2012_IEEE——Occlusion Capable Optical See-through Head-Mounted Display Using Freeform Optics

Occlusion Capable Optical See-through Head-Mounted Display Using
Freeform Optics
Chunyu Gao *
Augmented Vision Inc.,
Tucson, Arizona
Yuxiang Lin *
Augmented Vision Inc., Tucson, Arizona
Hong Hua **
College of Optical Sciences, University of Arizona, Tucson, Arizona
A BSTRACT
Most state‐of‐the‐art optical see‐through head‐mounted display (OST‐HMD) lacks mutual occlusion capability between computer‐rendered and real objects so that the virtual view through an OST‐HMD appears “ghost‐like”, floating in the real world. In this paper, we demonstrated a light‐weight, compact OST‐HMD with mutual occlusion capability by exploring a highly innovative optical approach based on emerging freeform optical design and fabrication technologies. Our approach enabled us to achieve an occlusion‐capable OST‐HMD system with a very compelling form factor and high optical performance. The proposed display technology is designed for highly efficient liquid crystal on silicon (LCoS) type spatial light modulator (SLM) and bright Organic LED (OLED) microdisplay, which is capable of working in both indoor and outdoor environments. Our current design offered a 1280x1024 color resolution with a field of view (FOV) of 40 degrees and lightweight optics about 30 grams per eye. Keywords : Head Mounted Display, Optical See-through, Mutual Occlusion, Augmented Reality.
Index Terms : I.3.1 [Computer Graphics]: Hardware Architecture—Three-Dimensional Displays; H.5.1 [Information Interfaces and Presentation]: Multimedia Information Systems— Artificial, Augmented, and Virtual Realities.
1 I NTRODUCTION
Over the past decades, augmented reality (AR) technology has been applied to a wide range of military and commercial applications, such as medical and military training, engineering design and prototyping, tele-manipulation and tele-presence, and personal entertainment systems [1]. See-through head-mounted displays (ST-HMD) are one of the enabling technologies for AR application. There are two types of ST-HMDs: optical and video [10]. The major drawbacks of the video see-through approach include: degradation of the image quality of the real world view; image lag due to processing of the incoming video stream; potentially loss of the real world view due to hardware/software malfunction [10]. In contrast, the optical see-through approach provides a direct view of the real world through an optical combiner and thus has minimal affects to the view of the real world. It is highly preferred in demanding applications where a user’s awareness to the live environment is paramount.
Developing optical see-through HMDs (OST-HMD), however, confronts complicated technical challenges. One of the critical issues lies in that the virtual views in an OST-HMD appear “ghost-like”, floating in the real world due to the lack of the occlusion capability [10]. Although several occlusion-capable optical ST-HMD concepts have been proposed [2, 6, 7], to our best knowledge, the ELMO series by Kiyokawa et. al. are the only occlusion-capable technologies that have been prototyped up to date [6, 7]. However, the ELMO displays have a helmet-like, bulky form factor. They have been used exclusively in laboratory environments due to the heavy weight and cumbersome design. The cumbersome, helmet-like form factor prevents the acceptance of the technology for many demanding and emerging applications. To address these challenges, we have been developing a lightweight OST-HMD with mutual occlusion capability by exploring a highly innovative optical approach based on emerging freeform optical design and fabrication technology [3-5, 8, 9]. Our innovative optical approach enables us to achieve an occlusion-capable OST-HMD system with a very compelling form factor and high optical performances. Our proposed occlusion capable OST-HMD system (for simplicity, the acronym OCOST-HMD will be used in the rest of the paper) will be transformative in many applications.
(a)
(b)
Fig. 1 (a) The basic concept; (b) One of our implementations.
2 THE PROPOSED APPROACH
Fig. 1a shows the basic concept of our proposed OCOST-HMD optics. The green arrows represent the light propagation path of the real-world view and the red arrows represent the light propagation path of the virtual view. In our approach, the key elements are two freeform prisms, the eyepiece and objective prisms, each of which consisted of multiple freeform optical surfaces. The prisms are made out of plastic and moldable for lightweight and low cost, and yet necessarily provide high optical resolution. The two freeform prisms are tightly packed together and placed in front of the observer’s eye. The eyepiece prism close to the eye is the sole optical element required for viewing a high-resolution virtual content on a microdisplay. The objective
prism and the eyepiece prism together act as an afocal optics for
______________________________________________________
*Email: {cgao, ylin}@https://www.sodocs.net/doc/ac4792239.html, **Email: hhua@https://www.sodocs.net/doc/ac4792239.html,
281
IEEE International Symposium on Mixed and Augmented Reality 2012Science and Technology Proceedings 5 - 8 November 2012, Atlanta, Georgia 978-1-4673-4662-7/12/$31.00 ?2012 IEEE
the real-world view. The objective prism collects the incoming light from the physical environment and forms an intermediate image at its focal plane for light modulation. The SLM placed at the focal plane of the objective prism controls the opaqueness of the real view. Through a beamsplitter the modulated light is folded toward the eyepiece prism and effectively merges with the light path of the virtual display for viewing. The focal planes of the two prisms are optically conjugate with each other through the beamsplitter, which makes the pixel-by-pixel level occlusion manipulation possible and the positions of the SLM and the microdisplay interchangeable. Besides the requirement for pixel-by-pixel occlusion control capability, the ability to create an erected see-through view is another critical requirement for an OCOST-HMD system which can be achieved by using an erection prism. For our design, a right-angle roof prism is utilized to not only serve the purpose of folding the optical path of the real view for compactness but also erect the see-through view.
3 O PTICAL S YSTEM D ESIGN AND O PTIMIZATION Based on the design scheme shown in Fig. 1a, we designed and optimized a fully functional system shown in Fig. 1b. The design was based on a 0.8” microdisplay with a 5:
4 aspect ratio and a 1280x1024 pixel resolution. The microdisplay has an effective area of 15.36mm and 12.29mm and a pixel size of 12μm. The
design used a SLM of the same size and resolution as the microdisplay and achieved a diagonal FOV of 40 degrees, that is 31.7 degrees horizontally and 25.6 degrees vertically, an exit pupil diameter (EPD) of 8mm (non-vignetted), and an eye clearance of 18mm. In this design, a polarized beamsplitter cube was used to combine the virtual and real views. Two DOE plates were employed to correct chromatic aberrations for the virtual viewing path and the see-through path. The system is measured as 43mm x 23mm x 44.5mm (height x width x depth). The vertical and axial shifts between the entrance and exit pupils were 0.6 mm and 67 mm, respectively.
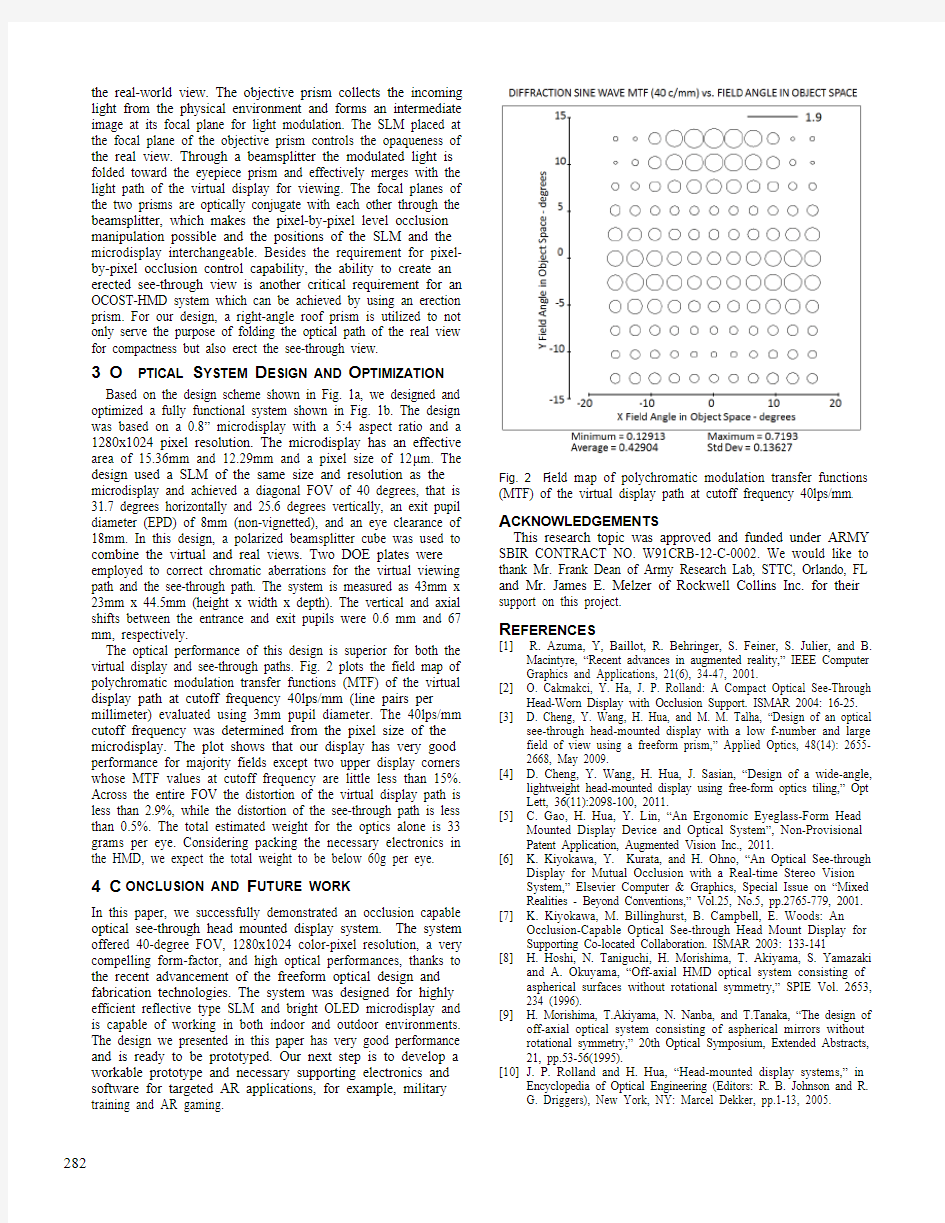
The optical performance of this design is superior for both the virtual display and see-through paths. Fig. 2 plots the field map of polychromatic modulation transfer functions (MTF) of the virtual display path at cutoff frequency 40lps/mm (line pairs per millimeter) evaluated using 3mm pupil diameter. The 40lps/mm cutoff frequency was determined from the pixel size of the microdisplay. The plot shows that our display has very good performance for majority fields except two upper display corners whose MTF values at cutoff frequency are little less than 15%. Across the entire FOV the distortion of the virtual display path is less than 2.9%, while the distortion of the see-through path is less than 0.5%. The total estimated weight for the optics alone is 33 grams per eye. Considering packing the necessary electronics in the HMD, we expect the total weight to be below 60g per eye.
4 C ONCLUSION AND F UTURE WORK
In this paper, we successfully demonstrated an occlusion capable optical see-through head mounted display system. The system offered 40-degree FOV, 1280x1024 color-pixel resolution, a very compelling form-factor, and high optical performances, thanks to the recent advancement of the freeform optical design and fabrication technologies. The system was designed for highly efficient reflective type SLM and bright OLED microdisplay and is capable of working in both indoor and outdoor environments. The design we presented in this paper has very good performance and is ready to be prototyped. Our next step is to develop a workable prototype and necessary supporting electronics and software for targeted AR applications, for example, military training and AR gaming. Fig. 2 F ield map of polychromatic modulation transfer functions (MTF) of the virtual display path at cutoff frequency 40lps/mm.
A CKNOWLEDGEMENTS
This research topic was approved and funded under ARMY SBIR CONTRACT NO. W91CRB-12-C-0002. We would like to thank Mr. Frank Dean of Army Research Lab, STTC, Orlando, FL and Mr. James E. Melzer of Rockwell Collins Inc. for their support on this project.
R EFERENCES
[1]R. Azuma, Y, Baillot, R. Behringer, S. Feiner, S. Julier, and B.
Macintyre, “Recent advances in augmented reality,” IEEE Computer Graphics and Applications, 21(6), 34-47, 2001.
[2]O. Cakmakci, Y. Ha, J. P. Rolland: A Compact Optical See-Through
Head-Worn Display with Occlusion Support. ISMAR 2004: 16-25. [3] D. Cheng, Y. Wang, H. Hua, and M. M. Talha, “Design of an optical
see-through head-mounted display with a low f-number and large field of view using a freeform prism,” Applied Optics, 48(14): 2655-2668, May 2009.
[4] D. Cheng, Y. Wang, H. Hua, J. Sasian, “Design of a wide-angle,
lightweight head-mounted display using free-form optics tiling,” Opt Lett, 36(11):2098-100, 2011.
[5] C. Gao, H. Hua, Y. Lin, “An Ergonomic Eyeglass-Form Head
Mounted Display Device and Optical System”, Non-Provisional Patent Application, Augmented Vision Inc., 2011.
[6]K. Kiyokawa, Y. Kurata, and H. Ohno, “An Optical See-through
Display for Mutual Occlusion with a Real-time Stereo Vision System,” Elsevier Computer & Graphics, Special Issue on “Mixed Realities - Beyond Conventions,” Vol.25, No.5, pp.2765-779, 2001.
[7]K. Kiyokawa, M. Billinghurst, B. Campbell, E. Woods: An
Occlusion-Capable Optical See-through Head Mount Display for Supporting Co-located Collaboration. ISMAR 2003: 133-141
[8]H. Hoshi, N. Taniguchi, H. Morishima, T. Akiyama, S. Yamazaki
and A. Okuyama, “Off-axial HMD optical system consisting of aspherical surfaces without rotational symmetry,” SPIE Vol. 2653, 234 (1996).
[9]H. Morishima, T.Akiyama, N. Nanba, and T.Tanaka, “The design of
off-axial optical system consisting of aspherical mirrors without rotational symmetry,” 20th Optical Symposium, Extended Abstracts, 21, pp.53-56(1995).
[10]J. P. Rolland and H. Hua, “Head-mounted display systems,” in
Encyclopedia of Optical Engineering (Editors: R. B. Johnson and R.
G. Driggers), New York, NY: Marcel Dekker, pp.1-13, 2005.
282
计算机辅助制造 西南交大作业
本次作业是本门课程本学期的第1次作业,注释如下: 一、单项选择题(只有一个选项正确,共13道小题) 1. 英文缩写CAM的含义是。 (A) 计算机辅助设计 (B) 计算机辅助制造 (C) 计算机辅助教学 (D) 计算机辅助测试 正确答案:B 解答参考: 2. 在CAM系统中,是CAM系统的核心。 (A) 软件 (B) 通信系统 (C) 数控机床 (D) 计算机 你选择的答案:未选择 [错误] 正确答案:A 解答参考: 3. 将刀位轨迹变成可以控制机床的代码的过程称为。 (A) 建立加工模型 (B) 后置处理 (C) 输出加工代码 (D) 确定加工工艺 你选择的答案:未选择 [错误] 正确答案:B 解答参考: 4. 实体造型技术不包括以下哪一种? (A) 参数化造型 (B) 曲面造型 (C) 变量化造型 (D) 特征造型 你选择的答案:未选择 [错误] 正确答案:B
5. 坐标系是所有后续刀具路径输出点的基准位置,刀具路径中所有数据相对于该坐标系。 (A) 绝对 (B) 参考 (C) 加工 (D) 机床 正确答案:C 解答参考: 6. 用于指定毛坯的形状和大小,它与零件边界一起定义要切除的材料部分。 (A) 毛坯边界 (B) 检查边界 (C) 修剪边界 (D) 底平面 你选择的答案:未选择 [错误] 正确答案:A 解答参考: 7. 平面铣加工中各加工部位的侧壁与底面。 (A) 成锐角 (B) 垂直 (C) 成钝角 你选择的答案:未选择 [错误] 正确答案:B 解答参考: 8. 用于指定两道切削路径之间的横向距离。 (A) 固定进给量 (B) 横向进给量 (C) 刀径进给量 (D) 可变进给量 正确答案:B 解答参考: 9. 型腔铣用于粗加工型腔或区域。
计算机辅助制造(CAD CAM)技师教案
韶关第二技师学院技师培训教案 计算机辅助制造CAD-CAM 授课教师:韩伟课时:12节 第一讲:计算机辅助制造CAD-CAM基本概念及CAD-CAM的主要功能 教学目的: 了解计算机辅助制造CAD-CAM基本概念、CAD-CAM系统组成、现代产品开发TQCS理念、CAD-CAM的主要功能。 教学重点: 计算机辅助制造CAD-CAM基本概念、现代产品开发TQCS理念、CAD-CAM的主要功能 教学难点: TQCS理念的认识、CAD-CAM的主要功能分类方式。 教学方法: 课堂讲授。 教学过程: 一、计算机辅助制造CAD/CAM基本概念 计算机辅助设计,简称CAD(Computer Aided Design),是采用计算机开展机械产品设计的技术。 计算机辅助制造,简称CAM(Computer Aided Manufacturing),根据其覆盖的应用领域不同,可以分为计算机辅助编程和应用计算机进行制造信息处理的全过程两类狭义的定义和广义的定义。
企业的各种经营活动都是围绕产品而展开的,产品开发是企业的核心活动之一。随着社会的发展,产品开发的方法和技术手段发生了深刻变化,开发出的产品水平也日益提高,在机械制造业,以计算机技术为核心的信息技术的引入,导致了产品开发从传统开发模式向现代开发模式的巨大转变。 现代产品开发TQCS理念 1 、传统产品开发模式 ①功能设计—详细定义产品的各种功能。 ②性能设计——规定产品的性能。效率、环保、经济性、安全性、可靠性是一些通用指标。 ③操作设计。最大限度地考虑到使用的舒适性和方便性。 (2)详细设计与分析这是整个产品开发过程中最主要的、也是最重要的活动。主要包括: ①运动设计与实验; ②零件设计与计算; ③部件设计与分析; ④零部件的装配设计与分析;
计算机辅助制造题库.
题库 一、填空题 1、一套完整的CAD/CAM系统包括____系统和____系统。 2、CIM是____、____、____、____等自动化技术发展的延续和更高水平的集成。 3、数控装置包括____、____、____、____和____五部分。 4、如果一直某NC机床的脉冲当量为0.005mm/脉冲,请问如果要让该设备沿X 方向走1.007mm,则数控装置要向私服系统发出____个脉冲。 5、数控加工的加工用量是指____、____、____、____。 6、APT系统中定义了____、____、____三个控制面。 7、测量机精度的表示方法主要有____、____、____三种。 8、如果已知刀具的进给速度为100mm/min,则其走直径为100mm的半圆须 ___分钟。 9、绿色制造技术从内容上包括____、____、____、____和 ___。 10、通用后置处理系统一般要求输入标准格式的____文件和____或__文件,输出的是符合该数控系统格式的数控程序。 11、数控机床的刀具补偿功能一般包括刀具____补偿和到刀具____补偿。 12、如果已知某NC机床的脉冲当量为0.005mm/脉冲,请问如果要让刀具从点(0,0)移动到点(5,10),则数控装置的输出装置要向伺服系统共发出____个脉冲。 13、三坐标测量记得测量方式一般有____、____、____。 14、数控编程中的误差包括____、____和____三种。 15、计算机支持的协同工作,基础是____,形式是____,关键是__。 16、虚拟制造可划分为以____为中心的虚拟制造,以____为中心的虚拟制造,以____为中心的虚拟制造三类。 17、著名的CAD/CAM软件有____、____、____、____等。 18、数控机床按对被控制量有无测量反馈装置分为____、____、___
计算机辅助制造
1.系统的组成及功能模块有哪些? (1)系统的组成 其中,硬件系统的典型硬件有以下几个组成部分: 1)中央处理机(),有运算器与控制器组成。 2)数控存储器,如磁存储器、光存储器等。和存储器通常组装在一个机壳内,合称为 主机。 3)输入输出设备,如键盘、数字化仪、鼠标、图形显示器、打印机、绘图机等。 一般系统软件包括有:操作系统()、程序设计语言处理系统、数据库管理系统()、服务性程序和计算机网络软件。 (2)系统的功能模块 雕塑曲面造型功能、实体造型功能、物体质量特性计算功能、三维运动机构的分析和仿真功能、二三维图形的转换功能、三维几何模型的显示处理功能、有限元法网格自动生成功能、优化设计功能、数控加工功能、信息处理和信息管理功能。 2.利用网络查找出常见的软件系统及其应用。 1) 该软件是高度的软件系统。它帮助工程师以极高的效率,在单一数字模型中完成从产品设计、仿真分析、测试直至的产品研发全过程。是全世界制造业用户广泛应用的大型软件。2) 由美国公司推出的集成软件。其特点是:参数化特征造型、统一的数据库、设计修改关联性。 3) (简称)是美国的主导产品,是全球应用最普遍、最富竞争力的计算机辅助设计、辅助制造、辅助工程()的一体化软件系统之一,广泛应用于机械、汽车、飞机、电器、化工等各个行业的产品设计、制造与分析。 4) 是以色列公司是面对工模具行业集成的一体解决方案,该软件设计工具功能异常强大,且易于使用,该工具融合了线框造型、曲面造型和实体造型,使用者可以方便的处理获得的产品数据模型或者对新产品进行概念性设计。而且还支持具有高速铣削功能的轴~轴加工的
铣削编程功能基于毛坯残留知识的加工和自动化加工模板,大大缩短了数控编程和加工的时间。 5) 该软件是美国的公司开发的基于平台的系统,由于它对硬件要求不高,并且操作灵活、易学易用并具有良好的价格性能比,因而深受广大企业用户和工程技术人员的欢迎,广泛应用于机械加工、模具制造、汽车工业和航天工业等领域,是目前应用较为广泛的软件之一。 3.利用网络查找、、、虚拟制造的相关资料(定义、发展、应用)。 1) 的中文名称为()。是一门用来管理所有与产品相关信息(包括零件信息、配置、文档、文件、结构、权限信息等)和所有与产品相关过程(包括过程定义和管理)的技术。 随着的加剧,缩短产品上市时间、降低生产成本已经成为企业所面临的严峻挑战,这种情况直接影响到了企业的产品全生命周期管理。而虚拟企业概念的提出,更加要求企业具备一种信息基础环境,使得企业能够实现与供应商和客户之间交换多种类型的产品数据。每个企业在中必须全面有效的协作,这种合作关系从产品的概念设计阶段就要开始,它们不但要访问产品设计数据,而且要还需要访问制造过程中的数据,还有其它一些在中的涉及到的有关产品信息。但是,传统的系统局限于设计阶段的工程信息管理,不能够很好的适应敏捷制造和下的产品开发尤其是制造过程的需要。因此,在虚拟企业概念下的,面向的成为研究的焦点。 采用先进的技术,是提高产品竞争力的必由之路。在,近的企业已采用了技术,而对于拥有百万企业的来说,随着信息化进程的推进,越来越多的企业将意识到采用技术来存取和管理生产的重要性,预计在今后五年内,我国将有的企业会使用技术,国内的市场在年会超过万元。可见,技术在我国企业中有着非常广阔的应用前景。 国产产品已经进入国内市场,但大多是用在管理上,尽管在软件的功能、性能及稳定性方面与国外软件还有一定差距,但在符合企业需求、价格优势及技术支持等方面已明显地显示出了国产系统的优势。 ) :光端交换机 ( )设备:通信终端 ) 是英文或的缩写,直译就是计算机现代。 定义:是通过计算机硬,并综合运用、制造技术、、自动化技术、,将企业生产全部过程中有关的人、技术、经营管理三要素及其信息与物流有机集成并优化运行的复杂的大系统。 发展趋势: 、集成化从当前的企业内部的信息集成发展到过程集成(以为代表),并正在步入实现企业间集成的阶段(以为代表)。 、数字化虚拟化从产品的数字化设计开始,发展到产品全生命周期中各类活动、设备及实体的数字化。 、网络化从基于发展到基于的分布网络制造,以支持全球制造策略的实现。 、柔性化正积极研究发展企业间的动态联盟技术、敏捷设计生产技术、柔性可重组机器技术等,以实现敏捷制造。 、智能化智能化是制造系统在柔性化和集成化的基础上进一步发展与延伸,引入各类人工智能技术和智能控制技术,实现具有自律、分布、智能、仿生、敏捷、分形等特点的新一
计算机辅助制造2010年真题
西北工业大学 2010年硕士研究生入学考试试题 考试科目:计算机辅助制造题号824 一、填空(每空1分,共30分) 1、CAM的英文全称是﹍﹍﹍﹍﹍。 2、网络化制造是以﹍﹍﹍﹍为技术手段的全新制造技术。 3、CSCW的三要素是﹍﹍﹍﹍、﹍﹍﹍﹍、﹍﹍﹍﹍。 4、直径为Φ10的某平底刀具给定的最大理论切削速度F=100m/min,请问其最大理论转速应为﹍﹍﹍﹍。(按四舍五入取整) 5、如果已知某NC机床的脉冲当量为:0.005mm/脉冲,请问如果要让该设备先沿X方向走0.4024mm,接着再沿Y方向走0.5027mm,则数控装置的输出装置要向伺服系统发出﹍﹍﹍﹍个脉冲。 6、按照工艺用途划分,一般数控机床又分为数控车床、﹍﹍﹍﹍、﹍﹍﹍﹍、﹍﹍﹍﹍、﹍﹍﹍﹍等。 7、数控CNC程序传入NC机床的途径有﹍﹍﹍﹍、﹍﹍﹍﹍、﹍﹍﹍﹍等。 8、闭环控制数控机床的实际位置反馈检测装置主要是用过在机床相应的坐标轴中安装﹍﹍﹍﹍事项。 9、数控机床常用刀具按照其形状可以分为:﹍﹍﹍﹍、﹍﹍﹍﹍、﹍﹍﹍﹍和鼓形刀等。 10、多坐标图像编程中常见的刀具轨迹生成方法有﹍﹍﹍﹍、﹍﹍﹍﹍和投影法。 11、二维型腔的图像编程,在走刀路线选择方式上多选择﹍﹍﹍﹍和﹍﹍﹍﹍两种切削加工走刀方式。 12、选择夹具时应充分考虑零件加工时的﹍﹍﹍﹍性和﹍﹍﹍﹍性。 13、数控测量中的测量头,按照其接触形式分为﹍﹍﹍﹍测头和﹍﹍﹍﹍测头。 14、常见的快速成形方法有﹍﹍﹍﹍、﹍﹍﹍﹍、﹍﹍﹍﹍、﹍﹍﹍﹍等。 二、是非题(每题1分,共15分) 1、一个完整的CAD/CAM系统指的就是一个软件系统,而不包括硬件。()
15春西南交《计算机辅助制造》在线作业二_答案
一、单选题(共 15 道试题,共 30 分。) 1. 以下不是等高轮廓铣的主要参数的是() 。 A. 陡峭角度 B. 融合距离 C. 最大切削长度 D. 最小切削长度 2. 码位指( ) A. 横向分类环节 B. 纵向分类环节 C. 斜向分类环节 D. 所有分类环节 满分:2 分 3. 型腔铣的特点是:刀轴(),底面可以是曲面。 A. 固定 B. 可变 C. 倾斜 满分:2 分 4. 典型的机床控制操作不包括以下哪一种() 。 A. 启动机床主轴 B. 移动工作台 C. 关闭冷却液 D. 换刀 满分:2 分 5. 有限元软件分析过程不包括( ) A. 有限元预处理 B. 有限元前处理 C. 有限元分析
D. 有限元后处理 满分:2 分 6. 数据传输方向的形式不包括( ) A. 反向通信 B. 单向通信 C. 半双向通信 D. 全双向通信 满分:2 分 7. 码位信息的排列方式不包括( ) A. 串式 B. 链式 C. 树式 D. 混合式 满分:2 分 8. () 用于指定毛坯的形状和大小,它与零件边界一起定义要切除的材料部分。 A. 毛坯边界 B. 检查边界 C. 修剪边界 D. 底平面 满分:2 分 9. 数控程序中最主要的代码是()。 A. F功能 B. S功能 C. G功能 D. T功能 满分:2 分 10. 参数化造型只考虑物体的几何约束,不考虑() 约束。
A. 尺寸 B. 拓扑 C. 工程 D. 精度 满分:2 分 11. 计算机辅助制造系统不包括( ) A. 工程设计与分析 B. 生产管理与控制 C. 财务会计与供销 D. 模型出图与设计 满分:2 分 12. UG操作导航工具中不能显示的视图是() 。 A. 程序顺序视图 B. 加工方法视图 C. 几何视图 D. 操作视图 满分:2 分 13. () 是指加工中要保留的材料部分。 A. 毛坯几何 B. 零件几何 C. 检查几何 D. 边界 满分:2 分 14. 计算机辅助装配工艺过程设计的缩写是( ) A. CAD B. CAPP
计算机辅助制造
计算机辅助制造第1次作业 一、单项选择题(只有一个选项正确,共13道小题) 1. 英文缩写CAM的含义是。 (A) 计算机辅助设计(B) 计算机辅助制造(C) 计算机辅助教学(D) 计算机辅助测试 正确答案:B 2. 在CAM系统中,是CAM系统的核心。 (A) 软件(B) 通信系统(C) 数控机床(D) 计算机正确答案:A 3. 将刀位轨迹变成可以控制机床的代码的过程称为。 (A) 建立加工模型(B) 后置处理(C) 输出加工代码(D) 确定加工工艺正确答案:B 4. 实体造型技术不包括以下哪一种? (A) 参数化造型(B) 曲面造型(C) 变量化造型(D) 特征造型正确答案:B 5. 坐标系是所有后续刀具路径输出点的基准位置,刀具路径中所有数据相对于该坐标系。 (A) 绝对(B) 参考(C) 加工(D) 机床正确答案:C 6. 用于指定毛坯的形状和大小,它与零件边界一起定义要切除的材料部分。 (A) 毛坯边界(B) 检查边界(C) 修剪边界(D) 底平面正确答案:A 7. 平面铣加工中各加工部位的侧壁与底面。 (A) 成锐角(B) 垂直(C) 成钝角正确答案:B 8. 用于指定两道切削路径之间的横向距离。 (A) 固定进给量(B) 横向进给量(C) 刀径进给量(D) 可变进给量正确答案:B 9. 型腔铣用于粗加工型腔或区域。 (A) 型芯(B) 底面(C) 侧壁(D) 平面正确答案:A 10. 是指垂直于刀具轴的水平面的余量。 (A) 加工余量(B) 零件底部余量(C) 零件侧面余量(D) 毛坯余量正确答案:B 11. 固定轴曲面轮廓铣中只能定义刀轴,刀轴定义为一个矢量。 (A) 固定(B) 可变(C) 倾斜正确答案:A 12. 固定轴铣的切削参数中,是指在零件几何上刀具定位点间沿切削方向的直线距离。(A) 多层切削(B) 切削步距(C) 安全距离(D) 斜坡角度正确答案:B 13. 典型的机床控制操作不包括以下哪一种。 (A) 启动机床主轴(B) 移动工作台(C) 关闭冷却液(D) 换刀正确答案:B 四、主观题(共15道小题) 14. 简述CAM系统基本工作过程。 参考答案:建立加工模型、确定合理的加工工艺方案,数控自动编程,加工前准备,DNC 通信 15. 常用的CAD/CAM软件有哪些,试举三例。 参考答案:UG,PRO/E,CATIA、Solidworks,IDEAS,MasterCAM 16. 计算机辅助制造,英文缩写是,有和之分。 参考答案:CAM,广义CAM,狭义CAM(P1,第一小节) 17. 后置处理的目的是什么? 参考答案:形成数控指令文件 18. 名词解释:
计算机辅助制造技术CAM的应用实例
计算机辅助制造技术CAM的应用实例 【摘要】随着现代工业技术的飞快发展,塑料的广泛应用,使得塑料模具迅速的发展,特别是注射模的发展更是突飞猛进,并越来越向大型、精密、复杂及长寿命方向发展。这就给塑料注射模的现代技术——CAD/CAM/CAE发展创造了良好的条件。有效的利用CAD/CAM/CAE技术,对塑料注射模一体化的开展和应用具有重要的意义。结合风扇叶片注射模设计制造案例,阐述运用CAD/CAM/CAE技术完成一副注射模的全过程。 【关键词】注射模 pro/Engineer cimatron moldflow CMM三坐标检测 CNC计算机数字控制(即数控加工) EMX模具专家系统 一、引言 模具行业是制造业中的一项基础产业,模具生产的工艺水平及科技含量的高低,直接影响到工业产品的发展,它在很大程度上决定着产品的质量、企业的效益、新产品的开发能力,决定着一个国家制造业的国际竞争力,因此模具生产的工艺水平及科技含量的高低已经成为衡量一个国家工艺水平和产品制造水平的重要标志。随着模具CAD/CAE/CAM技术的广泛使用,模具生产的工艺水平和科技含量将有质的飞跃。 二、模具CAD/CAE/CAM技术的概念 CAD/CAE/CAM,是60年代以来迅速发展起来的一门新兴的综合性计算机应用技术,是设计人员在计算机系统的辅助与帮助下,根据一定的设计流程进行产品设计的一项专业技术。 模具CAD/CAE/CAM技术具体就是模具设计人员和组织模具产品制造的工艺设计人员在CAD/CAE/CAM系统的辅助下,根据模具的设计和制造流程进行设计和制造的一项新技术。是人的智慧、创造力与计算机软硬件功能的巧妙结合。 设计人员通过人机交互操作方式进行产品设计构思,直观、形象的建立集合模型,快速准确地进行性能分析和计算,进而利用专用信息库(数据库和图形库)进行结构设计、模具设计、编制工程图。 模具CAD/CAE/CAM也可以理解为以计算机作为主要技术手段,处理各种数字信息和图形信息,辅助完成模具产品设计和制造中的各项活动。 CAD是英文Computer Aided Design之简写,即计算机辅助设计,是人和计算机相结合,各尽所长的新型设计方法。 CAE是英文Computer Aided Engineering之简写,即计算机辅助工程,是利用计算机对塑料零件整个成型过程进行仿真模拟,并对其成型过程 进行优化的方法。
计算机辅助设计与制造
计算机辅助设计与制造 闭卷考试; 考试题型:名词解释 单选 填空 综合 判断 简答 无作业; 平时成绩构成:4次试验,4次试验报告,考勤; 第1章CAD/CAM概论 1. 4个概念中会有三个概念有名词解释 计算机辅助设计(CAD):指工程技术人员以计算机为辅助工具来完成产品设计过程中的各项工作,如草图绘制、零件设计、装配设计、工装设计、工程分析真实感及渲染等。 计算机辅助工艺规程设计(CAPP):指工艺人员借助计算机,根据产品制造工艺要求,交互地或自动地确定产品加工方法和方案,包括加工方法选择,工艺路线选择,工序设计等。 计算机辅助制造(CAM): 广义CAM:指借助计算机来完成从生产准备到产品制造出来的过程中的各项活动,如计算机加工辅助数控加工编程、制造过程控制、质量检测与分析等。 狭义CAM:通常指NC程序编制,包括刀具路径规划、刀位文件生成、刀具轨迹仿真及NC代码生成。 2.CAD/CAM的4项基本功能:人机交互;图形处理功能;存储功能;输入输出功能; 3.CAD/CAM的10项任务:几何造型;工程绘图;计算分析;优化设计;有限元分析;计算机辅助设计;NC自动编程;计算机辅助测试技术;动态仿真;工程数据管理;
4. CAD/CAM系统大致分为两类:通用集成化(CADAM,UG-II,Pro/ENGINEER, I-DEAS,CV);单功能系统(GDS,GNC,PLOYSURE,GEMS); 5.CAD技术与CAM技术结合起来,实现设计、制造一体化具有的明显优越性:(1)有利于发挥设计人员的创造性,将他们从大量繁琐的重复劳动中解放出来。(2)减少设计、计算、制图、制表所需时间,缩短设计周期。 (3)由于采用了计算机辅助分析技术,可以从多方案中进行分析、比较,选出最佳方案,有利于实现设计方案的优化。 (4)有利于实现产品的标准化、通用化和系列化。 (5)减少零件早车间的流通时间和在机床上装卸、调整、测量、等待切削的时间,提高了加工效率。 (6)先进的生产设备既有较高的生产过程自动化水平,又能在较大范围内适应加工对象的变化,有利于企业提高应变能力和市场竞争力。 (7)提高了产品的质量和设计、生产效率。 (8)CAD/CAM的一体化,使产品的设计、制造过程形成一个有机的整体,通过信息的集成,在经济上、技术上给企业带来综合效益。 第2章CAD/CAM系统 1. CAD/CAM系统的组成 硬件系统:计算机、存储设备、输入设备、生产设备、输出设备。 软件系统:系统软件、支撑软件、支撑软件。 2. 根据CAD/CAM系统使用计算机硬件及其信息处理方式的不同,CAD/CAM系统的分类为:以大型计算机或小型计算机为主机的系统;工程工作站;微型计算机; 3.根据使用的支撑软件规模大小的不同,CAD/CAM系统分为:CAD系统(专门为完成设计任务而建立的);CAM系统(专门面向生产系统);CAD/CAM集成系统(专门面向CAD/CAM一体化而建立的) 4.根据是否使用计算机网络,CAD/CAM系统可分为:单机系统;网络化系统; 5.计算机基本系统(计算机;存储设备): (1)主机(包括中央处理器、内部存储器); (2)外部存储器:磁盘类(软盘存储器、可移动硬盘、固定硬盘存储器、U盘)
计算机辅助制造技术
计算机辅助制造技术结课论文
题目:计算机辅助制造技术在“中国制造2025”中的应用 姓名:XXX 学号:XXXXXXX
目录 摘要 (4) 一、计算机辅助制造技术基本理论 (5) 二、“中国制造2025”目标及任务 (7) 三、计算机辅助制造技术在“中国制造2025”中的应用 (8) 四、总结与展望 (11) 参考文献 (12)
计算机辅助制造技术在“中国制造2025”中的应用 摘要 当今的中国正处于经济转型期,经济情况正面临严峻挑战,且面临着非常严峻的产能过剩问题。实现“中国制造2025”的进程是按需个性化定制的时代,计算机辅助制造技术将在其中扮演异常重要的角色。“互联网+”时代的工业生产,应按顾客需要小批量定制其所喜好的产品,而非当前大批量生产的不具个性的产品。因而融合计算机辅助制造技术的未来生产过程不会出现当前产能过剩问题,且利用计算机辅助制造技术的仿真设计,有助于个性化生产线的调试与仿真,通过柔性生产线生产出顾客所需的产品,满足人们需要的同时,降低劳动者劳动强度,因而,应用计算机辅助制造技术的小批量定制的生产过程将在未来绽放异彩。关键字:计算机辅助制造;柔性生产;仿真设计;“中国制造2025”
一、计算机辅助制造技术基本理论 当今时代,计算机技术飞速发展,计算机辅助技术在人类各种生产生活过程中扮演越来越重要的角色。CAM(Computer aided manufacturing,计算机辅助制造)技术,利用计算机辅助完成从生产准备到产品制造整个过程的活动。 图1-1按需定制生产过程 计算机辅助制造技术主要分成两块内容,计算机辅助设计,即CAD技术;以及计算机辅助制造,即CAM技术。CAM技术,利用计算机代替人去完成制造及与制造系统有关的工作。计算机辅助制造CAM是计算机集成制造系统CIMS的核心。CAD中设计的结果(零件模型),经过CAPP工艺编排生产工艺流程图后,最终在CAM中进行加工轨迹生成与仿真,产生数控加工用代码,从而控制数控机床进行加工。可以说,CAM系统功能强弱直接决定着整个设计过程的成败,CAD的效益最终也是通过CAM体现出来。因此,在目前产品更新周期短,质量要求高,零件形状复杂的情况下,数控加工将成为制造行业最为主要的加工手段,CAM系统的作用也非常重要。一般将CAM的内容理解为利用计算机辅助编制数控机床加工指令。故CAM系统一般包括零件几何造型,零件加工轨迹定义,零件加工过程仿真,生成数控加工代码(NC代码)等功能。
计算机辅助制造
计算机辅助制造
1.C AD/CAM系统的组成及功能模块有哪些?(1)CAD/CAM系统的组成 其中,硬件系统的典型硬件有以下几个组成部分: 1)中央处理机(CPU),有运算器与控制器组成。 2)数控存储器,如磁存储器、光存储器等。CPU 和存储器通常组装在一个机壳内,合称为主机。 3)输入/输出设备,如键盘、数字化仪、鼠标、图形显示器、打印机、绘图机等。 一般系统软件包括有:操作系统(OS)、程序设计语言处理系统、数据库管理系统(DBMS)、服务性程序和计算机网络软件。 (2)CAD/CAM系统的功能模块 雕塑曲面造型功能、实体造型功能、物体质
量特性计算功能、三维运动机构的分析和仿真功能、二三维图形的转换功能、三维几何模型的显示处理功能、有限元法网格自动生成功能、优化设计功能、数控加工功能、信息处理和信息管理功能。 2.利用网络查找出常见的CAD/CAM软件系统及其应用。 1)I-DEAS 该软件是高度集成化的CAD/CAE/CAM软件系统。它帮助工程师以极高的效率,在单一数字模型中完成从产品设计、仿真分析、测试直至数控加工的产品研发全过程。I-DEAS是全世界制造业用户广泛应用的大型CAD/CAE/CAM软件。2)P ro-Engineer Pro-Engineer由美国PTC公司推出的 CAD/CAM集成软件。其特点是:参数化特征造型、统一的数据库、设计修改关联性。 3)U nigraphics Unigraphics(简称UG)是美国EDS PLM Solutions的主导产品,是全球应用最普遍、最富竞争力的计算机辅助设计、辅助制造、辅助工
计算机辅助制造
计算机辅助制造 计算机辅助制造是指在机械制造业中,利用电子数字计算机通过各种数值控制机床和设备,自动完成离散产品的加工、装配、检测和包装等制造过程。简称cam。 目录 概述 发展历程 1基本组成概述 1数控系统及数控编程原理 1手工编程 1数控语言编程 1CAD/CAM系统编程 1自动编程 1应用机械产品的零件加工 1电子产品的元件器件老炼 1各种机电产品的成品检验、质量控制 概述 除cam的狭义定义外,国际计算机辅助制造组织(cam-i )关于计算机辅助制造有一个广义的定义:“通过直接的或间接的计算机与企业的物质资源或人力资源的联接界面,把计算机技术有效地应用于企业的管理、控制和加工操作。”按照这一定义,计算机辅助制造包括企业生产信息管理、计算机辅助设计(cad)和计算机辅助生产、制造3部分。计算机辅助生产、制造又包括连续生产过程控制和离散零件自动制造两种计算机控制方式。这种广义的计算机辅助制造系统又称为整体制造系统(ims)。采用计算机辅助制造零件、部件,可改善对产品设计和品种多变的适应能力,提高加工速度和生产自动化水平,缩短加工准备时间,降低生产成本,提高产品质量和批量生产的劳动生产率。 发展历程 计算机辅助制造的核心是计算机数值控制(简称数控),是将计算机应用于制造生产过程的过程或系统。1952年美国麻省理工学院首先研制成数控铣床。数控的特征是由编码在穿孔纸带上的程序指令来控制机床。此后发展了一系列的数控机床,包括称为“加工中心”的多功能机床,能从刀库中自动换刀和自动转换工作位置,能连续完成锐、钻、饺、攻丝等多道工序,这些都是通过程序指令控制运作的,只要改变程序指令就
计算机辅助制造真题
2001年西北工业大学研究生入学考试试题 计算机辅助制造(824) 命题教师 审题教师 考试时间 小时 考试形式(闭开)(B A )卷 题号 一 二 三 四 五 六 七 总分 得分 一.填空题: 1. 数控加工中的加工用量包括:——————— ——————— ——————— ————————— 2. 数控装置是数控机床的中枢,一般由——————— ——————— ———————— ————————组成。 3. 数控机床所能控制机床移动的最小位移是该机床的一个——————————。 4. 目前市场上流行的CAD/CAM 系统,大体上可划分为————————和————————两种类型。 5. 一段完整的控制命令,一般包括————————信息,————————信息,————————信息。 6. 在直线插补中,若某段的进给率是0.5/分,而实际加工中进给量输入钮至于50%,则该段的实际加工时间为——————分。 7. 在修订式CAPP 系统中按数码的结构,编码系统可分为————————,————————,———————三种形式。 8. 数控测量方法一般有——————和 ——————两种。 二.是非题: 1. 对刀点是数控加工中刀具相对于工件运动的起点( ) 2. 加工内槽时应使用行切法。( ) 3. 零件面就是被加工的零件表面( ) 4. 数控测量的实质就是将数字量转化为模拟量( ) 5. FMS 是计算机辅助工艺分析的英文缩写( ) 三.简答题: 1. 什么是刀具半径补偿功能,它具有什么特点? 2. 简述手工编程,APT 编程以及图像编程的基本概念和一般过程,并对比说明APT 编程和图像编程的优点(缺点)?