素简称为基准,即有基准点、基准直 线和基准平面;实际零件上的基准要素也可能是被测要素; 1.1.4按功能分 1.单一要素:仅对要素本身提出功能和要求,而给出形状公差的要素; 2.关联要素:相对于基准要素有功能要求而给出位置公差的要素; 1.1.5按是否受尺寸影响分 1.非尺寸性要素:如平面不受尺寸影响的要素; 2.尺寸性要素:如圆柱和槽等受尺寸影响的要素(从此类要素中可取得中心轴线,中心平面和对称平面等); 要素是形位公差研究的对象。 1.2尺寸(线性尺寸) 尺寸:带有测量单位的数值,用来定义零件(零件要素)大小、位置、几何特性以及表面特征。表现为两点之间的距离; 1.基本尺寸:在机械零件图纸上设计确定的尺寸;如图纸设计要求轴的外径为Φ35.00±0.15mm,35.00即为 基本尺寸; 2.极限尺寸:允许尺寸变化范围的两个界限尺寸,较大的为最大极限尺寸,较小的为最小极限尺寸;如图纸设 计要求轴的外径为Φ35.00±0.15mm,则35.15为最大极限尺寸(D max),34.85为最小极限尺寸(D min); 如图纸设计要求孔的内径为Φ35.00±0.15mm,则35.15为最大极限尺寸(d max),34.85为最小极限尺寸(d min); 上述尺寸为设计确定的尺寸。 3.实际尺寸:对完工后零件测量所得到的尺寸;由于测量误差等原因,通常实际尺寸不是真实尺寸,而是接近于 真实尺寸的尺寸; 4.作用尺寸和关联作用尺寸 作用尺寸:单一要素的实际尺寸和其形状公差综合形成的尺寸称为单一要素作用尺寸(简称作用尺寸); 关联作用尺寸:关联要素和其位置公差综合作用形成的尺寸称为关联作用尺寸; 以上两尺寸为实际装配时形成的尺寸. 1.3公差 尺寸公差(简称公差):它是指尺寸的允许变动量。例如:Φ35.00±0.15mm中,±0.15即为公差; 形位公差(几何量公差):它是指实际被测要素的允许变动量。例如图1.4-1中的 ,此框称为 要素控制框,其中为公差项目,Φ.012称为公差值,A和B称为基准, 为公差原则(要素); 1.形位公差是用来控制形状、轮廓、方向、位置以及跳动的; 2.形位公差不控制线性尺寸,虽然它与尺寸有一定的联系,但它不影响尺寸(请参阅7.0形位公差的设计); 3.设计形位公差时注意线性尺寸的设计(请参阅7.0形位公差的设计);
公差配合与测量技术知识点
《公差配合与测量技术》知识点 绪言 互换性是指在同一规格的一批零件或部件中,任取其一,不需任何挑选或附加修配就能装在机器上,达到规定的功能要求,这样的一批零件或部件就称为具有互换性的零、部件。 通常包括几何参数和机械性能的互换。 允许零件尺寸和几何参数的变动量就称为公差。 互换性课按其互换程度,分为完全互换和不完全互换。 公差标准分为技术标准和公差标准,技术标准又分为国家标准,部门标准和企业标准。 第一章圆柱公差与配合 基本尺寸是设计给定的尺寸。实际尺寸是通过测量获得的尺寸。 极限尺寸是指允许尺寸变化的两个极限值,即最大极限尺寸和最小极限尺寸。最大实体状态是具有材料量最多的状态,此时的尺寸是最大实体尺寸。 与实际孔内接的最大理想轴的尺寸称为孔的作用尺寸,与实际轴外接的最小理想孔的尺寸称为轴的作用尺寸。 尺寸偏差是指某一个尺寸减其基本尺寸所得的代数差。 尺寸公差是指允许尺寸的变动量。 公差=|最大极限尺寸 - 最小极限尺寸|=上偏差-下偏差的绝对值 配合是指基本尺寸相同的,相互结合的孔与轴公差带之间的关系。 间隙配合:孔德公差带完全在轴的公差带上,即具有间隙配合。 间隙公差是允许间隙的变动量,等于最大间隙和最小间隙的代数差的绝对值,也等于相互配合的孔公差与轴公差的和。 过盈配合,过渡配合 T=ai, 当尺寸小于或等于500mm时,i=0.45+0.001D(um), 当尺寸大于500到3150mm时,I=0.004D+2.1(um). 孔与轴基本偏差换算的条件:1.在孔,轴为同一公差等级或孔比轴低一级配合2.基轴制中孔的基本偏差代号与基孔制中轴的基本偏差代号相当 3.保证按基轴制形成的配合与按基孔制形成的配合相同。 通用规则,特殊规则 例题 基准制的选用:1.一般情况下,优先选用基孔制。2.与标准件配合时,基准制的选择通常依标准件而定。3.为了满足配合的特殊需要,允许采用任一孔,轴公差带组合成配合。 公差等级的选用:1.对于基本尺寸小于等于500mm的较高等级的配合,由于孔比同级轴加工困难,当标准公差小于等于IT8时,国家标准推荐孔比轴低一级相配合,但对标准公差大于IT8级或基本尺寸大于500mm的配合,由于孔德测量精度比轴容易保证,推荐采用同级孔,轴配合。2.既要满足设计要求,又要考虑工艺的可能性和经济性。 各种配合的特性:间隙:主要用于结合件有相对运动的配合。 过盈:主要用于结合件没有相对运动的配合。 过渡:主要用于定位精确并要求拆卸的相对静止的联结。
第三章 公差与配合基础知识(DOC)
公差与配合基础知识 第一章极限与配合 概述 极限与配合国家标准包括: GB/T 1800.1—1997 《极限与配合基础第1部分:词汇》 GB/T 1800.2—1998 《极限与配合基础第2部分:公差、偏差和配合的基本规定》GB/T 1800.3—1998 《极限与配合基础第3部分:标准公差和基本偏差数值表》 GB/T 1800.4—1999 《极限与配合标准公差等级和孔、轴的极限偏差表》 GB/T 1801—1999 《极限与配合公差带的配合和选择》 GB/T 1803—1979 《极限与配合尺寸至18mm 孔轴公差带》 GB/T 1804—2000 《一般公差线性尺寸未注公差》 现行国家标准《极限与配合》的基本结构包括公差与配合、测量和检验两部分。 公差与配合部分包括公差制和配合制,是对工件极限偏差的规定;测量与检验部分包括检验制与量规制,是作为公差与配合的技术保证。两部分合起来形成一个完整的公差制体系。 第一节基本术语以及定义 一、术语与定义: GB/T 1800.1-1997《极限与配合基础第1部分:词汇》确定了极限与配合的基本术语 1、孔和轴 1)孔通常指工件的圆柱形内表面,也包括非圆柱形内表面(由两平行平面或切面形成的包容面)。 2)轴通常指工件的圆柱形外表面,也包括非圆柱形外表面(由两平行平面或切面形成的被包容面)。 2、尺寸:用特定单位表示线性尺寸值的数值。 1)基本尺寸:是设计给定的尺寸。(基本尺寸是设计零件时根据使用要求,通过刚度、强度计算或结构等方面的考虑,并按标准直径或标准长度圆整后所给定 的尺寸。它是计算极限尺寸和极限偏差的起始尺寸。)
2)实际尺寸:是通过测量获得的尺寸。(由于存在测量误差,实际尺寸也并非被测尺寸的真实值) 3)极限尺寸:极限尺寸是指允许尺寸变化的两个极限值。 较大的称为最大极限尺寸。 较小的称为最小极限尺寸。 3、偏差与公差 偏差:是指某一个尺寸减其基本尺寸所得的代数差,简称偏差。 最大极限尺寸减其基本尺寸的代数差称为上偏差。 最小极限尺寸减其基本尺寸的代数差称为下偏差。 上偏差和下偏差统称为极限偏差。 偏差可以为正值、负值或零值。 公差:是指允许尺寸的变动量,简称公差。 公差等于最大极限尺寸与最小极限尺寸之代数差的绝对值。 例题: 4、配合 配合是指基本尺寸相同的,相互结合的孔和轴公差带之间的关系。 国标对配合规定有两种基准制、即基孔制与基轴制。 配合的类别有间隙配合、过渡配合、过盈配合。
公差分析基本知识
公差分析 一、误差与公差 二、尺寸链 三、形位公差及公差原则
一、误差与公差 (一)误差与公差的基本概念 1. 误差 误差——指零件加工后的实际几何参数相对于理想几何参数之差。 (1)零件的几何参数误差分为尺寸误差、形状误差、位置误差及表面粗糙度。 尺寸误差——指零件加工后的实际尺寸相对于理想尺寸之差,如直径误差、孔径误差、长度误差。 形状误差(宏观几何形状误差)——指零件加工后的实际表面形状相对于理想形状的差值,如孔、轴横截面的理想形状是正圆形,加工后实际形状为椭圆形等。 相对位置误差——指零件加工后的表面、轴线或对称面之间的实际相互位置相对于理想位置的差值,如两个面之间的垂直度,阶梯轴的同轴度等。 表面粗糙度(微观几何形状误差)——指零件加工后的表面上留下的较小间距和微笑谷峰所形成的不平度。 2. 公差 公差——指零件在设计时规定尺寸变动范围,在加工时只要控制零件的误差在公差范围内,就能保证零件的互换性。因此,建立各种几何公差标准是实现对零件误差的控制和保证互换性的基础。
(二)误差与公差的关系 由图1可知,零件误差是公差的子集,误差是相对于单个零件而言的;公差是设计人员规定的零件误差的变动范围。 (三)公差术语及示例 图2 以图2为例: 基本尺寸——零件设计中,根据性能和工艺要求,通过必要的计算和实验确定的尺寸,又称名义尺寸,图中销轴的直径基本尺寸为Φ20,长度基本尺寸为40。 实际尺寸——实际测量的尺寸。 极限尺寸——允许零件实际尺寸变化的两个极限值。 两个极限值 图1
中大的是最大极限尺寸,小的是最小极限尺寸。 尺寸偏差——某一尺寸(实际尺寸,极限尺寸)减去基本尺寸所得到的代数差。 上偏差=最大极限尺寸-基本尺寸,用代号(ES)(孔)和es(轴)下偏差=最小极限尺寸-基本尺寸,用代号(ES)(孔)和es(轴)尺寸公差——允许尺寸的变动量 尺寸公差=最大极限尺寸-最小极限尺寸 公差带 零线——在极限与配合图解中,标准基本尺寸是一条直线,以其为基准确定偏差和公差。通常,零件沿水平方向绘制,正偏差位于其上,负偏差位于其下,如下图。 图3公差带图解 公差带——在公差带图解中,由代表上极限偏差和下极限偏差的两条直线所限定的一个区域。它是由公差带大小和其相对零线的位置来确定。
尺寸标注类基本知识点
机械设计中尺寸标注类知识,毕业前一定读懂它 1.轴套类零件 这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。 在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。由此注出图中所示的Ф14 、Ф11(见A-A断面)等。这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。 如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。 2.盘盖类零件 这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。如图中所示就增加了一个左视图,以表达带圆角的方形凸
缘和四个均布的通孔。 在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。 3.叉架类零件 这类零件一般有拨叉、连杆、支座等零件。由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
公差知识点
公差配合知识点 1互换性完全互换和不完全互换 2完全互换:指一批零件装配前不经选择,装配时不许修配和调整, 装配后可满足预定的使用要求。 适用范围:更换后性能参数与原来相同--------大量生产和成批生产 3不完全互换:有时通过加工或调整某一特定零件尺寸,达到其装配 精度要求。 适用范围:更换后性能参数会有变化,但不影响正常工作----精度要求较高的产品 4尺寸误差:指一批工件的尺寸变动,(加工后零件的实际尺寸和理 想尺寸之差) 5误差:尺寸误差形状误差位置误差表面粗糙度 6公差:允许的零件尺寸,几何形状和相互位置的最大变动范围,用 以限制加工误差。 7规定相应公差值的大小顺序:T尺寸>T位置>T形状>表面粗糙度8最大(小)实体状态:假定提取组成要素的局部尺寸处处位于极限 尺寸且使其有实体最大(小)的状态。 9最大(小)实体尺寸:确定要素最大(小)实体状态。 10偏差:某一尺寸减其公称尺寸所得的代数差 11极限偏差:极限尺寸减其公称尺寸所得的代数差 12尺寸公差:上极限尺寸减其下极限尺寸之差(上极限偏差减下极 限偏差之差)
13公差带的大小取决于公差数值的大小,公差带位置取决于极限偏差的大小。 14间隙:孔的尺寸减去相配合的轴的尺寸之差为正 15过盈:孔的尺寸减去相配合的轴的尺寸之差为负 16基孔制:基本公差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度 17基轴制:基本公差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度 18当IT