搜档网
当前位置:搜档网 › 成型工艺条件表
成型工艺条件表
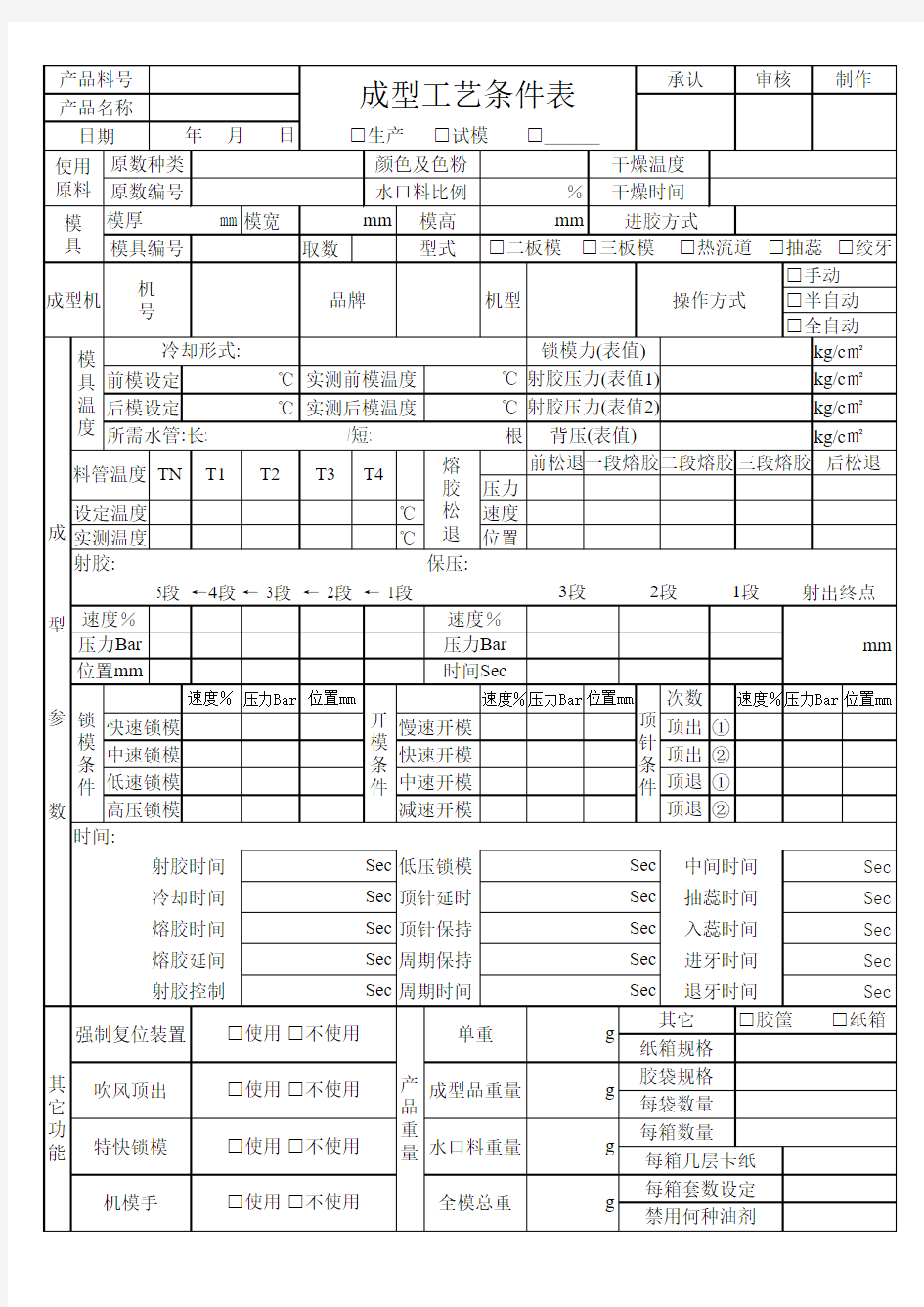
模厚 mm 模宽取数
□半自动
□全自动
kg/c ㎡前模设定
kg/c ㎡后模设定kg/c ㎡kg/c ㎡
前松退三段熔胶压力
设定温度℃速度实测温度℃位置射胶:保压: 5段 ←4段 ← 3段 ← 2段 ← 1段
压力Bar 速度%压力Bar 速度%压力Bar 位置mm 快速锁模慢速开模①中速锁模快速开模②低速锁模中速开模①
高压锁模减速开模②时间:
射胶时间低压锁模冷却时间顶针延时熔胶时间顶针保持熔胶延间周期保持射胶控制
周期时间
□胶筐 □纸箱
产品料号承认审核制作
产品名称日期
年 月 日
□生产 □试模 □___
原数种类颜色及色粉干燥温度原数编号
水口料比例%干燥时间
mm 模高
mm
进胶方式
模具编号
型式 □二板模 □三板模 □热流道 □抽蕊 □绞牙□手动
冷却形式:锁模力(表值)℃实测前模温度 ℃射胶压力(表值1)℃实测后模温度 ℃射胶压力(表值2)所需水管:长: /短: 根背压(表值)一段熔胶二段熔胶后松退3段2段1段射出终点速度%
速度%压力Bar
压力Bar 位置mm 时间Sec 速度%位置mm 位置mm 次数顶针
条
件顶出顶出顶退顶退Sec 中间时间Sec Sec Sec 抽蕊时间Sec Sec 入蕊时间Sec Sec Sec 进牙时间Sec Sec
退牙时间Sec
其它纸箱规格胶袋规格每袋数量每箱数量每箱几层卡纸每箱套数设定禁用何种油剂
成
型 参 数
其它功能
模
具温度锁模条件T1
T2吹风顶出Sec Sec Sec T3开模条件产品重
量熔胶松退机型品牌□使用 □不使用
□使用 □不使用g g g g 水口料重量
单重
成型品重量机
号
操作方式T4使用原料模具成型机mm 料管温度TN 全模总重
成型工艺条件表
强制复位装置□使用 □不使用特快锁模□使用 □不使用机模手
相关主题