最新新线材流程规范

新线材流程规范
线材注意事项:
● 所有外购的线材一端不在规则之内,如MP3板、DVD 板线材等等。 ● 所有线材必须按照以下示意图来做。
● 线材的长度单位都默认为mm ,线材长度包括端子。 ● 所有线材长度按每50mm 递增,如L50、L100、L150 递增。 ● 所有线材铜芯都使用裸铜。
●
从电源输入到初级变压器的线材都使用UL1672线材。
第一大类:普通排线
1.
示意图:
2.详细规格:
3.规则描述:
1)此类线材不能出现交叉线、分支线、空位线和混合线(屏蔽跟蓝白排混合); 序号 连接线名称
端子名称 线材类型
线材线号AWG(#)
线材电气性能 额定电流(A)
温度(℃)
耐压值(V)
外径(㎜) 截面积(㎡) 001 XH2.54-xP-UL2648-24#-Lxx XH2.54 UL2648 24 0.808 80 300 0.511 0.205 002
PH2.0-xP-UL2648-24#-Lxx
PH2.0
UL2648
24
0.808
80
300
0.511
0.205
3)此类材料不允许单头;
4)端子插头统一使用正反向,即一正一反(以图中所示为准),且不能跟其他端子组合; 5)XH2.54和PH2.0端子位数不超过10位,超过10位需要审批; 6)Lxx :xx 表示长度,xP :x 表示端子位数。
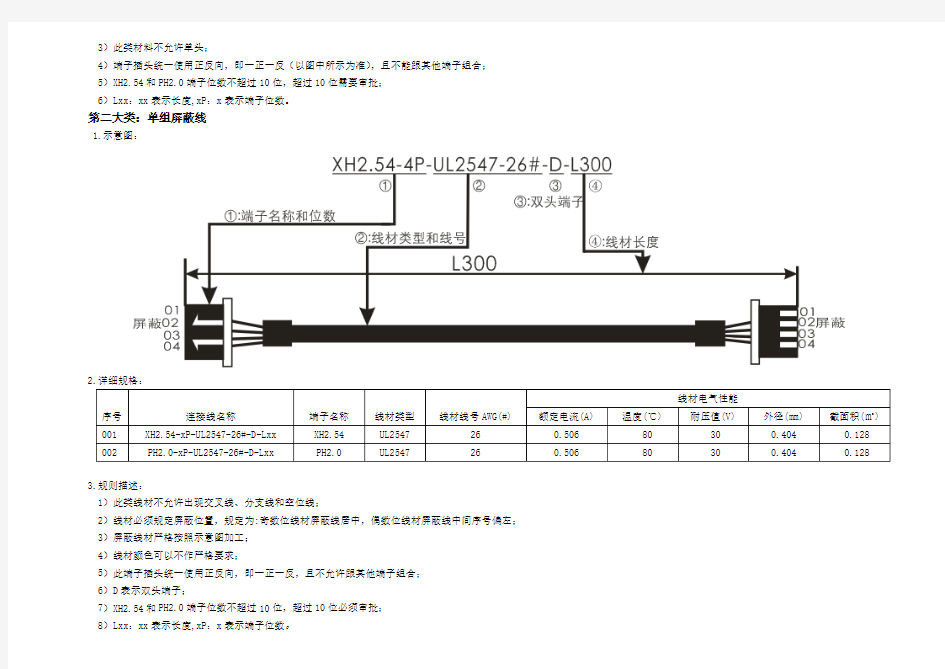
第二大类:单组屏蔽线
1.示意图:
2.详细规格:
3.规则描述:
1)此类线材不允许出现交叉线、分支线和空位线;
2)线材必须规定屏蔽位置,规定为:奇数位线材屏蔽线居中,偶数位线材屏蔽线中间序号偏左; 3)屏蔽线材严格按照示意图加工; 4)线材颜色可以不作严格要求;
5)此端子插头统一使用正反向,即一正一反,且不允许跟其他端子组合; 6)D 表示双头端子;
7)XH2.54和PH2.0端子位数不超过10位,超过10位必须审批; 序号 连接线名称
端子名称 线材类型
线材线号AWG(#)
线材电气性能 额定电流(A)
温度(℃)
耐压值(V)
外径(㎜) 截面积(㎡) 001 XH2.54-xP-UL2547-26#-D-Lxx XH2.54 UL2547 26 0.506 80 30 0.404 0.128 002
PH2.0-xP-UL2547-26#-D-Lxx
PH2.0
UL2547
26
0.506
80
30
0.404
0.128
第三大类:组合屏蔽线
1.示意图:
2.详细规格:
3.规则描述:
1)线材不允许出现交叉线、分支线、空位线和混合线(屏蔽跟蓝白排混合); 2)线材组数不能超过四组;
3)每组屏蔽线材必须规定屏蔽线位置,规定为:奇数位线材屏蔽线居中,偶数位线材屏蔽线中间序号偏左; 4)屏蔽线材必须按示意图加工; 5)此类线材使用单头时,必须经过审批;
6)端子插头统一使用正反向,即一正一反,且不允许跟其他端子组合; 序号 连接线名称
端子名称 线材类型
线材线号AWG(#)
线材电气性能 额定电流(A)
温度(℃)
耐压值(V)
外径(㎜) 截面积(㎡) 001 XH2.54-x+xP-UL2547-26#-D-Lxx XH2.54 UL2547 26 0.506 80 30 0.404 0.128 002 XH2.54-x+x+xP-UL2547-26#-D-Lxx XH2.54 UL2547 26 0.506 80 30 0.404 0.128 003 XH2.54-x+x+x+xP-UL2547-26#-D-Lxx XH2.54 UL2547 26 0.506 80 30 0.404 0.128 004 PH2.0-x+xP-UL2547-26#-D-Lxx PH2.0 UL2547 26 0.506 80 30 0.404 0.128 005 PH2.0-x+x+xP-UL2547-26#-D-Lxx PH2.0 UL2547 26 0.506 80 30 0.404 0.128 006
PH2.0-x+x+x+xP-UL2547-26#-D-Lxx
PH2.0
UL2547
26
0.506
80
30
0.404
0.128
8)x+xP 表示两组,总位数为他们之和,如:3+4P 表示第一组为3位,第二组为4位; 9)x+x+xP 表示为三组,总位数为三组之和; 10)x+x+x+xP 表示四组,总位数为四组之和; 11)Lxx :xx 表示长度。
第四大类:单头单组屏蔽线
1.示意图:
2.详细规格:
3.规则描述:
1)此类线材不允许出现交叉线、空位线、混合线、分支线;
2)线材必须规定屏蔽位置,规定为:奇数位线材屏蔽线居中,偶数位线材屏蔽线中间序号偏左; 3)所有屏蔽线材严格按照按图纸加工; 4)线材颜色可以不作严格要求; 5)S 表示单头;
6)单头线必须上锡3.5mm ;
序号 连接线名称
端子名称 线材类型
线材线号AWG(#)
线材电气性能 额定电流(A)
温度(℃)
耐压值(V)
外径(㎜) 截面积(㎡) 001 XH2.54-xP-UL2547-26#-S-Lxx XH2.54 UL2547 26 0.506 80 30 0.404 0.128 002
PH2.0-xP-UL2547-26#-S-Lxx
PH2.0
UL2547
26
0.506
80
30
0.404
0.128
8)Lxx:xx表示长度,xP:x表示端子位数。第五大类:单支多股线
(一) 单支多股线:PC250(VV)
1.示意图:
2.详细规格:
序号连接线名称端子名称线材类型线材线号AWG(#)
线材电气性能
额定电流(A) 温度(℃) 耐压值(V) 外径(㎜) 截面积(㎡)
001 PC250-UL1015-18#-VV-Lxx-颜色PC250 UL1015 18 3.200 105 600 1.020 0.811 002 PC250-UL1015-16#-VV-Lxx-颜色PC250 UL1015 16 6.500 105 600 1.290 1.318 003 PC250-UL1015-14#-VV-Lxx-颜色PC250 UL1015 14 8.200105 600 1.630 2.075 004 PC250-UL1672-18#-VV-Lxx-颜色PC250 UL1672 18 3.200 105 600 1.020 0.811 005 PC250-UL1672-16#-VV-Lxx-颜色PC250 UL1672 16 6.500 105 600 1.290 1.318 006 PC250-UL1672-14#-VV-Lxx-颜色PC250 UL1672 14 8.200105 600 1.630 2.075 3.规则描述:
1)Lxx:xx表示长度,x#:x表示线号;
2)VV代表两个PC250直端子;
3)所有PC250端子都要倒扣;
4)PC250材料厚度为0.5mm。
(二) 单支多股线PC250(VH)
2.详细规格:
序号连接线名称端子名称线材类型线材线号AWG(#)
线材电气性能
额定电流(A) 温度(℃) 耐压值(V) 外径(㎜) 截面积(㎡)
001 PC250-UL1015-18#-VH-Lxx-颜色PC250 UL1015 18 3.200 105 600 1.020 0.811 002 PC250-UL1015-16#-VH-Lxx-颜色PC250 UL1015 16 6.500 105 600 1.290 1.318 003 PC250-UL1015-14#-VH-Lxx-颜色PC250 UL1015 14 8.200105 600 1.630 2.075 004 PC250-UL1672-18#-VH-Lxx-颜色PC250 UL1672 18 3.200 105 600 1.020 0.811 005 PC250-UL1672-16#-VH-Lxx-颜色PC250 UL1672 16 6.500 105 600 1.290 1.318 006 PC250-UL1672-14#-VH-Lxx-颜色PC250 UL1672 14 8.200105 600 1.630 2.075 .规则描述:
1)Lxx:xx表示长度,x#:x表示线号;
2)VH表示一个直端子和一个弯端子;
3)所有PC250端子都要倒扣;
4)PC250材料厚度为0.5mm。
(三)单支多股线:PC250(HH)
1.示意图:
2.详细规格:
序号连接线名称端子名称线材类型线材线号AWG(#)
线材电气性能
额定电流(A) 温度(℃) 耐压值(V) 外径(㎜) 截面积(㎡)
001 PC250-UL1015-18#-HH-Lxx-颜色PC250 UL1015 18 3.200 105 600 1.020 0.811 002 PC250-UL1015-16#-HH-Lxx-颜色PC250 UL1015 16 6.500 105 600 1.290 1.318 003 PC250-UL1015-14#-HH-Lxx-颜色PC250 UL1015 14 8.200105 600 1.630 2.075 004 PC250-UL1672-18#-HH-Lxx-颜色PC250 UL1672 18 3.200 105 600 1.020 0.811 005 PC250-UL1672-16#-HH-Lxx-颜色PC250 UL1672 16 6.500 105 600 1.290 1.318 006 PC250-UL1672-14#-HH-Lxx-颜色PC250 UL1672 14 8.200105 600 1.630 2.075 3.规则描述:
1)Lxx:xx表示长度,x#:x表示线号;
2)HH代表两个PC250直端子;
3)所有PC250端子都要倒扣;
4)PC250材料厚度为0.5mm;
5)此类线材尽量不使用。
(四) 单支多股线:PC250(V)
2.详细规格:
序号连接线名称端子名称线材类型线材线号AWG(#)
线材电气性能
额定电流(A) 温度(℃) 耐压值(V) 外径(㎜) 截面积(㎡)
001 PC250-UL1015-18#-V-Lxx-颜色PC250 UL1015 18 3.200 105 600 1.020 0.811 002 PC250-UL1015-16#-V-Lxx-颜色PC250 UL1015 16 6.500 105 600 1.290 1.318 003 PC250-UL1015-14#-V-Lxx-颜色PC250 UL1015 14 8.200105 600 1.630 2.075 004 PC250-UL1672-18#-V-Lxx-颜色PC250 UL1672 18 3.200 105 600 1.020 0.811 005 PC250-UL1672-16#-V-Lxx-颜色PC250 UL1672 16 6.500 105 600 1.290 1.318 006 PC250-UL1672-14#-V-Lxx-颜色PC250 UL1672 14 8.200105 600 1.630 2.075 3.规则描述:
1)单头的必须上锡3.5mm;
2)Lxx:xx表示长度,x#:x表示线号,V表示单个PC250直端子;
3)所有PC250端子都要倒扣;
4)PC250材料厚度为0.5mm。
(五)单支多股线PC250(H)
1.示意图:
2.详细规格:
序号连接线名称端子名称线材类型线材线号AWG(#)
线材电气性能
额定电流(A) 温度(℃) 耐压值(V) 外径(㎜) 截面积(㎡)
001 PC250-UL1015-18#-H-Lxx-颜色PC250 UL1015 18 3.200 105 600 1.020 0.811 002 PC250-UL1015-16#-H-Lxx-颜色PC250 UL1015 16 6.500 105 600 1.290 1.318 003 PC250-UL1015-14#-H-Lxx-颜色PC250 UL1015 14 8.200105 600 1.630 2.075 004 PC250-UL1672-18#-H-Lxx-颜色PC250 UL1672 18 3.200 105 600 1.020 0.811 005 PC250-UL1672-16#-H-Lxx-颜色PC250 UL1672 16 6.500 105 600 1.290 1.318 006 PC250-UL1672-14#-H-Lxx-颜色PC250 UL1672 14 8.200105 600 1.630 2.075 3.规则描述:
1)单头的必须上锡3.5mm;
2)Lxx:xx表示长度,x#:x表示线号,H表示单个PC250弯端子;
3)所有PC250端子都要倒扣;
4)PC250材料厚度为0.5mm;
5)此类线材尽量不使用。
(六) 单支多股线:线耳
2.详细规格:
序号连接线名称端子名称线材类型线材线号AWG(#)
线材电气性能
额定电流(A) 温度(℃) 耐压值(V) 外径(㎜) 截面积(㎡)
001 线耳φ3.2-UL1015-16#-S-Lxx-黄绿色线耳φ3.2 UL1015 16 6.500105 600 1.290 1.318 002线耳φ4.2-UL1015-16#-S-Lxx-颜色线耳φ4.2 UL1015 16 6.500105 600 1.290 1.318 003线耳φ5.2-UL1015-16#-S-Lxx-颜色线耳φ5.2 UL1015 16 6.500105 600 1.290 1.318 3.规则描述:
1)S表示单头;
2)无端子的一端的必须上锡3.5mm;
3)线耳φ3.2为黄绿颜色,其它线耳不作严格要求;
4)Lxx:xx表示长度,x#:x表示线号。
(七) 单支多股线:线耳和PC250(V)
1.示意图:
2.详细规格:
序号连接线名称端子名称线材类型线材线号AWG(#)
线材电气性能
额定电流(A) 温度(℃) 耐压值(V) 外径(㎜) 截面积(㎡)
001 线耳φ3.2-UL1015-16#-PC250V-Lxx-黄绿色线耳φ3.2
PC250V
UL1015 16 6.500105 600 1.290 1.318
002线耳φ4.2-UL1015-16#-PC250V-Lxx-颜色线耳φ4.2
PC250V
UL1015 16 6.500105 600 1.290 1.318
003线耳φ5.2-UL1015-16#-PC250V-Lxx-颜色线耳φ5.2
PC250V
UL1015 16 6.500105 600 1.290 1.318
3.规则描述:
1)Lxx:xx表示长度,x#:x表示线号;
2)所有PC250端子都要倒扣;
3)PC250V表示单个PC250直端子。
(八)单支多股线:VH3.96
1.示意图:
2.详细规格:
3.规则描述:
1)线材不允许分支线、交叉线、混合线、空位线等; 2)此类线材颜色按顺序排列:黑、白、蓝、绿、黄、棕; 3)D 表示双头,S 表示单头; 4)使用单头必须要审批; 5)VH3.96端子位数不超过8位;
6)Lxx :xx 表示线材长度,xP :x 表示端子位数,x#:x 表示线号值。
(九) 单支多股线:XH2.54
1.示意图:
序号 连接线名称
端子名称 线材类型
线材线号AWG(#)
线材电气性能 额定电流(A) 温度(℃) 耐压值(V) 外径(㎜) 截面积(㎡) 001 VH3.96-xP-UL1015-18#-D-Lxx VH3.96 UL1015 18 3.200 105 600 1.020 0.811 002
VH3.96-xP-UL1015-18#-S-Lxx
VH3.96
UL1015
18
3.200
105
600
1.020
0.811
2.详细规格:
3.规则描述:
1)线材不允许分支线、交叉线、混合线、空位线等; 2)D 表示双头,S 表示单头;
3)此类线材颜色按顺序排列:黑、白、蓝、绿、黄、棕; 4)使用单头时必须经过审批; 5)端子位数不超过10位;
6)Lxx :xx 表示线材长度,xP :x 表示端子位数,x#:x 表示线号值。
(十)单支多股线:无端子
1.示意图:
序号 连接线名称
端子名称 线材类型
线材线号AWG(#)
线材电气性能 额定电流(A) 温度(℃) 耐压值 V) 外径(㎜) 截面积(㎡) 001 XH2.54-xP-UL1007-20#-D-Lxx XH2.54 UL1007 20 2.000 80 300 0.813 0.519 002 XH2.54-xP-UL1007-22#-D-Lxx XH2.54 UL1007 22 1.280 80 300 0.643 0.325 003 XH2.54-xP-UL1007-20#-S-Lxx XH2.54 UL1007 20 2.000 80 300 0.813 0.519 004 XH2.54-xP-UL1007-22#-S-Lxx XH2.54 UL1007 22 1.280 80 300 0.643 0.325 005 PH2.0-xP-UL1007-22#-S-Lxx
PH2.0
UL1007
22
1.280
80
300
0.643
0.325
2.详细规格:
序号连接线名称端子名称线材标准线材线号AWG(#)
线材电气性能
额定电流(A) 温度(℃) 耐压值(V) 外径(㎜) 截面积㎡)
001 UL1007-22#-Lxx-颜色无端子UL1007 22 1.280 80 300 0.643 0.325 002 UL1007-20#-Lxx-颜色无端子UL1007 20 2.000 80 300 0.813 0.519 003 UL1015-18#-Lxx-颜色无端子UL1015 18 3.200 105 600 1.020 0.811 004 UL1015-16#-Lxx-颜色无端子UL1015 16 6.500 105 600 1.290 1.318 005 UL1015-14#-Lxx-颜色无端子UL1015 14 8.200 105 600 1.630 2.075 006 UL1672-18#-Lxx-颜色无端子UL1015 18 3.200 105 600 1.020 0.811 007 UL1672-16#-Lxx-颜色无端子UL1015 16 6.500 105 600 1.290 1.318 008 UL1672-14#-Lxx-颜色无端子UL1015 14 8.200 105 600 1.630 2.075 3.规则描述:
1)Lxx:xx表示线材长度;
2)无端子的线材必须上锡3.5mm;
3)此类线材尽量不使用。
1.示意图:
2.详细规格:
序号连接线名称端子名称线材类型线材线号AWG(#)
线材电气性能
额定电流(A) 温度(℃) 耐压值(V) 外径(㎜) 截面积㎡)
001 IDC2.54-10P-Lxx IDC2.54 UL2651 28 0.318 105 300 0.320 0.080 002 IDC2.54-14P-Lxx IDC2.54 UL2651 28 0.318 105 300 0.320 0.080 003 IDC2.54-16P-Lxx IDC2.54 UL2651 28 0.318 105 300 0.320 0.080 004 IDC2.54-20P-Lxx IDC2.54 UL2651 28 0.318 105 300 0.320 0.080 005 IDC2.54-24P-Lxx IDC2.54 UL2651 28 0.318 105 300 0.320 0.080 006 IDC2.54-26P-Lxx IDC2.54 UL2651 28 0.318 105 300 0.320 0.080 007 IDC2.54-34P-Lxx IDC2.54 UL2651 28 0.318 105 300 0.320 0.080 008 IDC2.54-40P-Lxx IDC2.54 UL2651 28 0.318 105 300 0.320 0.080 009 IDC2.54Xx-xp-LXX IDC2.54 UL2651 28 0.318 105 300 0.320 0.080
1)Lxx:xx表示线材长度值,xP:x表示端子位数;
2)IDC端子位数和线材分别为10、14、16、20、24、26、34、40位。
3)两个头必须是正反方向,即一正一反;
4)允许同方向多个头、每段长度不同时需要绘图,并在图上描述其长度。第七类:FFC线材
1.示意图:
2.详细规格:
序号连接线名称端子名称线材类型线材线号AWG(#)
线材电气性能
额定电流(A) 温度(℃) 耐压值(V) 外径(㎜) 截面积㎡)
001 FFC1.25-xP-Lxx-同向FFC1.25 ——————80 60 ————002 FFC1.0-xP-Lxx-同向FFC1.0 ————————3.规则描述:
1)所有FFC线材必须同向;
2) xP:x表示位数,Lxx:xx表示长度;
3) 贴片线材端子有上接触和下接触;
4) 使用正反向线材,必须经过审批。
第八类:DB排线
2.详细规格:
序号连接线名称端子名称线材类型线材线号AWG(#)
线材电气性能
额定电流(A) 温度(℃) 耐压值(V) 外径(㎜) 截面积㎡)
001 DB9-Lxx-公母头DB9 UL2651 28 0.318 105 300 0.320 0.080 002 DB15-Lxx-公母头DB15 UL2651 28 0.318 105 300 0.320 0.080 003 DB25-Lxx-公母头DB25 UL2651 28 0.318 105 300 0.320 0.080 004 DB37-Lxx-公母头DB37 UL2651 28 0.318 105 300 0.320 0.080 3.规则描述:
1)Lxx:xx表示线材长度值;
2)两个头必须是一公一母;
3)跟IDC2.54座使用时,必须经过审批。
新产品导入规范
新产品导入规范 一、目的 确保新产品生产符合客户要求,并在新产品生产过程中发现和解决在批量生产中可能出现的问题,为批量生产顺利进行做准备。 二、适用范围 公司所有新产品的试产(除笔记本产品) 三、定义 3.1 NPI:New Product Introduction(新产品导入) 3.2新产品:它至少具有如下之一的特征: 1、产品体系架构、应用模式有较大变化,为新概念产品或换代产品 2、产品机构及外观变化较大 3、其他较重要、投入资源多的产品 4、客户要求以新品实施的产品 3.3 新产品分类 A类:新开发(方案.平台)或之前从未生产之产品 B类:结构或电子方面有变更或重新设计更改之产品 C类:验证物料及重新更换丝印、外观(或按键)之产品 D类:结构或电子及包装方式无任何变动只更改软件之产品
3.4 新品导入阶段: EVT:Engineer Verification Test,工程样品验证测试 DVT:Design Verification Test,设计验证测试 PVT:Process Verification Test,小批量过程验证测试 四、职责 4.1 项目PE:负责主导新产品在工厂端开始导入到新机种首次量产顺利结束的所有项目相关事项异常的处理、协调、进度掌控及试产总结报告的完成。4.2 IQC:负责试产来料检验,保存好各种试产料件的样品,同时负责主导来料料件异常处理;并对试产过程中的 来料异常在量产时重点监控。 4.3 试产小组:负责新品试产除SMT制程外的生产全过程,及时反馈试产状况和问题点,协助项目PE达成试产出 货计划,主导试产工单的工单结案。 4.4 QE:负责新品试产过程中的品质管控,与客户确定产品品质标准并依据标准制作品质检验指导书,统计良率状况并主导解决试产过程中的来料异常。跟进试产问题点的改善落实进度并裁决新产品能否允许进入下一阶段。如是试产光电产品时还必须输出实验室的相关测试文件。 4.5 Purchase(采购):负责寻找新产品材料供应商,采购新产品材料并建立合作关系。
新产品开发工作流程
新产品开发工作流程1.流程工作内容
2.流程具体实施要求 新产品的开发流程根据以下几个阶段来考虑完善(顾客有明确要求的汽车主机厂整车付新产品开发执行APQP程序): 顾客要求评审(合同评审) 2.1.1顾客要求评审的输入有三种: 1)顾客新要求,评审依据:《顾客要求评审表》; 2)产品变更要求,评审依据:《产品变更通知单》; 3)顾客确认不合格,评审依据:《新产品开发样品顾客确认通知单》。 2.1.2顾客要求评审的输出有三种: 1)顾客要求明确,公司有能力达到,纳入开发计划; 2)顾客要求不明确,需进一步沟通后纳入开发计划; 3)顾客要求明确,但公司没有能力达到,暂不纳入开发计划。 2.1.3技术部是新产品开发顾客要求评审(合同评审)的组织者。评审的模式及时间节点:销售部将《顾客要求评审表》或《产品变更通知单》《新产品开发样品顾客确认通知单》传递给技术部 1)简单产品(比如单口型挤出、单件产品、不涉及外协加工等),技术部根据以往经验和当前公司能力初步判定能否满足顾客要求;如无法独自判定,则组织生产、供应和相关人员进行评审确定。能够开发的项目,技术部进行产品工艺分析,确定原材料、工艺流程和技术文件完成时间并编制《新产品开发计划》交生产部及责任车间评审开发各阶段的完成时间。
技术部根据开发计划的评审时间确定产品交付时间,填写完成《顾客要求评审表》或《产品变更通知单》。最终将单据交回销售部。销售部将经过审批的单据分发到相关部门。如果进行开发,技术部据此组织开发计划实施。 时间节点,技术部自接单时刻计算,两个工作日完成(当日下班前一小时的接单计入次日)。特殊情况,技术部在接到销售部单据两个工作小时内销售部提出延长评审时间的要求,销售部同意或请示上级领导同意后,按同意的时间节点完成。 2)复杂项目或整车付产品项目的开发,技术部组织相关技术人员、供应部、生产部、质保部和生产车间召开项目开发评审策划专题会议,对开发项目进行评审策划,将最终结果填写在《产品开发项目评审记录表》与《项目开发评审策划书》上,形成评审结论。 根据评审结论,《顾客要求评审表》要求的相关部门填写完成此单据,在规定的时间前返回销售部。如果进行开发,技术部据此编制开发计划和技术文件。 时间节点,技术部自接单时刻计算,五至七个工作日完成(当日下班前一小时的接单计入次日)。特殊情况,技术部在接到销售部单据两个工作小时内销售部提出延长评审时间的要求,销售部同意或请示上级领导同意后,按同意的时间节点完成。 编制新产品开发计划 2.2.1新产品开发计划的输入有四种: 1)《顾客要求评审表》; 2)《产品变更通知单》; 3)《质量问题反馈单》中涉及到需要进行产品开发(完善)的相关措施; 4)经过顾客确认上次开发样品不合格的《新产品开发样品顾客确认通知单》。 2.2.2新产品开发计划的输出:项目负责人编制新产品开发试制技术文件和开发计划的实施。 2.2.3新产品开发计划的编制 技术部根据上述“输入”编制新产品开发计划。 1)对于前述第1种评审模式确定的开发计划的编制 技术开发部确定开发计划中的具体工艺流程项目,根据顾客要求数量(主要是根或套),由技术部在开发计划中增加相应的余量(余量的目的是为了留样和车间的损耗,从而保证最终入库的数量满足顾客要求)。采用x+x的格式,例如顾客数量要求5套,开发计划上可能是5+5套,后者的+5为挤出车间的余量,故挤出车间要按10套进行生产。材料数量由技术部在开发计划上注明实际用量和种类,由生产部根据生产情况进行适应的调整。由生产部组织相关责任车间评审各阶段的具体实施和完成时间,相关责任车间负责人分别在《新产品开发计划》签字,《新产品开发计划》经技术部负责人(或其代理人)批准后下发到生产部和相关责任车间。 2)对于前述第2种评审模式确定的开发计划的编制 技术部根据《项目开发评审策划书》直接编制《新产品开发计划》经技术部负责人(或其代理人)批准后下发到生产部和相关责任车间。 编制新产品试制技术文件
新产品导入
第一部分关于APQP 任何产品的质量好坏是保证公司效益及信誉的重要因素,而实际上,只有把质量管理向产品源头延伸,在设计上采用更有效的方法,才能在管理上赢得主动。这样一个产品开发完成后需要进行小批量的生产来尽量在萌芽状态将缺陷问题暴露出来,从而提高产品的质量及减少成本损失。目前新产品常用的一个工具——先期产品质量策划与控制计划(APQP)。 一个产品从立项到量产首先要成立APQP小组(人数7到10不等),包括研发、生产、工程、品管、采购、市场、计划等部门人员。按照APQP的原则和方法主要有以下几个阶段: 一、策划阶段(策划和定义项目认可)。在该阶段通过对顾客的需求和期望以及公 司市场策略来确定项目。在该阶段主要输出以下内容:设计目标、可靠性与 质量目标、初始材料清单(包括一些供应商)、初始过程流程图、特殊产品和 过程特性的初始清单、产品保证计划、管理者支持。 二、产品设计阶段(产品设计和开发认可)。在该阶段将第一阶段的输出作为输入, 按照前一阶段的输入需要输出两个方面的内容:1.设计输出。这主要有以下内 容:设计失效模式与影响分析(DFMEA)、可制造性与装配设计、设计验证、 设计评审、样件制造(控制计划)、工程图纸(包括数学数据)、过程规格、 材料规格、图纸与规格变更。2.APQP输出。新型设备工具及设施要求、特殊 产品和过程的特性、量具/试验设备要求、小组可行性承诺和管理者支持。 三、过程设计阶段(过程设计与开发认可)。该阶段的进行取决于前面两个步骤的 成功完成。在该阶段将第二阶段的输出作为输入,按照前一阶段的输入内容, 该阶段需要输出以下内容:包装标准和规格、产品/过程质量体系评审、过程 流程图、车间平面布置图、特性矩阵、过程失效模式与影响分析(PFMEA)、 试生产控制计划(CP)、过程指导书、测量系统分析计划(MAS)、初始过程 能力研究计划、管理者支持(包括操作人员配备和培训计划)。 四、产品设计及过程确认阶段(试生产认可)。在该阶段通过有效的生产运行来评 估确认制造过程的主要特性。它将第三阶段的输出作为有力的输入,并为下 一阶段输出以下内容:有效生产运行、测量系统评估、初始过程能力研究、 生产件批准、生产确认试验、包装评估、生产控制计划、质量策划认定和管 理者支持。
新产品导入流程[1]
新产品导入量产作业流程 一目的。 为确保新产品顺利导入量产阶段,能提供正确完整的技术文件资料及验证新产品的成熟度,以顺利大量生产。 二组织与权责。 1 研发单位: 对策分析与设计变更,提供样品及技术相关文件资料及零件采购资料。 2 工程单位: (1)承接新产品技术,产品特性及生产作业性评估。 (2)任计划召集人(Project Coordinator)排定工程试制时程表及召开工程试制检讨会,工程问题分析,对策导入。 (3)制程安排,包括生产线的评估,绘制SOP,QC工程图之草拟。同时,还有负责治具的准备,制程管制,机器设备架设,参数设定及问题分析等。 (4)规划新产品之测试策略,测试设备,治具及软体。还有负责生产线测试设备的架设,提供测试SOP,测试计划及测试产出分析。 3 品保单位。 (1)产品设计验证测试(Design Verification:DVT)。 (2)功能及可靠度确认。 (3)负责再次确认PVT和DVT的结果是否符合工程规格及客户规格。 4 资材单位: (1)PCB委托加工及材料采购。 (2)备料及试作投料。 5 生产单位: (1)支援新产品组装。 (2)成品接受及制造技术接受。 6 文管中心: DVT资料接收确认与管制。 三名词解释。 1 工程试作(Engineering Pilot Run:EPR): 为确认新产品开发设计成熟度所作的试作与测试。 2 量产试作(Production Pilot Run:PPR): 为确认新产品量产时的作业组装所做的试作与测试。 3 量产(Mass Production:MP): 经量产试作后之正式生产。 4 材料清册(Bill of Material:BOM): 记录材料料号,品名/规格,插件位置,单位用量,承认编号,工程变更讯息等相关资讯。 5 P3-TEST(LPR阶段): 新产品设计完成后,对其设计的结果依据产品规格做各种测试验证,称为P3-TEST。 6 P4-TEST(EPR阶段): 通过设计审查后之工程试作后的新产品,对其做各种测试验证称为P4-TEST。 7 P5-TEST(PPR阶段):
服装制作工艺流程图25614
服装制作工艺流程 1,原材料检查工艺 2,裁剪工艺 3,缝纫制作工艺 4,锁钉工艺 5,后整理工艺 以文字表达方式阐述制作过程可能会遇到的难点,疑点进行解剖,指出重点制作要领,以前后顺序逐一进行编写,归纳。 原材料检查工艺: (1)验色差——检查原辅料色泽级差归类。 (2)查疵点,查污渍——检查辅料的疵点,污渍等。 (3)分幅宽——原辅料门幅按宽窄归类。 (4)查纬斜——检查原料纬纱斜度。 (5)复米——复查每匹原辅料的长度。 (6)理化实验——测定原辅材料的伸缩率,耐热度,色牢度等。 裁剪工艺: (1)首先检查是否要熨烫原辅料褶皱印,因为褶皱容易放大缩小裁片。 (2)自然回缩,俗称醒料,把原辅料打开放松,自然通风收缩24小时。 (3)排料时必须按丝道线排版,排出用料定额。 (4)铺料——至关重要的是铺料人手法一致,松紧度适中,注意纱向,不要一次铺得太厚,容易出现上下层不准等现象,需挂针定位铺料的挂针尖要锋利,挂针 不宜过粗,对格对条的务必挂针,针定位时要在裁片线外0.2cm,针织面料铺 料时更应注重松紧度,最容易使裁片出现大小片,裁片变形等。
(5)划样,复查划样,在没推刀之前,检查是否正确,做最后确认。 (6)裁剪推刀,要勤磨刀片,手法要稳,刀口要准,上下层误差不允许超0.2cm,立式推刀更应勤换刀片,发现刀口有凹凸现象及时更换,会导致跑刀,刀口不准等。 (7)钻眼定位和打线钉定位,撒粉定位三种方法,首先要测试钻眼是否有断纱,走纱等,通常 用打线钉解决这一块,打线钉时也要注意针不能太粗,针尖要锋利,另外就是撒粉定位虽 费时不容易造成残次。 (8)打号——打号要清晰,不要漏号,错号,丢号等。 (9)验片——裁片规格准确,上下皮大小一致,瑕疵片,有无错号,漏打刀口,可提前把残此片更换,注意按原匹料进行更换,注意整洁,无色差,然后分包打捆待发生产线。 缝纫制作工艺 A.上衣类按前后序制作 所有缝分1cm,机针用DB75/11# 针距3cm12针用顺色细棉线明线按样衣规格做0.6cm,特殊要求另示 1.修边—修剪毛坯裁片,去除画粉等毛边,参照样板的大小修边,注意净板和毛版的区分。 2.打线丁—用白棉纱线在裁片上做出缝制标记.用撞色线为宜。 3.剪省缝—把省缝剪开,线丁里0.5cm为止,也不能过长和偏短。 4.环缝—剪开的省缝用环形针法绕缝,用纤边机嵌缝也可以,不透针透线为宜。 5.缉省缝—根据省的大小,将衣片的正面相对,按照省中缝线对折,省根部位上下层眼刀对准,由省根缉至省尖,在省尖处留线头4cm左右,打结后剪短,或空踏机一段,使上下线自然交织成线圈,收省后省量的大小不变,缉线要顺,直,尖。另还应注意省根处出现亏欠变形6.烫省缝——省缝坐倒熨烫或分开熨烫,烫省时要把缝合片放在布馒头上,烫出立体感,在衣片的正面不可出现皱褶,酒窝的现象。 7.推门——将平面前衣片推烫成立体衣片,最好用版划样推烫。 8 烫衬——熨烫缉好的胸衬。,袖口,下摆衬。 9.压衬——用粘合机将衣片和粘合衬进行热压粘合,一般按照衬布和面料的耐热度粘合度去操作。 10.纳驳头——手工或机扎驳头,驳头按照净样版去做。 11 敷止口牵条——牵条布敷上驳口部位。 12.敷驳口牵条——牵条布敷上驳口部位。 13.拼袋盖里——袋盖里拼接,一般通用1cm做缝。 14.做袋盖——袋盖面和里机缉缝合。 15.翻袋盖——袋盖正面翻出。 16.滚袋口——毛边袋口用滚条包光。
新产品开发流程介绍
产品开发流程介绍 目录 概述 (1) Stage-Gate新产品开发流程 (1) C-System开发流程介绍 (3) C-System各阶段说明: (5) C-System、Stage-Gate与ISO的异曲同工 (7) 新产品开发流程应以创新为本质 (8) 概述 在「台湾制造」(Manufactured by Taiwan)时期,产业以低廉的成本、快速反应以及完美的质量,征服了全世界。流程是「速度革命」时代的管理重点,「台湾制造」时期,企业虽然重视「快速反应」,喊出「快速研发」、「Time to Market」、「Time to Money」等口号,强调时间就是金钱的观念,推动同步工程、强化供应链,并获得了很好的成效,但在制造代工/设计代工(OEM/ODM)时期,大家做的其实仅是「快速量产」而已。我们所做的「快」,在产品创新上仅是轻轻的飘过,并没有深耕。因此,有别于过去的做法,我们今天要谈的新产品开发流程,必须由前端的产品发想开始,进而针对市场需求调查与产品细部设计做严密的讨论,直到产品进入生产与全面上市为止。 当迈入强调产品创新的「台湾创新」阶段后,产业该如何做才能在全球市场上胜出呢?事实上,「产品创新」是企业建立竞争优势必须运用的手段之一,因为每一产品都有其生命周期,企业若无法持续开发新产品,其营业一定无法成长,而且会随着产品生命周期的演变,步入衰退期并结束营业。因此,新产品的开发足以决定一家企业的兴盛与沦亡。尤其处于全球竞争的时代,产品生命周期快速的缩短,企业投入大量的资源进行新产品开发,产品开发自然变成企业营运的重心,使新产品开发管理更形重要,而新产品开发流程更成为企业的核心作业流程,受到企业的重视。 S TAGE-G ATE新产品开发流程
设备生产制造工艺流程图
设备生产制造工艺流程图 主要部件制造要求和生产工艺见生产流程图: 1)箱形主梁工艺流程图 原材料预处理划线下料清理 材质单与喷涂划划数半剪清割坡 钢材上炉丸富出出控自除渣口 号批号一除锌拱外自动焊等打 一对应油底度形动气切区打磨 锈线线气割 割 校正对接拼焊无损探伤装配焊接清理 达度埋超X 确垂内工清焊到要弧声光保直部电除渣平求自波拍隔度先焊内杂直动片板用接腔物 焊手 检验装配点焊四条主缝焊接清理校正 内焊装成用Φ清磨修修振腔缝配箱埋HJ431 除光正正动检质下形弧直焊焊拱旁消验量盖主自流渣疤度弯除板梁动反应 焊接力自检打钢印专检待装配 操专质 作检量 者,控 代填制 号写表
2)小车架工艺流和 原材料预处理划线下料清理 材质单与喷涂划划数半剪清割坡 钢材上炉丸富出出控自除渣口 号批号一除锌拱外自动焊等打 一对应油底度形动气切区磨 锈线线气割 校正对接拼焊无损探伤装配焊接清理 达度埋超X 确垂内工清焊 到要弧声光保直部电除渣 平求自波拍隔度先焊内杂 直动片板用接腔物 焊手 检验装配点焊主缝焊接清理校正 内焊清磨修修振应腔缝除光正正动力检质焊焊拱旁消验量渣疤度弯除 自检划线整体加工清理 A表A表 行车行车 适用适用 自检打钢印专检待装配 操专质
作检量 者,控 代填制 号写表 3)车轮组装配工艺流程图 清洗检测润滑装配 煤清轮确尺轴部 油洗孔认寸承位 或轴等各及等加 洗承部种公工润 涤,位规差作滑 剂轴格剂 自检打钢印专检待装配 操 作 者 代 号 4)小车装配工艺流程图 准备清洗检测润滑 场按领煤清轴确尺轴加最注 地技取于油洗及认寸承油后油 清术各或轴孔各及内减 理文件洗承等件公、速件涤齿部规差齿箱 剂轮位格面内 装配自检空载运行检测标识入库 螺手起行噪 钉工升走音 松盘机机震 紧动构构动
2017年新产品开发全套流程图方案图
2017年新产品开发全套流程(内部资料) 一、决策阶段 是对市场需求、技术发展、生产能力、经济效益等进行可行性研究及必要的先行试验,作出开发决策的工作阶段。是新产品研究开发的初期工作,对新产品研究开发的成败起着重要作用,这一阶段包含下列程序。 (一)市场调查和预测 内容包括: 国外市场有无同类产品及相关产品; 1、国内外同类产品及相关产品的性能指标、技术水平对比; 2、同类产品及相关产品的市场占有率,价格及市场竞争能力等; 3、顾客对同类产品及相关产品的使用意见和对新产品的要求; 4、提出新产品市场预测报告。 (二)技术调查 内容包括: 1. 国内外技术方针策略; 2. 过内外现有的技术现状,产品水平和发展趋势; 3. 专利情况及有关最新科研成果采用情况; 4. 功能分析; 5. 经济效果初步分析; 6. 对同类产品质量信息的分析、归纳; 7. 同类企业与本企业的现有技术条件,生产管理,质量管理特点; 8. 新产品的设想,包括产品性能(如环境条件、使用条件、有关标准、法规、可靠性、外观等),安装布局应执行的标准或法规等; 9. 研制过程中的技术关键,根据需要提出攻关课题及检验大纲。 (三)先行试验
(四)可行性分析 进行产品设计、生产的可行性分析,并写出可行性分析报告,其内容: 1. 分析确定产品的总体方案; 2. 分析产品的主要技术参数含功能参数; 3. 提出攻关项目并分析其实现的可能性; 4. 技术可行性(包括先行试验情况,技术先进性,结构,零部件的继承性分析); 5. 产品经济寿命期分析; 6. 分析提出产品设计周期和生产周期;‘ 7. 企业生产能力分析; 8. 经济效果分析: (1) 产品成本预测; (2) 产品利润预测。 (五)开发决策 1.对可行性分析报告等技术文件进行评审,提出评审报告及开发项目建议书一类文件。开发项目建议书内容: (1) 新产品开发项目(顾客需要、目标预期效果); (2) 市场、顾客调查结果(市场动向、预测需要量); (3) 技术调查结果(国内外同类产品技术分析); (4) 新产品基本构思和特点(初步设想、包括外观要求); (5) 开发方式(自行开发或需引进技术,确定先行研究的内容); (6) 必要的投资概算; (7) 可行性分析; (8) 销售设想(时间、数量、价格、利润)即竞争性分析。 2.厂长批准开发项目建议书,正式列入企业性产品开发计划。 二.计划阶段
箱包制作工艺流程图完整版
箱包制作工艺流程图 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
手袋制作工艺流程 步骤1:画 皮 开料之前由专门的人员将皮按纸格划好线,避开皮料花烂位,确保产品的皮料完好性。 步骤2:手工开料 由专业开料技工将皮开成裁片 (开料通常有直纹,横纹,斜纹三种纹路的开法。大家都知道直纹料不会拉长,横纹料会拉长,开斜纹料是介于这两种料之间的用法。) 皮料开裁--冲里料辅料--压唛 步骤3:品检 开好的裁片由经验丰富的技工检查,筛查出不好的裁片,确保产品用的皮料完好.
步骤4:铲皮 裁片经技术精湛的技工进行铲皮,铲皮是非常重要的一个环节.皮料铲出的厚度直接影响包的美观. (因为皮具的部分材料太厚了,车反折边等工序操作起来不便,效果不好,所以对边位进行铲薄!) 步骤5:做台面 台面工作人员专心,细致的做好每一道工序 ( 以一般女装休闲袋为例介绍一下台面制作流程(具体流程视手袋结构而定) 1、看板袋、对纸格,分料。 2、链窗打叉刀、打牙位、 3、定位(手挽位、五金位、外袋位、盖头位、耳仔利仔位等) 4、刷胶水、粘贴、折边。 ) 台面的基本操作一般是:擦胶水,摺边,油边,装配五金,拼合(即把各个部件粘合)剪线或烧线.台面作业没有固定的工序,视具体的产品工艺流程而定.一般是先做手挽,耳仔,油边之类的配件. 步骤6:衣车 高技术的针车人员将产品车成成品.
步骤7:清洁 将完成的产品由专门人员清洁干净. 步骤8:QC 专业人员对每个产品进行仔细的检查,确保产品质量优良. 步骤9:出货 每个步骤严格,认真的完成,最后将高质量的产品交到客户的手上
新产品导入管理程序
+ 制定:日期:审核:日期:批准:日期: 修订履历表
1.目的: 使自购料新产品(OEM/ODM)于生产前,完善产品资料、确认物料及制样测试,找出产品设计、物料选用及制造工艺上的缺陷并采取相应的改进措施使产品能够顺利生产。 2.范围: 适用于本公司自购物料新产品导入。 3.
4.定义: 物料承认:经核对物料规格书、环保证明、外观检验及功能测试后,由产品工程师根据测试数据和客户确认结果判定物料是否合格。 OEM:Original Equipment Manufacturer,原始设备生产商,指完全根据客户的要求购料生产。 ODM:Original Design Manufacturer,原始设计制造商,本公司根据需求改进产品,并购料生产。 5.流程图:(详见附件一) 6.作业内容: 6.1 新产品(OEM/ODM)做样前准备: 6.1.1 工程(NPI)部产品工程师收到业务部发出的新产品资料和《样板通知单》,首 先对新机型资料或样品分析整理,填写样板检查清单《NPI Sample Check List》,以确认资料是否完整,及做样工艺要求;《NPI Sample Check List》 6.1.1.1产品工程师认真填写《NPI Sample Check List》,从中可以了解此次样 板中客户已经给到了什么资料,还有什么资料是必不可少的而又没有收到 的,如测试、烧录、结构、包装要求等。结构、包装要求同时给到专责工 程师负责设计和构思、所问题点或必需资料的状況由产品工程师第一时间 整理后反馈给业务或报价组专责人员。并由产品工程师持续跟踪结果。 6.1.2 产品工程师整理好BOM,由文员查询仓库是否有本司库存物料,由技术员 和ERP系统文员申请新料号, 工程师再填写《样品申请单》,经主管审核、 业务批准后交采购部采购样品,并同时各提供一份给NPI技术员和电子工程 师,NPI技术员以便接收样板物料,电子工程师进行检测。采购根据需求日 期与数量购料,如不能满足需求,需再次与工程师协商,并回复各样品预计 交期。如样品需供应商开模才能生产时(如LCD等),产品工程师必需先确 认供应商提供的资料完全正确,并评估费用后在《样品申请单》上注明。
NPI新产品导入控制流程
NPI新产品导入控制流程 1 目的 1.1 建立NPI新产品在设计阶段至量产阶段,试产过程的标准流程。 1.2 明确新产品导入过程中,各单位的工作职责。 1.3 确保产品在量产过程顺畅,品质得到保证。2 范围 2.1 本程序(新产品导入作业程序,以下简称NPI process)适用于公司所有产品试产的管理控制。 2.2 本程序规范适用于,新产品在设计阶段至量产阶段试产的标准流程。通过标准流程的建立,能确保量产后品质的保证。一般NPI需有二个阶段。 2.2.1 MVT 阶段(工程验证阶段:Manufacturing Verification Test Phase) 2.2.2 PVT 阶段(小批量验证阶段:Pilot-run Validation Test Phase) 2.3 NPI 可以依实际产品开发要求适当调整,并非所有新产品导入都必需执行NPI process的试产流程。 2.4 标准的参考建议: 2.4.1 对于全新ODM产品,应需实行NPI process 的作业流程。 2.4.2 对于已有产品而衍生的产品,可调整NPI所需的试产
流程并确实执行。NPI新产品导入3权责 3.1 (产品中心)PM 3.1.1 负责提供需要试产产品的样机和整套的开发文件。 3.1.2 负责主导试产阶段前所有工作,及试产工作交接。 3.2 (文控中心)DCC 负责开发文件的发放,登记,回收和管制工作,保证文件的准确性和有效性。 3.3 (工程)ENG 3.3.1 负责可制造性评估,工艺文件制作,确认生产layout,确定试产方案。 3.3.2 主导PFMEA制定,及改善跟进。 3.3.3 负责测试治具制作,生产设备调试。 3.3.4 负责Test程式调试及Test设备架设,测试文件,数据提供。 3.3.5 试产成本统计与分析 3.4 (品管)QA 3.4.1 试产所需的物料品质状况的检验。 3.4.2 检验试产过程中的产品质量控制状况。 3.4.3 试产产品的验证、出货检验控制和中试认证安排。 1.1.1 召开并执行试产总结会议。 3.5(生产)MA 1.1.2 产品生产,维修不良品,生产人员管控。
服装制作工艺流程图
服装制作工艺流程图 一、课程简介: 《服装结构设计与工艺》课程是在原有的服装结构设计、工艺设计合并调整后的课程名称,更新后的《服装结构设计与工艺》是服装设计与工程专业的主干课之一,课程的教学贯穿服装专业教学的整个阶段。 《服装结构设计与工艺》是艺术和技术相互融合、理论和实践密切结合的实践性较强的学科,具有理论性和实践性两个重要性质。是高等服装院校本科学生必修的专业课程之一。 《服装结构设计与工艺》主要讲授服装结构的内涵和各部件相互关系,兼备装饰和功能性的设计、分解与构成的规律,研究如何将裁剪好的平面衣片进行组合和缝制,完成服装立体造型的工艺过程的一门实用技术性科学。《服装结 构设计与工艺》课程的学习为后续的成衣生产技术管理、服装市场营销、服装设计等课程奠定了基础,提供了可能。服装结构与工艺课程的改革更适应服装工业新技术、新工艺的日益发展。 二、本考核方案适用专业:服装工艺技术专业 三、考核方式:根据《服装结构设计与工艺课程》教学特点,改革考试内容 与方式,考试内容分为理论部分与实践部分,采用分段教学和分段考核验收,理论与实践教学考核各占考试成绩的50%。具体内容与方案见本手册 四、课程的组成: 《服装结构设计与工艺》课程由服装结构与工艺Ⅰ、服装结构与工艺Ⅱ两段教学环节组成: 1.服装结构与工艺(一):课程内容主要有人体结构与服装的相互关系,下装的结构设计方法与规律,款式变化原则与人体功效学的关系,同时掌握裤装、裙装的制作方法与工艺流程安排。 2.服装结构与工艺(二):通过教学熟悉人体体表特征与服装点、线、面的关系;性别、年龄、体型差异与服装结构的关系;成衣规格的制定方法和表达形式;号型服装的制定和表达形式。
制作工艺流程图软件
如何用最少的投入取得最大的产出,这是每个企业办理者都在研究的发展方向。加强作业流程建设,能够减少或许消除无效劳动,然后节约作业时间,提升作业质量和作业效率。不仅是企业,就个人 来讲,假如能正确使用好流程图,优化自己的作业流程,也能够极大的进步自己的作业效率,能够 说几乎一切的高效人士都是优异的流程图使用者。 亿图图示是一款功能强大的流程图绘制软件,使用它可以轻松绘制出各种专业的业务流程图、 数据流程图、工作流程图、事件流程图以及水平跨职能流程图等。除了拥有丰富的模板例子外,其 智能化的操作方式也是深受广大产品经理喜爱。上图是以电商购物为实例绘制的一张业务泳道流程图,使用亿图图示简单三步就能画出来,其绘图效率之高无不令人惊叹。下面就一起来看看它是怎 么做到的。 业务流程图绘制三部曲 第一步:打开软件,新建一个空白文档,然后在符号库中找到“水平跨职能图形状”,将一个动 态泳道图符号用鼠标“拖”进画布,拖进来的泳道只有三行,我们需要六行,怎么快速增加呢?先将鼠 标移至符号右上方,会出来一个提示符号,然后点击“设置行数”,将数字改成6,这个时候就会出现 6根泳道啦,你也可以在这里添加或删除泳道。
PS:点击“设置行数”时会弹出一个小窗口,在这里输入需要的泳道数量即可。 第二步:添加符号,在符号库中选择“基本流程图形状”,然后用鼠标直接拖到泳道中,这里有 个小技巧,假如你想快速更换流程图符号样式,可以将鼠标移至符号上,这时会出现一个浮动按钮,点击它可以快速更换选择不同的流程图符号样式。 并且,你将鼠标移至符号时,会出现四个小方向箭头,点击它可以快速将两个流程图连接起来,假如只有一个流程图符号,点击则会自动添加一个相同的符号进行连接。
新产品开发工作流程
新产品开发工作流程 1.流程工作内容 责任单位流程图流程说明相关表单 顾客根据顾客样品、图纸等提出项目开发 销售部销售部根据涉及到产品开 发的外部信息形成顾客要 求 《顾客要求评审 表》,《产品变更通 知单》,《质量问题 反馈单》,《新产品 开发样品顾客确 认通知单》 销售部/技术部/供应部/生产部/相关 部门技术部组织新产品开发顾 客要求评审(合同评审)。 根据评审结论确定下步工 作 《顾客要求评审 表》,《产品开发项 目评审记录表》, 《项目开发评审 策划书》 技术部根据评审要求编制新产品 开发计划,评审模式的不 同,开发计划的编制方式 不同,确定项目负责人 《新产品开发计 划》 技术部经理开发计划经技术部经理或 其代理人审批通过后下发 责任单位 《新产品开发计 划》 技术部新产品开发试制用的技术 文件采用“一张图”流转 模式。项目负责人根据相 关输入信息进行“一张图” 的编制 《试制作业指导 书》(一张图),(材 料清单—若有新 的材料,工装模具 图纸--复杂) 技术部主管/ 经理技术部主管、经理进行技 术文件的审核、批准,确 保文件能够指导试制工作 《试制作业指导 书》 技术部/生产部/责任车间 根据开发计划、试制技术 文件、样品等试制的依据 进行计划的实施,按时间 节点保质保量的完成。如 果不能按计划实施,提前 上报,责任部门分析原因 制定措施。 《新产品开发计 划》,《试制作业指 导书》 项目提出 形成顾客要求 顾 客 反 馈 评审 项 目 取 消 编制开发计划 审批 编制技术文件 审批 计划实施和控制 样品确认 沟通 转序 OK OK OK OK NG NG NG NG
新产品导入流程剖析
文件编号 : 文件名称 : 新产品导入流程
一、目的 确保新产品生产符合客户要求,并在新产品生产过程中发现和解决在批量生产中可能出现的问题,为批量生产顺利进行做准备。 二、适用范围 公司所有新产品的试产(除笔记本产品) 三、定义 3.1 NPI:New Product Introduction(新产品导入) 3.2新产品:它至少具有如下之一的特征: 1、产品体系架构、应用模式有较大变化,为新概念产品或换代产品 2、产品机构及外观变化较大 3、其他较重要、投入资源多的产品 4、客户要求以新品实施的产品 3.3 新产品分类 A类:新开发(方案.平台)或之前从未生产之产品 B类:结构或电子方面有变更或重新设计更改之产品 C类:验证物料及重新更换丝印、外观(或按键)之产品 D类:结构或电子及包装方式无任何变动只更改软件之产品 3.4 新品导入阶段: EVT:Engineer Verification Test,工程样品验证测试 DVT:Design Verification Test,设计验证测试 PVT:Process Verification Test,小批量过程验证测试 四、职责 4.1 项目PE:负责主导新产品在工厂端开始导入到新机种首次量产顺利结束的所有项目相关事项异常的处理、协 调、进度掌控及试产总结报告的完成。 4.2 IQC:负责试产来料检验,保存好各种试产料件的样品,同时负责主导来料料件异常处理;并对试产过程中的 来料异常在量产时重点监控。 4.3 试产小组:负责新品试产除SMT制程外的生产全过程,及时反馈试产状况和问题点,协助项目PE达成试产出 货计划,主导试产工单的工单结案。 4.4 QE:负责新品试产过程中的品质管控,与客户确定产品品质标准并依据标准制作品质检验指导书,统计良率 状况并主导解决试产过程中的来料异常。跟进试产问题点的改善落实进度并裁决新产品能否允许进入下一阶段。如是试产光电产品时还必须输出实验室的相关测试文件。 4.5 Purchase(采购):负责寻找新产品材料供应商,采购新产品材料并建立合作关系。 4.6 PC:负责试产计划的安排、协调及出货。 4.7 MC:负责跟进试产物料的备料状况,及时刷新反馈物料进度,如有替换料需按相关支持文件的发行核对后才 可使用。 4.8 PE: 负责对试产小组提供测试程序、软件烧录、测试治、工具及耗材等产品电性方面的技术支持,制作测试 指导书、指导培训员工测试,对测试不良品进行分析。评审提出产品存在电性及可靠性不良的问题点,同时协助项目PE进行改善并确认对策可靠性。 4.9 IE: 依据客户要求及产品特性负责评估新产品对于产线、产能的影响给出解决方案并加以实施;制作作业指
新产品导入流程简介
第二章新产品导入流程简介及作业细则新产品导入是机构课的一项重要工作,本章主要讲述新产品导入流程和机构课作业细则. 第一节新产品导入流程简介 机构课作为工厂端的技朮配合单位,课级主要的工作就是新产品的导入和量产机种日常问题的分析解决,保证生产有质量有效率的进行. 新产品的导入主要分为以下几个阶段: Kick off EVT DVT PVT MP 1st Lot 作为机构课工作的重点项目,新机种导入的顺利与否直接关系着该机种能否正常量产,因此了解新产品导入各阶段的流程和ME权责尤其重要. 下面简单介绍新产品导入之各项步骤: 1)Kick Off 项目开始,PM主导确定各项目负责人、产品导入Schedule. 2)EVT Engineering Validation Test,工程验证测试阶段,主要工作在研发单位. 3)DVT Design Validation Test,研发单位于这个阶段制作预定数量的Working Sample,并分发给QT,PE,ME及IE等所有测试验证单位,作测试及组装性 确认,以提早发现设计问题. 4)PVT Production Validation Test, 验证并检讨制程良率,系统组装性,功能性, 即可生产性等因素,决定是否可进入量产. ME权责说明 PR前: 依据New production Introduction Check list 舆New Product Phase-In Check list 进行准备. PVT: 侦测所有机构性问题,寻找Root cause,并提供短期对策舆追踪及验证长期对策. PVT Close Meeting: 提供Bug list report并依据New product Phase-in Check list 进行MP 前的准备. Manufacture Transfer: 依据Manufacture Transfer meeting check list进行准备,并舆第二量试工厂的ME作技朮转移. 以下是新产品导入流程 作业主流程作业次流程
新产品导入量产作业流程
新产品导入量产作业流程 一目的 为确保新产品顺利导入量产阶段,能提供正确完整的技术文件资料及验证新产品的成熟度,以顺利大量生产。 二组织与权责 1 研发部门: (1)提供新产品的主要配件规格书、整机BOM以及系统镜像。 (2)准确传达客户的要求和对产品的改善意见。 2 生产工程: (1)接收新产品技术资料,并对资料进行确认分析。 (2)新产品试制所需配件的采购申请。 (3)制定样机试制时程表。 (4)制定生产作业指导书。 (5)指导新产品之测试方法和测试工具、软件以及生产线测试设备的架设。 (6)量产追踪。 3 品保部门: (1)参与产品设计的验证和测试。 (2)参与产品功能及可靠度确认。 (3)负责产品的检验标准制定,并与生产部门进行沟通。 4 采购部门: (1)负责样机的委托加工及材料、配件采购。 (2)提供样机机柜的生产完成时间,以及样机配件的采购完成时间。 5 生产部门:
(1)支援新产品组装。 (2)成品接受及制造技术接受。 三文档与资料要求 1 研发部门 (1)研发部门需提供给生产工程人员的配件资料包含主要配件的规格书、使用说明书以及产品BOM表。 (2)产品装配完成之后研发部门负责完成系统镜像的制作,并提交给质检验证。 (3)在评审通过之后研发部门发出量产通知书,生产部门接到量产通知后方可进行量产。 2 生产工程 (1)生产工程人员在接收到研发部门提供的配件资料之后把配件的规格、尺寸整理总结出来,提交配件详细说明表格提叫给工艺人员协助设计工作。 (2)生产工程人员在确认完成研发部门的产品相关资料准确无误之后,需要与各个部门沟通提交一份以甘特图形式的试制计划表。同时知会各个部门各阶段需要完成的任务。 (3)产品设计人员在接到生产工程人员的配件规格表之后开始进行设计,设计完成与研发部门沟通确认。完成之后提交产品钣金件和装配辅料统计表格。 (4)收到产品设计人员的产品钣金件和装配辅料统计表之后,生产工程人员对产品的BOM进行完善,并提交生产使用的详细BOM。 (5)生产BOM完成之后开始进行产品的配件申请,通过配件申请表完成。 (6)在产品样机机柜完成之后进行试装,试装过程中生产工程人员完成生产作业指导书。 (7)质检部完成检验工作之后,生产工程部负责对产品性能稳定性进行测试。测试包含软件应用,硬件兼容性、硬件可靠性。完成测试之后提交测试报告。 3 质量保证部 (1)在产品试制完成之后质检部对新产品进行检验工作。并提交新产品的检验标准和检验记录。
NPI新产品导入控制流程
NPI新产品导入控制流程 目的 1 新产品在设计阶段至量产阶段,试产过程的标准流程。NPI1.1 建立明确新产品导入过程中,各单位的工作职责。1.2 范围确保产品在量产过程顺畅,品质得到保证。2 1.3 2.1 本程序(新产品导入作业程序,以下简称NPI process)适用于公司所有产 品试产的管理控制。2.2 本程序规范适用于,新产品在设计阶段至量产阶段试产的标准流程。通过标准流程的需有二个阶段。NPI建立,能确保量产后品质 的保证。一般Manufacturing Verification Test Phase)工程验证阶段:2.2.1 MVT 阶段(Pilot-run Validation Test Phase)小批量验证阶段:阶段( 2.2.2 PVT 2.3 NPI 可以依实际产品开发要求适当调整,并非所有新产品导入都必需执行NPI 的试产流程。process标准的参考建议:2.4 的作业流程。NPI process ODM产品,应需实行2.4.1 对于全新2.4.2 对于已有产品而衍生的产品,可调整NPI所需的试产流程并确实执行。NPI新产品权 责导入3PM(产品中心)3.1 负责提供需要试产产品的样机和整套的开发文件。 3.1.1 负责主导试产阶段前所有工作,及试产工作交接。3.1.2 DCC3.2 (文控中心)负责开发文件的发放,登记,回收和管制工作,保证文 件的准确性和有效性。ENG(工程)3.3 ,确定试产方案。layout 3.3.1 负责可制造性评估,工艺文件制作,确认生 产制定,及改善跟进。PFMEA3.3.2 主导负责测试治具制作,生产设备调试。 3.3.3 设备架设,测试文件,数据提供。程式调试及Test3.3.4 负责Test试产成本统计与分析3.3.5 QA(品管)3.4 试产所需的物料品质状况的检验。 3.4.1 检验试产过程中的产品质量控制状况。3.4.2 试产产品的验证、出货检验控制和中试认证安排。3.4.3 召开并执行试产总结会议。1.1.1 MA(生产)3.5. 产品生产,维修不良品,生产人员管控。 1.1.2 生产线及时汇报异常状况,制作试产相关数据报表,提报工艺制程问题点。 3.4.4 ) PURCHASE3.6(采购及时采购试产所需要的材料及物品。PMC3.7(计划)订单下发,追踪料况,收料,备料,发料,并排定试产上线时间和出货时间。 3.8 NPI相关文件4 主导试产阶段。试产评审流程4.1 定义5 4.2 产品设计控制程序。New Product Introduce:新产品导入()5.1 NPI试产:为批量验证产品的相关性能,并为生产积累经验技术的验证性、尝 试性生产。5.2 5.3 PV 阶段(Production Validation phase)(试产阶段):PV 阶段目的在针对
新产品导入流程文件
新产品导入流程文件 目录 一、目的 二、适用范围 三、定义 四、职责 五、管理内容 六、其它补充管理规定 七、相关记录 八、附件
变更申请履历表 一、目的 为规范产品从开发设计、打样、试产及向量产转移各阶段的管控流程,明确各部门职责和权限,确保新产品顺 利导入量产阶段,满足客户要求特制订该文件。 二、适用范围 本制度适用与裕同集团各BU工厂新产品导入。 三、定义 3.1 NPI(New Product Introduction):即“新产品导入”,指把研发设计的产品通过打样、试产制造出来,再将验证成功后的新产品,由研发部门交接给后段的生产工厂进行量产,同时发行产品批量性生产的认可文件的全过程3.2 PDT(Product Development Team):与新产品导入有关的一组新产品项目评估人员,包括营销、研发设计、工程、计划、品质、生产、采购、人力资源、供方和客户代表等 3.3DFM(Design for Manufacturing):可生产(制造)设计 3.4 BOM(Bill of Material):物料清单 3.5 QCP(Quality Control Plan):品质控制计划
3.6 PFD(Process Flow Diagram):工艺流程图 3.7 WI(Work Instruction):作业指导书 3.8 SOP(Standard Operation Procedure):标准作业程序 3.9 SIP(Standard Inspection Procedure):标准检验作业程序 3.10 DFMEA(Design Failure Mode And Effect Analysis):设计失效模式与影响分析 3.11 PFMEA(Process Failure Mode And Effect Analysis):过程失效模式与影响分析 3.12 PM(Project Manager):项目经理 3.13 CQE(Customer Quality Engineer):客户质量工程师 3.14 SQE(Supplier Quality Engineer):供应商质量工程师 四、职责 4.1营销部(PM/业务经理/商务代表): a.新产品导入过程与客户端沟通回复客户咨询,了解客户需求,包括潜在的需求信息; b.接收客户新产品需求信息后,负责组建新产品导入项目小组; c.负责与客户就新产品项目进行信息沟通,并将客户新产品项目信息、资料及时反馈给内部工程、品质、生产、研发设计等部门; d.负责与客户端产品交货时间的沟通,并协调工厂确保准时交付; e.负责新产品导入过程人员、设备、物料、生产场地等资源的协调,确保; f.按照客户量产订单需求,组织相关部门开展订单评审; g.负责协调内部各部门,确保项目正常开展所需资源得以提供; h.负责与客户保持有效沟通,并及时向高层汇报项目进度,以及资源需求及改进建议; i.负责根据客户交期制定打样、试产阶段产品的出货计划。 4.2研发工程: a.担当新产品导入过程技术PDT组长角色; b.主导统筹新项目评审、图纸评审; c.负责召开样前会议,并组织相关部门对样板进行检查; d.主导建立新产品包装作业规范、收集FMEA; e.负责编写产品规格书; f.主导新产品阶段设计变更、评估;