制造工艺卡片解读
1、 零件
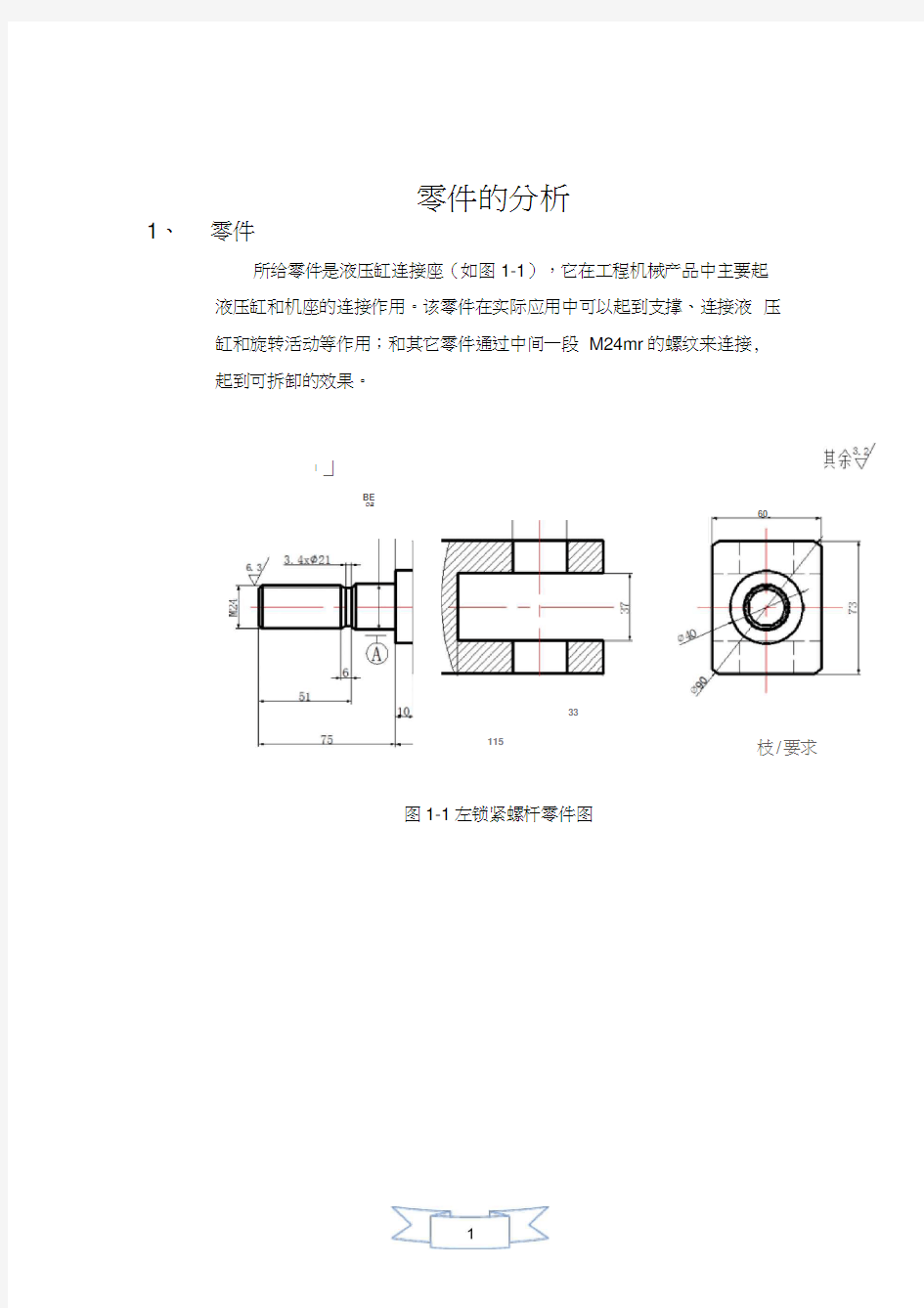
所给零件是液压缸连接座(如图1-1),它在工程机械产品中主要起 液压缸和机座的连接作用。该零件在实际应用中可以起到支撑、连接液 压缸和旋转活动等作用;和其它零件通过中间一段 M24mr 的螺纹来连接, 起到可拆卸的效果。
I
」
图1-1左锁紧螺杆零件图
零件的分析
115
枝/要求
BE
oa
33
60
2、零件工艺的分析
1)零件图上的主要技术要求为:
锐边倒钝、未注明倒角1.5 X 45 。
2)加工表面及其要求:
①液压缸连接座左侧轴的尺寸为①25 -0.041-0.02 ,表面粗糙度为Ra6.3
卩m 长度为75mm
②液压缸连接座的槽为3.4 X①21,①25外端面与操纵槽右面的距离为
51mm
③轴①40外端面与轴中心线的垂直度为0.01mm①40外端面与①25 外端
面的距离为75mm
④螺纹M24,到①25外端面的距离为45mm
⑤2-①30-0+0.033孔中心线到右侧方形端面距离为35mm
⑥操纵槽:宽度为37mm深度为80mm对称面与方头宽度60mm表面的
距离为36.5mm
⑦未注明的表面粗糙度为Ra3.2卩
1、工艺规程设计
1、确定毛坯的制造形式
1)确定毛坯的类型及制造方法
由于零件的材料为45号钢,零件的形状不有圆和方形,如果采用一根圆棒料,在加工时会浪费很多原料,所以采用铸造毛坯。由于产量属于大批生产,零件的轮廓尺寸不大,选用砂型铸造。
2)确定毛坯的形状、尺寸及公差
铸件采用带芯的分模造型,多件同时浇注,以提高生产效率。
3)毛坯的技术要求
①铸件无明显的铸造缺陷。
②拔摸斜度为30'。
③机加工前正火,消除内应力。
④小圆轴中心线与大圆轴端面的垂直度小于0.01 o
4 )绘毛坯图
根据附图一所示的零件结构形状,在各加工表面加上加工余量,绘制毛坯图如附图所示。
2、基面的选择
基准的选择
3、制定工艺路线
1)确定各加工表面的加工方法及加工路线:
该液压缸连接座的加工面为:①25轴外圆、M24螺纹、3.4 X①21槽、
①40轴外圆、各端面、长方体外表面、37mm勺操纵槽。根据各加工表面的精
度要求和表面粗糙度要求,①25轴外圆、①40轴外圆、各端面加工路线为粗车一精车;长方体五个表面加工路线粗铣一精铣。2-①30孔的加工路
线为钻一扩一铰。M24螺纹的加工路线为铣削。