副本CPK>1 67分析说明
CPK>1.67分析说明
一、设计规范
CG1544A机种关键尺寸要求:公差±0.05mm,CPK>1.67,此要求属A﹢级水准
二、工艺流程
开料--CNC--强化--清洗--
三、实验条件
1、加工设备:选择定位精度0-0.03mm
2、加工刀具:选择电镀金刚石磨头精度±0.01mm
3、尺寸管控:尺寸公差按±0.02mm
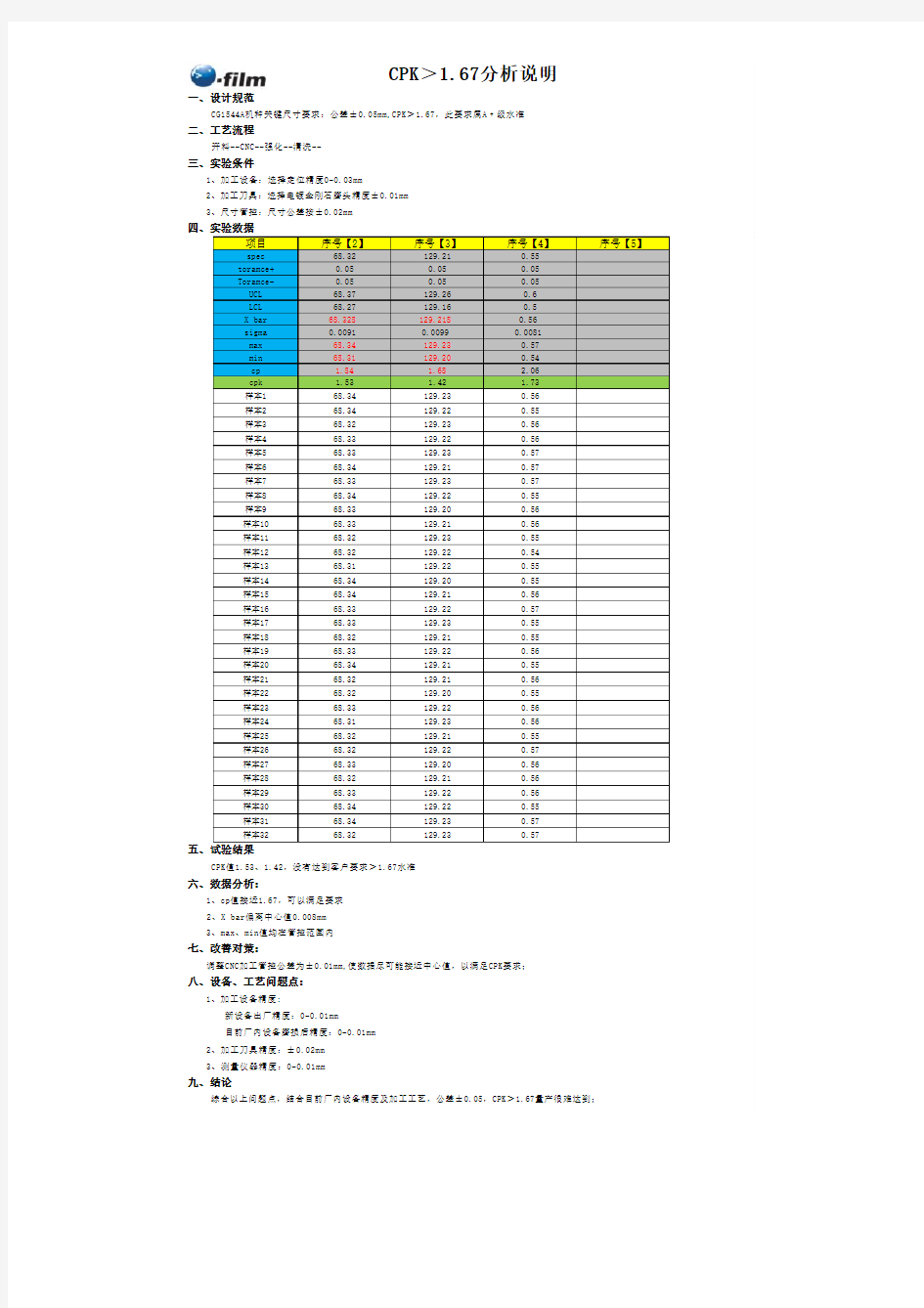
四、实验数据
项目序号【2】序号【3】序号【4】序号【5】
spec68.32129.210.55
toramce+0.050.050.05
Toramce-0.050.050.05
UCL68.37129.260.6
LCL68.27129.160.5
X bar68.328129.2180.56
sigma0.00910.00990.0081
max68.34129.230.57
min68.31129.200.54
cp 1.84 1.68 2.06
cpk 1.53 1.42 1.73
样本168.34129.230.56
样本268.34129.220.55
样本368.32129.230.56
样本468.33129.220.56
样本568.33129.230.57
样本668.34129.210.57
样本768.33129.230.57
样本868.34129.220.55
样本968.33129.200.56
样本1068.33129.210.56
样本1168.32129.230.55
样本1268.32129.220.54
样本1368.31129.220.55
样本1468.34129.200.55
样本1568.34129.210.56
样本1668.33129.220.57
样本1768.33129.230.55
样本1868.32129.210.55
样本1968.33129.220.56
样本2068.34129.210.55
样本2168.32129.210.56
样本2268.32129.200.55
样本2368.33129.220.56
样本2468.31129.230.56
样本2568.32129.210.55
样本2668.32129.220.57
样本2768.33129.200.56
样本2868.32129.210.56
样本2968.33129.220.56
样本3068.34129.220.55
样本3168.34129.230.57
样本3268.32129.230.57
五、试验结果
CPK值1.53、1.42,没有达到客户要求>1.67水准
六、数据分析:
1、cp值接近1.67,可以满足要求
2、X bar偏离中心值0.008mm
3、max、min值均在管控范围内
七、改善对策:
调整CNC加工管控公差为±0.01mm,使数据尽可能接近中心值,以满足CPK要求;
八、设备、工艺问题点:
1、加工设备精度:
新设备出厂精度:0-0.01mm
目前厂内设备磨损后精度:0-0.01mm
2、加工刀具精度:±0.02mm
3、测量仪器精度:0-0.01mm
九、结论
综合以上问题点,结合目前厂内设备精度及加工工艺,公差±0.05,CPK>1.67量产很难达到;