石油储罐钢焊接热影响区模拟研究

22楗瓣王程/2011攀4期
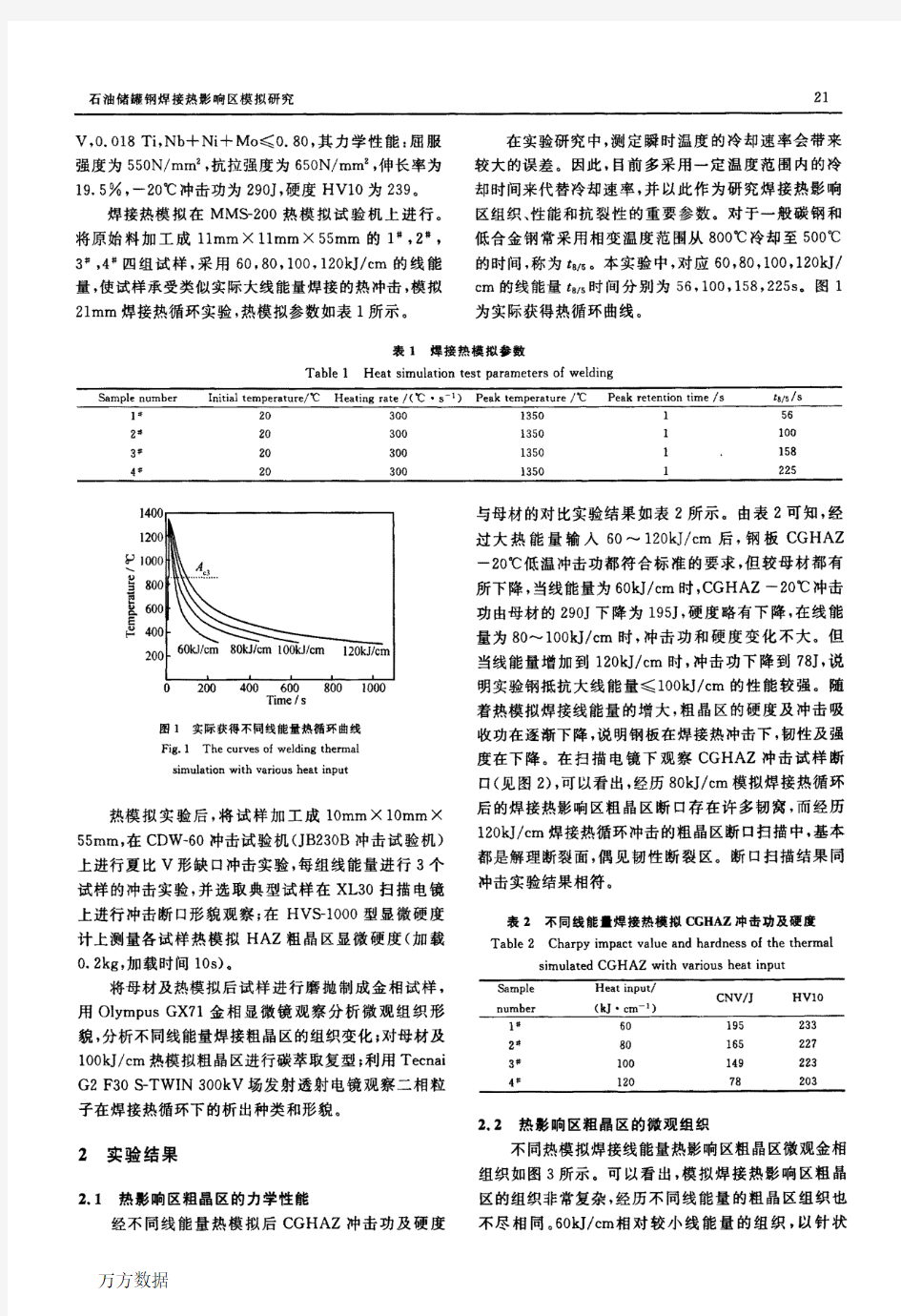
网2CGHAZ冲击断口SEM形貌(a)80kJ/cm;(b)120kl/era
Fig.2SEMimagesofimpactfracturesurfaceo£the
thermalsimulatedCGHAZ(a)80kJ/em;(b)120kJ/em
图3不同线能量下CGHAZ光学金相组织
(a)60kJ/cm;(b)80kJ/era;(c)100kJ/cm;(d)120kJ/cm
Fig。3TheopticalmicrographsofCGHAZwithdifferentheatinput
(a)60kJ/eml(b)80kJ/em}(c)100Ⅺ/era;(d)120Ⅺ/cm
铁素俸、粒状贝氏体为燕,几乎没肖粗大的贝氏体及魏&组织,原奥氏体晶界依稀可觅,源奥氏俸长大不碉显,这种组织具有较好的强韧性殴配;随着线能量的增大,粗晶区组织晶艘变粗,晶界由明显、乎壹变为模糊,80,100k,l/cm焊接线熊量的组织以英氏体为主,另外含有少量的针状铁素体和多边形铁素体,偶见魏氏铁素体组织,其贝氏体呈板条状,板条束略显糖大,一个奥氏体晶粒内可觅多条取商不同的贝氏体板条,贝氏体板条相互交错。当线能量达到120kJ/cm时,粗晶送缀织进一步恶讫,以粗大的板条员氏体秘魏氏维织为主,出现了沿晶界长大的晶界铁索体,甚至多个贝菠体板条横穿原奥氏体晶粒,组织间的MA组元开始组合变大。
上述模拟的CGHAZ组织随焊接线能量的变化而演变的趋势是:随着线能晟的增大,高温停留时间延长,如,。耀应增加,冷却速率降低,原奥氏俸晶糍建寸都有所增大,组织的演变造成CGHAZ的冲击韧性随焊接线能量的增大而降低。
总之,随着热模拟线麓量的蹭鸯羹,焊接热影响区褪晶区的组织逐渐粗大和恶化。组织以贝氏体为主,其中,60kJ/cm的组织较为细小,而120kJ/era的组织最为粗大。
2.3CGHAZ中第二相粒子析出
为了探究钢板焊接前后的粒子变化情况,对采用
石油储罐钢焊接热影响区模拟研究23
lOOkJ/era线能量焊接热模叛试祥及母橱透行了碳膜萃取复型,在透射电镜上观察第二相粒子的变化情况。
母材及100kJ/ore焊接热模掇粗晶区中第二相粒子的形貌及能谱分析如图4所永。
圈4实验钢母耪及经100kJ/em舞搂燕搂羧褴鑫区中第二耱粒子形貔及雏谱(a)母材粒予;(b)母材粒予能谱;(c)E一100kJ/cmCGHAZ粒子;(d)E=100kJ/eraCGHAZ粒予能谱
Fig.4MorphologiesandEDAXofthesecondphaseparticlesinbasemetalandCGHAZwith100kJ/cmwelding(a)particlesinbasemetal;凸)EDAXoftheparticlesinbasemetal;(c)particlesineGHAZwith100kJ/cmwelding;(d)EDAXoftheparticlesinCGHAZwith100kl/cmwelding
由图4可知,戈论是热循环前逐是经过大热输入后,实验钢中均存在大激的第二相粒子的析出。尺寸约10~200nm,以20~80nm居多,也有个别粒子大予200nm,大都呈方形藏长方形,煮一小部分近圆形或长圆形。能谱及电子衍射分析表明,方形的粒子都是TiN。缝过100kJ/cm的热输入后,实验钢CGHAZ析遗第二褪粒子与母材跑,粒子的形貔及组成略有差异,但数量相差较大。母材中含有大量的第二搁粒子,大部分粒子是方形,小部分为圆形,弥教分布在视域露,偶尔觅遽径较大静矩形粒子(≈200nm);SAD斑点表明粒予具有面心立方结构,点阵常数为0。4345nm,选取典型粒子进行EDAX分析,其主要元素为Ti和Nb,质量分数分麓为70.51%与29.49%,母材中的粒子应为[Ti,Nb(C,N)]的复合粒子。
丽经过100kJ/cm的线熊量输入器,CG}壬AZ析出的粒子密度有所减少,尺寸有所增大,仍为面心立方结构,点阵常数失0.4382nm,载子成分凳Ti=92.36强,Nb=7.64%,大部分都是TiN粒子。3讨论
3.1线能量对CGHAZ组织的影响
从实验结果看,随着焊接线能量的增加,CGHAZ原始奥氏体晶粒不断粗化,粗大的铁素体板条数量随之增加,低温韧性不断恶化。
在焊接过程中,烽缝及其附近速域的金属经历了独特的焊接热循环过程。采用大线能量焊接,粗晶区金属处于过热状态,冷却速率慢,处于高温区时间较长,奥氏体貉粒粗纯严重,曩形成粗太的瀑赛铁素体、龉界铁素体侧板条和粗大的上贝氏体,采用中小线能量焊接,过热区冷却速率较快,处于高温时间较短,奥氏体晶粒穰亿程度较小,易形成等轴铁素体、燹氏体维织,奥氏体晶粒急剧长大,冷却后易得到较为粗大的组织,引起该区的韧性下降。同时出于奥氏体极端过热,因而MA麓粗大,易成为裂纹潦帮裂纹扩展的通邀,进一步降低该区韧性。
根据实验测出实验钢豹A砖约在860℃左右,不同
线能量对应不同的t。,。时间,也就意味着不同冷速。由
石油储罐钢焊接热影响区模拟研究
作者:夏佃秀, 尚成嘉, 侯东华, 孙浩, 李兴芳, XIA Dian-xiu, SHANG Cheng-jia, HOU Dong-hua, SUN Hao, LI Xing-fang
作者单位:夏佃秀,XIA Dian-xiu(北京科技大学材料科学与工程学院,北京100083;济钢集团有限公司技术中心,济南250101), 尚成嘉,SHANG Cheng-jia(北京科技大学材料科学与工程学院,北京
,100083), 侯东华,孙浩,李兴芳,HOU Dong-hua,SUN Hao,LI Xing-fang(济钢集团有限公司
技术中心,济南,250101)
刊名:
材料工程
英文刊名:JOURNAL OF MATERIALS ENGINEERING
年,卷(期):2011(4)
本文链接:https://www.sodocs.net/doc/b718214747.html,/Periodical_clgc201104004.aspx
常压立式圆筒形钢制焊接储罐
常压立式圆筒形钢制焊接储罐维护检修规程 1 总则 1.1 主题内容与适用范围 1.1.1 本规程适用于建造在具有足够承载能力的均质基础上,其罐底与基础紧密接触,储存液态石油及石油产品等介质,内压不大于6000Pa 的立式圆筒形钢制焊接储罐子 (以下简称储罐)的检修周期与内容、检修与质量标准、试验与验收以及维护与故障处理。 储存酸、碱、氨等液态化学药剂或高台架上以及罐壁不与挡土墙直接接触的地下、半地下常压储罐的维护和检修可参照本规程执行。 1.1.2 储罐按结构分为:固定顶罐、浮顶罐、内浮顶罐。固定顶罐又分为:自支承拱顶罐、自支承锥顶罐等。 1.1.3 凡已安装使用的各类储罐在维护修理时,除遵守本规程外,还应遵守现行有关标准规范和原建罐设计要求的规定。 1.1.4 凡已安装使用的各类非金属储罐原则上应予报废。本规程的适用范围不包括非金属储罐。 1.2 编写修订依据 SH 3046 石油化工立式圆筒形钢制焊接储罐设计规范 SH/T 3530 石油化工立式圆筒形钢制储罐施工工艺标准 SH 3097 石油化工静电接地设计规范 SH/T 3537 立式圆筒形低温储罐施工技术规程 《加工高含硫原油储罐防腐技术管理规定》(试行),中国石油化工股份有限公司,2001年5月 SH 3007 石油化工储运系统罐区设计规范 GB/T 16906 石油罐导静电涂料施工及验收规程 GB 9793金属及非金属覆盖层——热喷涂锌、铝及其合金的管理规定 GBJ 128 立式圆筒形钢制焊接油罐施工及验收规范 GB 50160 石油化工企业设计防火规范 2. 检修周期与内容 2.1 检修周期 储罐的检修周期一般为3~6 年。 2.2 检修内容 2.2.1 储罐本体的变形、泄漏以及板材严重减薄等。 2.2.2 储罐本体以及各接管连接焊缝的裂纹、气孔等缺陷。
石油库储油罐区防火设计
石油库储油罐区防火设计 储油罐区是石油库的核心和主体,通常包括储油罐、防火堤及消防设施等,主要用于接收、储存和输转成品油,通过装卸油栈桥向铁路槽车装运成品油,汁量所储存和输送的成品油。油罐区作为石油产晶的蓄水池和调节器对石油樗生产和流通过程实施调节作用;作为油品的储存场所,对石油产品在相对停滞时起保护作用,便于对油品数量、质量的监督和检查;作为战略物资基地起到备战备荒的作用。石油库的破坏性事故大多数是油罐、油罐区发生爆炸火灾事故。油罐愈大愈难扑救,造成的损失愈大。油罐区的规范设计和安全防范措施直接影响到其功能、作用的发挥及生产运营的安全。 1油罐区总容量的确定 油库容量的确定要考虑的因素较多,包括油库的类别和任务、油品来源的难易程度、油品供应范围、供需变化规律、进出油品的运输条件等,有时还与国际石油市场的变化形势有密切关系。确定石油库容量的方法有周转系数法和储存天数法。民航机场油库应符合《民用机场供油工程建设技术规范》(MH.I5008—2005)的要求.军用油库的容量应按军队相关规范进行确定。商业油库一般采用周转系数法,石油化工企业的储运系统工程一般采用储存天数方法计算油罐容量。 1.1周转系数法 周转系数就是某种油品的油罐在一年内被周转使用的次数。即: 周转系数(K)=某油品的年周转量/储备设备有效容量(1) 可见,周转系数越大,储油设备的利用率越高,储油成本越低。各种油品的设汁容量可由式(2)求得: K值的大小对确定油罐容量非常关键,但K值的确定是最困难的。它和油库的类型、业务性质、国民经济发展趋势、交通运输条件、油品市场变化规律等因素有着密切的关系。不能用公式简单计算出来,简单地指定一个数字范围也是不科学的。如有的资料提出,在我国新设计的商业油库中,对一、二级油库K值取1~3,三级及其以下油库K值取4~8,这显然是过于保守的,即储油设备的利用率偏低,库容偏大,基建投资大,投资回收年限长。K 值的大小应根据建库指令或项目建议书要求与建库单位协商确定。 油罐的储存系数η是指油罐储存油品的容量和油罐理论计算容量之比。在《石油化工企业储运系统罐区设计规范》SH 3007中对油罐储存系数规定是:固定顶罐,罐容1000m3事,η=0.90。浮顶罐和内浮顶罐,η0.90。球罐和卧罐,η=0.90。 1.2 储存天数法 对某种油品的年周转量按该油品每年的操作天数均分,作为该油品的一天储存量,再确定该油品需要多少天的储存量才能满足油库正常的业务要求,并由此计算出该种油品的设计容量。计算方法如式(3)。 石油化工企业的储运系统工程油罐的储存天数一般取决于原油的供应来源、交通运输条件、生产装置开停工情况及油品出厂方式等因素。《石油化工企业储运系统罐区设计规范》SH3007规定成品油储存天数见表1。 表1 成品油储存天数 1.3 民航机场油库容量的确定 民航机场油库建设容量应满足《民用机场供油工程建设技术规范》(MHU5008—2005)的规定:“应按近期目标年预测的机场发展阶段规划、机型组合及所需用油量、油源、运输条件等因素综合确定。油库容量宜按近期目标年预测30d供油量规划、设计。可分期建设,但
石油化工储油罐施工设计方案完整版
(此文档为word格式,下载后您可任意编辑修改!) 河北鑫海化工储油罐安装工程 施工组织设计方案 编制王洁 审核张旭 审批黎侠 江苏省沛县防腐保温工程黄骅办事处 2011 年 9 月 20 日
目录 第一章工程概况 第二章储罐施工组织 第三章资源配置 第四章储罐施工工艺 第五章进度目标及保证措施 第六章质量保证体系和保证措施第七章安全和环境保证措施
第一章工程概况 1.1工程简介 招标单位:河北鑫海化工有限公司 工程内容:150万吨年高品质沥青装置20000m3储罐安装工程 工程地点:沧州市渤海新区化工园区 1. 2方案编制依据: 1.2.1河北鑫海化工有限公司招标文件 1.2.2国内执行的现行储罐制作安装验收标准 第二章储罐施工组织 2.1 总则 2.1.1 机构设置 公司在现场设立“150万吨年高品质沥青装置20000m3储罐安装工程
项目经理部”,项目经理部下设三科一室,150万吨年高品质沥青装置20000m3储罐安装工程项目经理部组织机构见下图: 150万吨年高品质沥青装置20000m3储罐安装工程项目经理部组织机构图 2.1.2 机构运行原则 ⑴项目经理部是在本工程中派出的负责项目施工全过程管理的唯一组织机构;项目经理部严格实行项目法管理;项目经理在公司总体领导下,全速负责项目的施工管理,组织高效精干的队伍,运用“矩阵体制、动态管理、目标控制、节点考核”的项目动态管理组织施工,实施工期、质量、成本、安全四大控制,保证切实履行工程合同。
⑵公司总部 公司总部职能部门按制度定期到现场检查、督促、指导项目部各项工作。 ⑶项目经理部安全管理 项目安全负责人在项目经理的领导下,全面负责施工现场的安全工作:制定安全生产计划、组建安全保证体系、完成安全生产。 ⑷项目经理部质量管理 项目质量负责人在项目经理的领导下,负责组建项目经理部质保体系,保证质保体系日常工作的正常进行,就项目施工质量向公司管理者代表负责;项目部质安科安全员各自承担自己分管质量要素的质保工作,基层施工队伍各自的质保体系接受项目质保体系的领导,从而形成自上而下的完善体系。 ⑸项目经理部的技术管理 项目技术负责人在项目经理的领导下,就技术工作对项目经理负责,基层作业队伍按班组设置负责人,形成自上而下的完善体系。 ⑹项目经理部的设备材料管理 项目材料负责人在项目经理的领导下,负责施工机具的组织与管理、工程材料采购、储运,搞好本项目施工中的物资计划、采购、储运及领用工作,确保工程的顺利进行。 第三章资源配置
石油化工装置中储罐的结构设计
石油化工装置中储罐的结构设计 摘要: 石油化工设计中,钢储罐是必备的设备。作为设计人员我们要做的是设计储罐的基础。大型储罐的特点是直径大、荷载重,与一般工业基础相比,对地基和基础设计及施工有其特殊的要求。储罐绝大多数为圆柱形,按其使用功能,可分为储气罐和储油罐两大类。 关键词:石油化;结构;设计 Abstract: Petroleum chemical engineering design, steel tank is the necessary equipment. As designers, what we want to do is the basis of design storage tanks. The characteristics of large tanks is large in diameter, the load heavy, compared with general industrial foundation, the foundation and basic design and construction has its special requirements. Most of the storage tanks for cylindrical, according to the use function, can be divided into two kinds of storage tank and tanks. Key words: the oil; Structure; design 1 罐基础的设计,应具有下列工艺、安装、设备及总图等资料: 1、罐区平面布置及设计竖向标高,罐中心坐标。 2、储罐的型式、容积、几何尺寸、罐底坡高、及中心标高、环墙顶标高、设计地面标高。 3、罐区金属总重,保温及附件总重,罐壁、罐顶、罐底总重。 4、罐区内介质及最高储液面的高度、最高温度、介质重度。 5、罐区的罐前平台、排放口、沟、井、梯基础等辅助设施的位置及型式。 6、与储罐罐体有关的管道布置、预埋件、锚栓布置及罐周的排水设施。 7、储罐施工安装、试压等方法对罐基础的要求。
储罐焊接方案(重要)
T03、T04主要焊接案 根据母材化学成份和力学性能分析和焊缝使用性能要求結合我单位施工的技术力量和以往施工的经验z罐主体焊接法选择如下: 罐壁板焊缝全部采用自动焊接工艺:纵缝采用C02药芯双保护自动焊接,焊机为VEGA-VB-AC 型气电立焊机;横缝采用美国林肯AGWISINGLE型埋弧自动焊机;罐底中幅板的焊接采用半自动焊打底+碎焊丝+高速埋弧自动焊盖面成型;罐底大角缝采用手工焊外打底,角缝自动焊填充盖面;浮顶及附件的焊接采用C02半自动焊和手工电弧悍相结合的焊接法,其中浮顶底板必须采用手工电弧焊。 6.1罐底的悍接 为减少罐底的焊接变形,采用自由收缩法施工,罐底组对焊接顺序为:边缘板组对、点焊-焊接边缘板夕bW 300mm焊缝-中幅板短焊缝组对焊接-长焊缝组对焊接-组对焊接通长缝-边缘板与壁板大角缝组对焊接-边缘板剩余对接焊缝焊接-边缘板与中幅板收缩缝组对焊接。 6.1.1罐底中幅板的焊接 1、罐底中幅板全部为对接加垫板的结构形式。罐底施焊两遍,初层焊的焊肉为7mm ,凸出部分采用砂轮机打磨至6mm,并进行看色检查,合格后再施焊第二遍。中幅板的焊接法为:打底焊采用CO2气体保护半自动焊,盖面采用添加碎焊丝的高速埋弧自动焊。焊接工艺如下: 2、中幅板的组对点焊要格按焊接作业指导书规定的程序执行。 3、中幅板组对完后,应用钢丝刷清除干净坡口及两侧25mm的锈、赃物,可进行施焊。 4、罐底中幅板焊接时应采用分段退步施焊。先焊短缝,后焊长缝,最后施焊通长缝。通长缝焊前应使用大型槽钢及龙门板进行加固,以减少焊接变形。通长缝的焊接,由中心开始向两侧分段退步施焊,焊至葩边缘板300mm处停止施焊。 5、对较多平行排列的焊缝(长缝),应由二台焊机从中心向外对称隔缝施焊,施焊程序如附圏2 :
立式圆筒形钢制焊接储罐施工全套资料实例
建设工程施工技术资料 交工资料目录
施工组织设计(方案)报审表A2
施工方案名称:**15万吨/年煤焦油项目21台槽罐设备制作安装工程编制: 专业项目部技术负责人:日期: 审核: 专业项目部经理:日期: 批准: 项目总负责人:日期:
*******公司 15万吨/年煤焦油项目21台槽罐设备制作安装工程施工方案 编制:马建伟 批准: **安装有限公司 年月
目录 1、工程概况 2、施工程序 3、主要施工方法 4、质量保证措施 5、劳动力计划 6.施工设备及主要施工手段用料 7.竣工资料收集与整理 8.工作危险性分析(JHA)报告 9.储罐专业质量检验计划 10、安全防护措施 1.工程概况 1.1工程特点 1.1.1储罐施工焊接量大、板材薄,壁板焊接易变形,要投入足够的具有储罐施工经验的焊工及先进的焊接设备(见附表),才能保证焊接质量及施工工期。 1.1.2 储罐施工钢材倒运量大,要配备足够的运输和起重车辆。 1.1.3 储罐所使用的焊接材料:碳钢之间采用J427;碳钢与0Cr18Ni9之间采用A302。1.1.4 储罐安装采用吊车吊装法和手动葫芦提升法,吊车吊装法和手动葫芦提升法就是在储罐内壁周边均匀设置树立小扒杆,通过悬挂在小扒杆顶端的手动葫芦来提升已组装好的罐顶和罐壁的组合体。倒装法的施工程序是由上而下逐圈组对,逐圈提升直至组装完最后一圈壁板,提升前在壁板上设置强度足够的胀圈,以防止壁板在提升过程中的变形 1.2工程主要实物量 1.3 编制依据 1.3.1 业主提供的储罐施工图及有关的技术文件。 1.3.2 GB50128-2005《立式圆筒形钢制焊接储罐施工及验收规范》。
关于焊后消氢及热处理
重要构件的焊接、合金钢的焊接及厚部件的焊接,都要求在焊前必须预热。焊前预热的主要作用如下: (1)预热能减缓焊后的冷却速度,有利于焊缝金属中扩散氢的逸出,避免产生氢致裂纹。同时也减少焊缝及热影响区的淬硬程度,提高了焊接接头的抗裂性。 (2)预热可降低焊接应力。均匀地局部预热或整体预热,可以减少焊接区域被焊工件之间的温度差(也称为温度梯度)。这样,一方面降低了焊接应力,另一方面,降低了焊接应变速率,有利于避免产生焊接裂纹。 (3)预热可以降低焊接结构的拘束度,对降低角接接头的拘束度尤为明显,随着预热温度的提高,裂纹发生率下降。 预热温度和层间温度的选择不仅与钢材和焊条的化学成分有关,还与焊接结构的刚性、焊接方法、环境温度等有关,应综合考虑这些因素后确定。另外,预热温度在钢材板厚方向的均匀性和在焊缝区域的均匀性,对降低焊接应力有着重要的影响。局部预热的宽度,应根据被焊工件的拘束度情况而定,一般应为焊缝区周围各三倍壁厚,且不得少于150-200毫米。如果预热不均匀,不但不减少焊接应力,反而会出现增大焊接应力的情况。 焊后热处理的目的有三个:消氢、消除焊接应力、改善焊缝组织和综合性能。 焊后消氢处理,是指在焊接完成以后,焊缝尚未冷却至100℃以下时,进行的低温热处理。一般规范为加热到200~350℃,保温2-6小时。焊后消氢处理的主要作用是加快焊缝及热影响区中氢的逸出,对于防止低合金钢焊接时产生焊接裂纹的效果极为显著。 在焊接过程中,由于加热和冷却的不均匀性,以及构件本身产生拘束或外加拘束,在焊接工作结束后,在构件中总会产生焊接应力。焊接应力在构件中的存在,会降低焊接接头区的实际承载能力,产生塑性变形,严重时,还会导致构件的破坏。 消应力热处理是使焊好的工件在高温状态下,其屈服强度下降,来达到松弛焊接应力的目的。常用的方法有两种:一是整体高温回火,即把焊件整体放入加热炉内,缓慢加热到一定温度,然后保温一段时间,最后在空气中或炉内冷却。用这种方法可以消除80%-90%的焊接应力。另一种方法是局部高温回火,即只对焊缝及其附近区域进行加热,然后缓慢冷却,降低焊接应力的峰值,使应力分布比较平缓,起到部分消除焊接应力的目的。 有些合金钢材料在焊接以后,其焊接接头会出现淬硬组织,使材料的机械性能变坏。此外,这种淬硬组织在焊接应力及氢的作用下,可能导致接头的破坏。如果经过热处理以后,接头的金相组织得到改善,提高了焊接接头的塑性、韧性,从而改善了焊接接头的综合机械性能。 消氢处理是在300~400度加热温度范围内保温一段时间。目的是加速焊接接头中氢的逸出,消氢处理效果比低温后热更好。焊接后及焊后热处理,焊后及时后热及消氢处理是防止焊接冷裂纹的有效措施之一,对于厚度超过100mm的厚壁压力容器及其他重要的产品构件,焊接过程中,为防止因厚板多道多层焊氢的积聚而导致的氢致裂纹,应进行2到3次中间消氢处理。 压力容器设计中对热处理的考虑
立方液化石油气储罐设计方案
25立方液化石油气储罐 一.设计背景 该储罐由菏泽锅炉厂有限公司设计,是用来盛装生产用的液化石油气的容器。设计压力为,温度在-19~52摄氏度范围内,设备空重约为5900Kg,体积为25立方米,属于中压容器。石油液化气为易燃易爆介质,且有毒,因此选材基本采用Q345R。此液化石油气卧式储罐是典型的重要焊接结构,焊接接头是其最重要的连接结构,焊接接头的性能会直接影响储存液化石油气的质量和安全。 二.总的技术特性: 三.储气罐基本构成 储气罐是一个承受内压的钢制焊接压力容器。在规定的使用温度和对应的工作压力下,应保证安全可靠,罐体的基本结构部件应包括人孔、封头、筒体、法兰、支座。
图1储气罐的结构简图 筒体 本产品的简体是用钢板卷焊成筒节后组焊而成,这时的简体有纵环焊缝。 封头 按几何形状不同,有椭圆形封头,球形封头,蝶形封头,锥形封头和平盖等各种形式。封头和简体组合在一起构成一台容器壳体的主要部分,也是最主要的受压元件之一。此储气罐选择的是椭圆形封头。 从制造方法分,封头有整体成形和分片成形后组焊成一体的两种。当封头直径较大,超出生产能力时,多采用分片成形方法制造,分片成形控制难度大,易出现不合格产品。对整体成形的封头尺寸、形状,虽然易控制但一般需要有大型冲压模具的压力机或大型旋压设备,工艺设备庞大,制造成本高。 从封头成形方式讲,有冷压成形、热压成形和旋压成形。对于壁厚较薄的封头,一般采用冷压成形。 采用调质钢板制造的封头或封头瓣片,为不破坏钢板调质状态的力学性能,节省模具制造费用,往往采用多点冷压成形法制造。 当封头厚度较大时,均采用热压成形法,即将封头坯料加热至900℃~1000℃。钢板在高温下冲压产生塑性变形而成形,此时对于有些材料(如正火态钢板),由于改变了原始状态的力学性能,为恢复和改善其力学性能,封头冲压成形后还要做正火、正火+回火或淬火+回火等相应的热处理。对于直径大且厚度薄的封头,采用旋压成形法制造是最经济最合理的选择。
石油化工储运系统罐区设计规范
石油化工储运系统罐区设计规范SHT3007-2007 石油化工储运系统罐区设计规范 1 范围 本规范规定了石油化工储运系统罐区储罐的选用、常压、低压和压力储罐区的设计原则和技术要求本规范适用于石油化工企业的液体物料(包括原料、成品及辅助生产物料)储运系统地上钢制储罐区的新建工程设计。改扩建工程可参照执行。 本规范不适用于液化烃的低温常压储罐区设计。 2 规范性引用文件 下列文件中条款通过本规范的引用面成为本规范的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修改版均不适用于本规范,然而,鼓励根据本规范达成协议的歌方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本规范。 GB50074 石油库设计规范 GB50160 石油化工企业设计防火规范 SH3022 石油化工设备和管道涂料防腐蚀技术规范 SH3063 石油化工企业可燃气体和有毒气体监测报警设计规范 SH3074 石油化工钢 制压力容器 SH/T3036 液化烃球形储罐安全设计规范国家质量技术监督局压力容器安全技术监察规程 3 一般规定 罐区的布置应遵守下列原则: 原料罐区宜靠近相应的加工装置;成品罐区宜靠近装车台或装船码头;罐区的位置应结合液体物料的流向布置;宜利用地形使液体物料自留输送;性质相近的液体物料储罐宜布置在一起。可燃液体的储存温度应按下列原则确定: 应高于可燃液体的凝固点(或结晶点),低于初馏点;应保证可燃液体质量,减少损耗;应保证可燃液体的正常输送;应满足可燃液体沉降脱水的要求; 加有添加剂的可燃液体,其储存温度尚应满足添加剂的特殊要求;应合理利用热能;需加热储存的可燃液体储存温度应杜宇其自然点; 对一些性质特殊的液体化工品,确定的储存温度应能避免自聚物和氧化物的产生。 可燃液体的储存温度可选用表1推荐值。 储罐选用 储罐容量
储罐焊接方案重要
T03、T04 主要焊接方案 根据母材化学成份和力学性能分析和焊缝使用性能要求,结合我单位施工的技术力量和以往施工的经验,罐主体焊接方法选择如下: 罐壁板焊缝全部采用自动焊接工艺:纵缝采用CO2药芯双保护自动焊接,焊机为VEGA-VB-AC型气电立焊机;横缝采用美国林肯AGWISINGLE型埋弧自动焊机;罐底中幅板的焊接采用半自动焊打底+碎焊丝+高速埋弧自动焊盖面成型;罐底大角缝采用手工焊内外打底,角缝自动焊填充盖面;浮顶及附件的焊接采用CO2半自动焊和手工电弧焊相结合的焊接方法,其中浮顶底板必须采用手工电弧焊。 罐底的焊接 为减少罐底的焊接变形,采用自由收缩法施工,罐底组对焊接顺序为:边缘板组对、点焊→焊接边缘板外侧300mm焊缝→中幅板短焊缝组对焊接→长焊缝组对焊接→组对焊接通长缝→边缘板与壁板大角缝组对焊接→边缘板剩余对接焊缝焊接→边缘板与中幅板收缩缝组对焊接。 6.1.1罐底中幅板的焊接 1、罐底中幅板全部为对接加垫板的结构形式。罐底施焊两遍,初层焊的焊肉为7mm,凸出部分采用砂轮机打磨至 6 mm,并进行着色检查,合格后再施焊第二遍。中幅板的焊接方法为:打底焊采用CO2气体保护半自动焊,盖面采用添加碎焊丝的高速埋弧自动焊。焊接工艺如下: 2、中幅板的组对点焊要严格按焊接作业指导书规定的程序执行。 3、中幅板组对完后,应用钢丝刷清除干净坡口及两侧25mm内的锈、赃物,方可进行施焊。 4、罐底中幅板焊接时应采用分段退步施焊。先焊短缝,后焊长缝,最后施焊通长缝。通长缝焊前应使用大型槽钢及龙门板进行加固,以减少焊接变形。通长缝的焊接,由中心开始向两侧分段退步施焊,焊至距边缘板300mm处停止施焊。 5、对较多平行排列的焊缝(长缝),应由二台焊机从中心向外对称隔缝施焊,施焊程序如附图2: 6.为减少中幅板短缝和长缝在焊接后两端产生的下凹变形,中幅板短缝和长缝的端部应在焊道两侧加短背杠,同时端部焊接预留长度尽量短,以不焊至垫板为原则。 6.1.2边缘板的焊接 1、边缘板的焊接采用手工电弧焊,顺序为:先焊外侧500mm,由外向内施焊,注意层间接头相
《立式圆筒形钢制焊接油罐施工及验收规范》GB50128-2014附表 (2)
《立式圆筒形钢制焊接油罐施工及验收规范》GB50128-2014附表 (2)
表C.0.1 储罐交工验收证书 单项工程名称:(项目名称) 储罐交工验收证书 单项工程编号: 单位工程名称单位工程编号 储罐公称容积储罐编号 结构形式罐体材料 设计单位盛装物料 开工日期竣工日期 验收意见:
建设单位监理单位质量监督单位承包单位 代表: (公章) 年月日总监理工程师: (公章) 年月日 现场代表: (公章) 年月日 质量检查员: 技术负责人: (公章) 年月日表C.0.2 储罐基础复测记录 (项目名称) 储罐基础复测记录 单项工程名称: 单项工程编号:单位工程名称单位工程编号 储罐编号复测日期 储罐公称容积 m3储罐直径 m 检查项目允许值 (㎜) 实测值 (㎜) 检查项目 允许值 (㎜) 实测值 (㎜) 基础中心标高差环墙周 向标高 差10m内任意两点 基础中心轴线偏差全圆周内任意两点基础单面倾斜度偏差沥青砂倾斜基础平行线
基础直径偏差表面平 整度周向 基础环梁宽度偏差径向 同心圆或平行线编号计算标高 ㎜ 实测点标高差(㎜) 任意两点 最大高差 (mm) 相邻两 点最大 高差 (mm) 复测结果确认: 附:储罐基础同心圆及测点编号布置图 监理单位接收单位交出单位 监理工程师: 年月日技术负责人: 年月日 技术负责人: 年月日 表C.0.3 储罐壁板组装检查记录 (项目名称)储罐壁板组装检查记录单项工程名称:单项工程编号: 单位工程名称单位工程编号 储罐名称储罐规格储罐编号第一圈壁板上口水平度(mm) 允许值 实测最大值 罐壁圈板编号纵缝错边量 (mm) 环缝错边 量 (mm) 周长 (mm) 水平半径 (mm) 垂直度 (mm) 凸凹度 (mm) 允实测最允实测允实测值允实测允实测允实测最
石油化工储罐区管道工艺与配管工艺
石油化工储罐区管道工艺与配管工艺 摘要: 石油化工工程工艺复杂多样,化工产品的获得主要通过原料油的进一步化学 加工获得,通过对原料油进行裂解,生成乙烯、丙烯、苯、甲苯等基本化工原料,再通过对基本化工原料的深加工,获得有机化工原料及合成材料。根据不同炼油 厂的不同分工,主要生产化工产品也有所不同,可分为燃料油型、燃料润滑油型、燃料化工型和燃料润滑油化工型,生产工艺复杂,条件苛刻,这就要求生产基础 设施的牢靠,石油化工工程工艺管道安装是保证安全生产的重要环节,这就对安 装工艺提出了更高的要求,本文基于石油化工储罐区管道工艺与配管工艺展开论述。 关键词:石油化工;储罐区;管道工艺与配管工艺 引言 储罐区的配管不同于装置区配管,储罐区配管基本上是在一个平面上进行, 并且具有一定的规则,而且一些规定必须强制执行。储罐区配管的不合理可能造 成很多影响,可能会对泵的性能和现场操作人员的可操作性产生很大影响,并可 能造成整个储罐区甚至下游装置不能正常运行。罐区配管不仅要严格执行相关规 范要求,并且要遵从现场操作人员的一些要求,看似合理美观的配管也有可能造 成现场操作不便。在管道安装前,参与施工的技术人员和操作工人,必须认真识 读设计图纸及其技术说明文件,明确设计意图,了解设计要求,严格按照图纸施工,不能随意更改管线的走向。 1化工储罐管道施工要点 管道安装是储罐布局工作中非常重要的一个环节,管道安装工作质量能够直 接影响到整个工程的质量。在进行有关罐体以及管道的施工时,施工单位要重视 以下几个部分。(1)油罐安装过程在开始油罐安装工作之前,首先要对安装过 程中需要用到的设备进行检测,保证设备不会产生开裂现象以及其他各种故障, 在检测完成后要给予合格的资格证书,确保设备能够投入使用。(2)管道安装 过程,在开始管道的安装工作之前,负责工程施工的工作人员一定要先对施工图 纸进行了解。在进行管道封闭操作之前要确保管道的型号以及规格等各项数据都 没有错误,然后才可以进行之后的操作。此外,在进行管道设备测量的过程中一 定要保留误差。在进行管道安装工作时,要注意对坡口部分的处理,为了保证内 部应力的稳定,不可以强制对坡口进行焊接。(3)管道的施工,在进行管道施 工时,进行管道运输以及使用吊机进行安装的过程中,要保护好管道,防止发生 变形。在完工后,要将管道内部存在的各种杂物全部清理出去,防止各种杂物的 存在,导致工程的运行不能达到相关目标要求。 2石油化工工程工艺管道安装常见的问题 石油化工装置中,工艺管道设计工艺复杂度高,施工要求高。近年来,国内 石油化工装置的工艺管道设计、施工环节中,经常出现各种问题,后果包括管道 腐蚀、管道爆炸等。结合事故后期调研结果可发现,对相应化工装置中,管道设 计的不合理状况频发,大部分由于设计原因造成。对厂区工作人员造成严重的人 身危害,还会导致企业发生巨大经济损失,作为石油化工运输的主要方式,运输 管道质量出现问题,必然会对石油化工以及周边环境造成影响,浪费资源,如果 问题无法及时发现解决,会造成更大的损失。石油化工工程管道安装需要对整个 工程牵涉到问题一一核对,策划出合理方案,绘制科学的施工图纸进行指导,并
大型壳体结构的焊后整体热处理
1997年4月第18卷第2期东北大学学报(自然科学版) Journal o f Northeastern University(Natural Science) Apr.1997 Vo l.18,No.2 大型壳体结构的焊后整体热处理 李 友 王全山 王嘉麟 冯泽民(东北大学材料与冶金学院,沈阳 110006) 孙亚德 (冶金工业部第13冶,太原 030008) 摘 要 高速喷嘴内燃法现场焊后整体热处理是适用于大型壳体结构的有效的热处理方法. 这种方法不仅有足够大的加热能力,而且适应性强,便于操作并达到均匀加热.这一技术在各 类球罐、大型转炉、卤水澄清器及薄壁球罐稳定结构尺寸等方面的应用已显见成效.本文将介 绍这方面的要点. 关键词 焊后热处理,内燃法,热工计算. 分类号 T G156 大型壳体结构的焊后整体热处理是一项复杂的工程技术,它不仅需要足够大的加热能力以保证工艺要求的升温速度和加热温度,同时还要求加热的均匀性,以减少加热壳体的各处温差.目前我国应用最广的焊后整体热处理方法是高速燃油喷嘴内燃法.这种方法自1976年由东北大学试验研究成功以来,已对50~5000m3的几百台各类球罐及转炉炉壳、卤水澄清器等成功地进行了焊后整体热处理,并已达到了国际先进水平.实践证明这种方法是对大型壳体结构进行现场焊后整体热处理的最简便易行、最有效的方法之一. 1 球罐的焊后整体热处理 最适于球罐焊后整体热处理的高速喷嘴内燃法是将罐体本身做炉膛,在球罐的下人孔安装高速燃油喷嘴及附助工装;上人孔做为排烟道,球壁外侧包敷好保温材料,在球内进行燃烧,使之形成良好的循环的热气流,通过循环的热气流将热量导给球壁从而达到均匀加热的效果.用这种方法对球罐进行整体热处理的工装示意图见图1所示.它包括以下几个部分[1]: (1)高速燃油喷嘴及其喷射引风系统(图中11,14,15).(2)燃油输供系统,包括油泵、油贮槽、输油管路及控制台柜阀组(图中3,4,5,6,7).(3)高压雾化空气供应系统,包括空气压缩机送风管路及控制台柜阀组(图中16,18,19).(4)点火器及燃气供应系统(图中1,2,12,13). (5)球罐外表面保温设施(图中8).(6)测温系统,包括热电偶、补偿导线、自动测温记录仪表(图中20,21,22).(7)球罐在加热和冷却过程中的柱脚移动系统(图中17). 目前我国常用的几种高速燃油喷嘴及燃烧能力见表1. 1996-06-04收到. 男,51,副教授; 男,62,教授. 国家 九五 重点推广项目.
立式圆筒形钢制焊接储罐盘梯
立式圆筒形钢制焊接储罐盘梯 整体安装法的探索及应用 【摘要】 立式圆筒形钢制焊接储罐是油田地面产能建设项目的主要部分。在储罐制造时,盘梯的制作又是关键内容之一。采用盘梯整体安装法克服了以往分段安装法的诸多缺点,提高了工效,保证了施工质量。 【关键词】 储罐 盘梯 整体安装法 一、 前言 我公司承揽的各类立式圆筒形钢制焊接储罐,一般情况下都是工作量大,甲方规定的工期短,特别紧张,而我们的人员、设备是有限的,这就对我们的施工管理提出了更高的要求,为我们技术人员、现场施工人员充分发挥自己的聪明才智、进行技术创新、不断提高工效提供了广阔的空间。我针对以往储罐盘梯分段制作安装存在效率低、质量差、危险性高的缺点,在实际工作中不断进行探索,最终创造出了盘梯整体安装法。 二、 储罐盘梯整体安装法施工流程 三、 分析计算、整体安装 施工流程中前三项与以往施工基本相同,这里不再叙述,我着重研究了后面两项。在盘梯预制过程中又分为盘梯内外侧板下料、 盘梯内外侧板上踏步间距样板制作、放线、踏步板安装。 (一) 盘梯内外侧板下料 1. 计算盘梯内、外侧板长度 材料验收
t 外=2×π×(R+δ+a+δ/2)×α/360 L 内=22h t +内 L 外=22h t +外
以5000m 3罐上盘梯为例计算该盘梯内、外侧板长度。已知盘梯各项参数如下:(单位 mm ) α=31° h=6500 R=12012 δ=8 a=650 b=160 则:t 内=2×π×(12012+8/2)×31/360=6501.3 t 外=2×π×(12012+8+650+8/2)×31/360=6857.3 L 内=2265003.6501+=9193 L 外=2265003.6857+=9448 2. 下料 根据计算得出的数据进行划线,气割下料。 (二) 盘梯内外侧板上踏步间距样板制作 1. L 1=c/sin θ L 2=b/sin θ θ=arctg (h/t 内) 以5000m 3罐上盘梯为例计算该盘梯内侧板上的踏步间距样板各边长度尺寸。已知c=250mm ,b=160mm ,h=6500mm ,t 内由前面计算其值为t 内=6501.3mm 。 θ= arctg (h/t 内)= arctg (6500/6501.3)≈45° L 1=c/sin θ=250/sin45=353.6mm L 2=b/sin θ=160/sin45=226.3mm 2. 计算外侧板上的踏步间距样板各边长度尺寸
2021版大型石油储罐设计选型与安全
2021版大型石油储罐设计选型 与安全 Security technology is an industry that uses security technology to provide security services to society. Systematic design, service and management. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0263
2021版大型石油储罐设计选型与安全 大型储罐有节省钢材、占地少、投资省、便于操作、管理等优点。随着国民经济的飞速发展,我国油品储罐越来越趋向大型化。国内第一座10万立方米大型钢制原油外浮顶储罐于1985年从日本引进。发达国家建造、使用大型储罐已有近30年历史,而我国尚处于起步阶段。影响大型储罐安全运营的因素很多,一旦发生事故,就可能引发重大事故,损失将十分惨重。因此,迫切需要及时总结经验,提出改进措施。笔者对其中的主要安全问题进行分析,并提出对策,为工程设计提供参考。 目前,我国成品油储罐主要有内浮顶储罐、拱顶储罐两种型式。由于内浮顶罐的浮顶随油面的升降而升降,浮顶与液面之间不存在气体空间,油品蒸发量小,因而基本上消除了大小呼吸损耗,既降低油品损耗外,又减少对大气的污染,所以,易蒸发的油品储罐多
采用铝浮盘内浮顶储罐。 密封装置:浮顶储罐绝大部分液面是被浮顶覆盖的,而浮顶与罐壁之间的环形空间要依靠密封装置来减少油品的蒸发损失及气候变化对油品的影响,密封材料应满足耐温、耐磨、耐腐蚀、阻燃、抗渗透、抗老化、等性能要求。油罐内浮顶与罐壁之间的密封带应采用丁腈胶带。 1大型原油储罐工程危险性分析 1.1原油危险性分析 原油为甲B类易燃液体,具有易燃性爆炸极限范围较窄,但数值较低,具有一定的爆炸危险性,同时原油的易沸溢性,应在救火工作时引起特别重视。 1.2火灾爆炸事故原因分析 原油的特性决定了火灾爆炸危险性是大型原油储罐最主要也是最重要的危险因素。发生着火事故的三个必要条件为:着火源、可燃物和空气。 着火源的问题主要是通过加强管理来解决,可燃物泄漏问题则
大型石油化工储罐火灾扑救(2020年)
( 安全技术 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 大型石油化工储罐火灾扑救 (2020年) Technical safety means that the pursuit of technology should also include ensuring that people make mistakes
大型石油化工储罐火灾扑救(2020年) 1大型储罐火灾的扑救程序 大型油罐火灾燃烧猛烈、火焰温度高、辐射热强、罐体易破坏,时常造成火灾蔓延扩散,扑救时需要人力物力多;其次,油罐的类型不同,着火和破坏的情况不同,需采用的灭火方法不同和所采用的灭火器材也不同。为了能及时迅速的控制火势,扑灭油罐火灾,必须了解火灾情况,采用正确的灭火方法,应用适当的灭火器材。据作者多年灭火作战实际经验,对火灾扑救程序总结如下: 1)火情判断和估计。储罐着火后,火势非常凶猛,瞬间浓烟滚滚,形成大火。因此,正确判断和估计火情,对尽快控制火势,防止火灾蔓延,迅速扑灭以及保障人员安全都是很重要的。在火灾发生后,应迅速查明下列情况:①着火罐的类型、直径、高度、油品性质、储油高度、底水厚度及油罐可能的破坏情况等。②火场周围的
环境及可供进攻的线路,油品外溢流敝或油罐破坏的可能部位。③着火部位、燃烧形式及对周围的威胁程度。④观察火焰颜色,判断有无产生爆炸的可能性。⑤根据罐内液位高度、水垫层厚度、热波传播速度,估计可能发生沸溢的时间。2)注意灭火原则。储罐一旦着火,火场情况非常复杂,瞬息万变。但无论在什么情况下都应进行灭火战斗,迅速控制火势,防止火灾蔓延,以保证人员安全为首要任务。①先控制,后灭火。②集中优势兵力,速战速决。③做好灭火防范措施。3)在确定灭火方案时,应根据当时实际情况,在控制火势的同时,判断灭火的可能性和火灾蔓延的危害性。必要时,可放弃灭火,让其在限制范围内燃烧,把重点放在控制和防止火灾蔓延上,以制止造成更大的损失。 2几种常见类型油罐火灾灭火方法及注意事项 通过对油罐火灾灭火的相关研究,我们总结出几种常见油罐火灾灭火的方法和注意事项。 2.1喷射火炬型油罐火灾扑救 火灾发生时油罐顶盖未被炸掉,油蒸汽通过油罐裂缝、透气阀、
储罐焊接方法(重要)
T03、T04主要焊接方案 根据母材化学成份和力学性能分析和焊缝使用性能要求,结合我单位施工的技术力量和以往施工的经验,罐主体焊接方法选择如下: 罐壁板焊缝全部采用自动焊接工艺:纵缝采用CO2药芯双保护自动焊接,焊机为VEGA-VB-AC型气电立焊机;横缝采用美国林肯AGWISINGLE型埋弧自动焊机;罐底中幅板的焊接采用半自动焊打底+碎焊丝+高速埋弧自动焊盖面成型;罐底大角缝采用手工焊内外打底,角缝自动焊填充盖面;浮顶及附件的焊接采用CO2半自动焊和手工电弧焊相结合的焊接方法,其中浮顶底板必须采用手工电弧焊。 6.1罐底的焊接 为减少罐底的焊接变形,采用自由收缩法施工,罐底组对焊接顺序为:边缘板组对、点焊→焊接边缘板外侧300mm焊缝→中幅板短焊缝组对焊接→长焊缝组对焊接→组对焊接通长缝→边缘板与壁板大角缝组对焊接→边缘板剩余对接焊缝焊接→边缘 板与中幅板收缩缝组对焊接。 6.1.1罐底中幅板的焊接 1、罐底中幅板全部为对接加垫板的结构形式。罐底施焊两遍,初层焊的焊肉为7mm,凸出部分采用砂轮机打磨至6 mm,并进行着色检查,合格后再施焊第二遍。中幅板的焊接方法为:打底焊采用CO2气体保护半自动焊,盖面采用添加碎焊丝的高速埋 2、中幅板的组对点焊要严格按焊接作业指导书规定的程序执行。 3、中幅板组对完后,应用钢丝刷清除干净坡口及两侧25mm内的锈、赃物,方可进 行施焊。 4、罐底中幅板焊接时应采用分段退步施焊。先焊短缝,后焊长缝,最后施焊通长缝。通长缝焊前应使用大型槽钢及龙门板进行加固,以减少焊接变形。通长缝的焊接,由中心开始向两侧分段退步施焊,焊至距边缘板300mm处停止施焊。
《立式圆筒形钢制焊接油罐施工及验收规范》GB50128-2014附表
表C.0.1 储罐交工验收证书 (项目名称)储罐交工验收证书 单项工程名称: 单项工程编号:单位工程名称单位工程编号 储罐公称容积储罐编号 结构形式罐体材料 设计单位盛装物料 开工日期竣工日期 验收意见: 建设单位监理单位质量监督单位承包单位 代表: (公章) 年月日总监理工程师: (公章) 年月日 现场代表: (公章) 年月日 质量检查员: 技术负责人: (公章) 年月日
表C.0.2 储罐基础复测记录 (项目名称) 储罐基础复测记录 单项工程名称: 单项工程编号:单位工程名称单位工程编号 储罐编号复测日期 储罐公称容积 m3储罐直径 m 检查项目允许值 (㎜) 实测值 (㎜) 检查项目 允许值 (㎜) 实测值 (㎜) 基础中心标高差环墙周 向标高 差10m内任意两点 基础中心轴线偏差全圆周内任意两点 基础单面倾斜度偏差 沥青砂 表面平 整度倾斜基础平行线 基础直径偏差周向基础环梁宽度偏差径向 同心圆或平行 线编号计算标高 ㎜ 实测点标高差(㎜) 任意两点 最大高差 (mm) 相邻两 点最大 高差 (mm) 复测结果确认: 附:储罐基础同心圆及测点编号布置图 监理单位接收单位交出单位 监理工程师: 年月日技术负责人: 年月日 技术负责人: 年月日
表C.0.3 储罐壁板组装检查记录 (项目名称)储罐壁板组装检查记录单项工程名称:单项工程编号: 单位工程名称单位工程编号 储罐名称储罐规格储罐编号第一圈壁板上口水平度(mm) 允许值 实测最大值 罐壁圈板编号纵缝错边量 (mm) 环缝错边量 (mm) 周长 (mm) 水平半径 (mm) 垂直度 (mm) 凸凹度 (mm) 允 差 实测最 大值 允 差 实测 最大 值 允 差 实测值 允 差 实测 最大 值 允 差 实测 值 允 差 实测最 大值 说明: 结论: 监理单位总承包单位施工单位 监理工程师: 年月日专业工程师: 年月日 专业工程师: 技术负责人: 年月日
液化石油气储罐设计说明书-
1003m液化石油气储罐设计 绪论 m或随着我国化学工业的蓬勃发展,各地建立了大量的液化气储配站。对于储存量小于5003 m时.一般选用卧式圆筒形储罐。液化气储罐是储存易燃易爆介质.直接关系到单罐容积小于1503 人民生命财产安全的重要设备。因此属于设计、制造要求高、检验要求严的三类压力容器。本次设m液化石油气储罐设计即为此种情况。 计的为1003 液化石油气贮罐是盛装液化石油气的常用设备, 由于该气体具有易燃易爆的特点, 因此在设计 这种贮罐时, 要注意与一般气体贮罐的不同点, 尤其要注意安全, 还要注意在制造、安装等方面的 特点。 目前我国普遍采用常温压力贮罐, 常温贮罐一般有两种形式: 球形贮罐和圆筒形贮罐。球形贮 罐和圆筒形贮罐相比: 前者具有投资少, 金属耗量少, 占地面积少等优点, 但加工制造及安装复杂, m或单罐容积大于2003m时选用球形贮焊接工作量大, 故安装费用较高。一般贮存总量大于5003 罐比较经济; 而圆筒形贮罐具有加工制造安装简单, 安装费用少等优点, 但金属耗量大占地面积大, m, 单罐容积小于1003m时选用卧式贮罐比较经济。圆筒形贮罐按安装方所以在总贮量小于5003 式可分为卧式和立式两种。在一般中、小型液化石油气站内大多选用卧式圆筒形贮罐, 只有某些特 殊情况下(站内地方受限制等) 才选用立式。本文主要讨论卧式圆筒形液化石油气贮罐的设计。 卧式液化石油气贮罐设计的特点。卧式液化石油气贮罐也是一个储存压力容器, 也应按GB150 《钢制压力容器》进行制造、试验和验收; 并接受劳动部颁发《压力容器安全技术监察规程》(简称 容规) 的监督。液化石油气贮罐, 不论是卧式还是球罐都属第三类压力容器。贮罐主要有筒体、封 头、人孔、支座以及各种接管组成。贮罐上设有液相管、液相回液管、气相管、排污管以及安全阀、 压力表、温度计、液面计等。
相关文档
- 大型原油储罐用高强钢焊接性能研究
- 钢制立式贮罐讲解
- 钢制拱顶储罐设计
- 大型石油储罐用高强钢板发展现状.
- 80m3液化石油储罐结构设计及焊接工艺设计
- 立式钢制焊接油罐设计总结
- 液化天然气储罐
- 立式圆筒形钢制焊接储罐计算软件
- 立式圆筒形钢制焊接储罐安全技术规范(AQ3053-2015)
- 立式圆筒形钢制焊接储罐安全技术规范(AQ3053-2015)
- 2004常压立式圆筒形钢制焊接储罐维护检修规程
- 油品储罐设计标准及管理要点87页
- 立式圆筒形钢制焊接储罐计算软件
- 常压圆筒形钢制焊接储罐 维护检修规程
- 常压圆筒形钢制焊接储罐 维护检修规程
- 大型钢制焊接储罐设计
- 钢制焊接石油储罐设备拱顶瓜瓣快速放样方法
- 油品储罐设计标准及管理要点
- 常压立式圆筒形钢制焊接储罐
- 立式圆筒形钢制焊接储罐防雷规范