标准 STL QC Flow Chart

作業流程:單面製程+CONN 工作
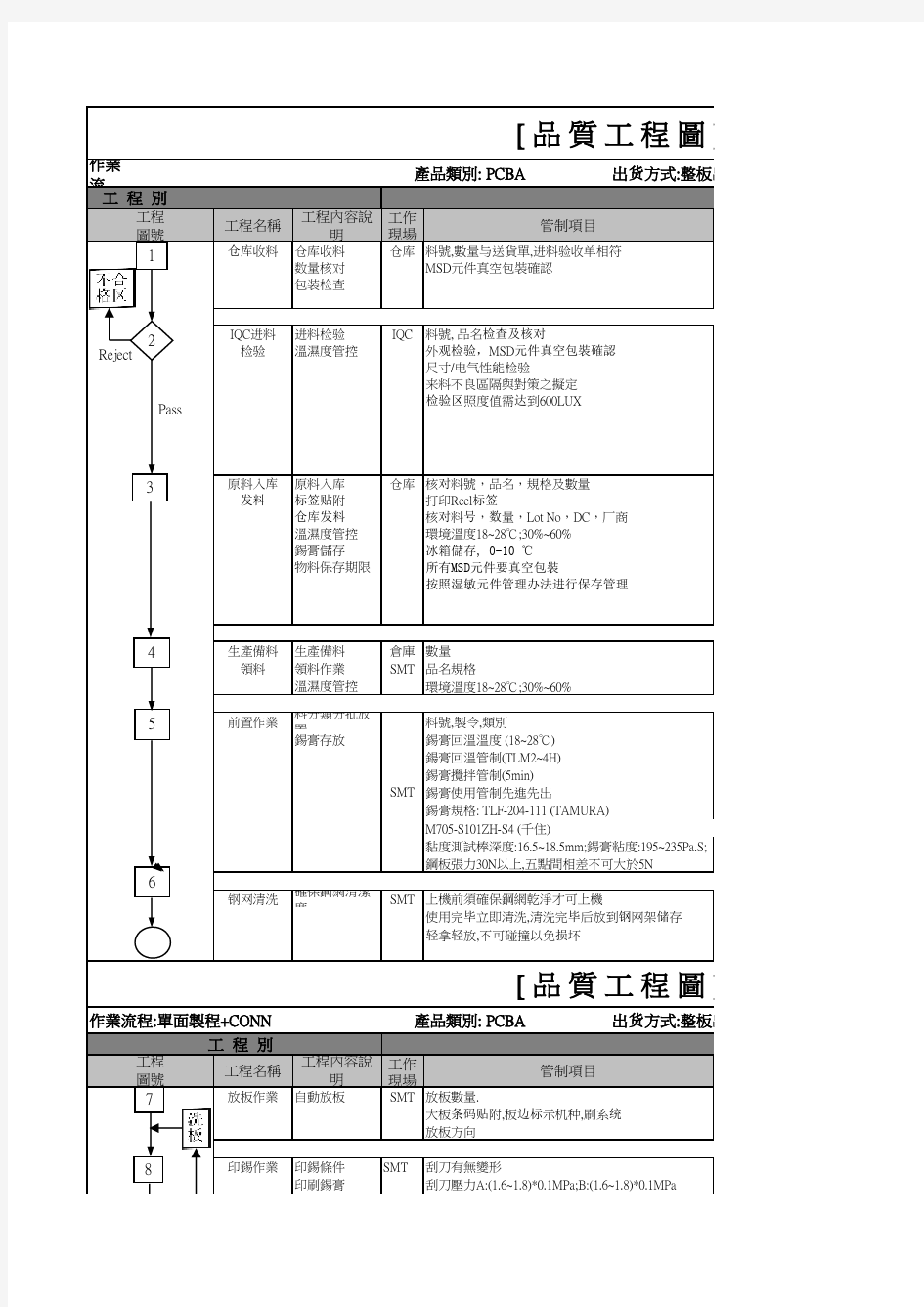
現場仓库收料
仓库收料仓库料號,數量与送貨單,进料验收单相符
作业指导书
数量核对MSD元件真空包裝確認
资材库房管制程序
包装检查
IQC进料进料检验IQC
料號, 品名检查及核对
作业指导书检验溫濕度管控
外观检验,MSD 元件真空包裝確認进料检验SIP 尺寸/电气性能检验
进料管理程序来料不良區隔與對策之擬定材料承认书
检验区照度值需达到600LUX
原料入库原料入库仓库核对料號,品名,規格及數量
作业指导书发料
标签贴附打印Reel 标签
供应商代码表
仓库发料核对料号,数量,Lot No,DC,厂商湿敏元件管理办法
溫濕度管控環境溫度18~28℃;30%~60%錫膏儲存冰箱儲存, 0-10 ℃物料保存期限
所有MSD元件要真空包裝
按照湿敏元件管理办法进行保存管理
生產備料生產備料倉庫數量
生产作业程序領料
領料作業SMT 品名規格
BOM表
溫濕度管控環境溫度18~28℃;30%~60%环境管理作业程序前置作業
料分類分批放置料號,製令,類別
BOM表
錫膏存放
錫膏回溫溫度 (18~28℃)錫膏管理規範
鍚膏回溫管制(TLM2~4H)錫膏攪拌管制(5min)錫膏使用管制先進先出
錫膏規格: TLF-204-111 (TAMURA)
M705-S101ZH-S4 (千住)
黏度測試棒深度:16.5~18.5mm;錫膏粘度:195~235Pa.S;鋼板張力30N以上,五點間相差不可大於5N
钢网清洗
確保鋼網清潔度SMT 上機前須確保鋼網乾淨才可上機
作业指导书
使用完毕立即清洗,清洗完毕后放到钢网架储存轻拿轻放,不可碰撞以免损坏
工作
現場放板作業
自動放板
SMT 放板數量.
自動送板機操作規範
大板条码贴附,板边标示机种,刷系统放板方向
印錫作業
印錫條件SMT
刮刀有無變形
自動錫膏印刷機操作規範印刷錫膏
刮刀壓力A:(1.6~1.8)*0.1MPa;B:(1.6~1.8)*0.1MPa
BOM表
管制項目
相關程序.規範
[ 品 質 工 程 圖 ]
產品類別: PCBA 出货方式:整板出货 文件版本: 1.6
工 程 別
工程圖號
工程名稱
工程內容說明
工 程 別
工程圖號
工程名稱
工程內容說明
SMT [ 品 質 工 程 圖 ]
作業流程:單面製程+CONN
產品類別: PCBA 出货方式:整板出货 文件版本: 1.6
管制項目
相關程序.規範
4
5
6
7
8
Reject
1
3
2
Pass
刮刀速度:A:20~30mm/s;B:20~30mm/s 作業指導書 鋼網擦拭頻率:每印刷3大片自動擦拭一次,手動為每零件位置圖20Panel PCB手动擦拭一次鋼網抽離速度:0.4~0.5mm/s 機種程式核對
锡膏厚度测试印錫位置檢驗
SMT 錫膏厚度:鋼網厚度的正60負10μm
PCBA檢驗規範印錫厚度檢驗錫膏位置
作業指導書
印錫外觀檢驗不良品的區隔 貼片作業
貼裝作業SMT 材料規格,位置核對
BOM表
料架管制換料核對替代料管理規範替代料管控程式核對手擺件管理規範手擺件管控
拋料分析
程式管理規範替代料數量,手擺件序號管控
零件位置圖
貼片檢查零件外观檢驗
SMT 极性反,漏件,錯件,立碑,漏印锡,反面,破損,偏移等
作業指導書不良品的區隔
零件位置圖
检验区照度值需达到600LUX 锡膏板不良现象图卡 回焊炉作業回流焊接
SMT 預熱區升温速度(℃/S),小于3.0℃/S (40~150)℃
回焊爐操作規範炉温测试
恒温时间(S):60~120sec(150~200)℃作業指導書
回流时间(S):220℃以上维持(30~60)sec 炉温参数对照表
峰值温度(℃):最高温度(230~245)℃冷却斜率:1~5℃/S
217~240℃升温斜率:0~1.5℃/S AOI檢測AOI自動檢查
DIP
AOI檢查程式作業指導書不良品管控
零件位置圖
检验区照度值需达到600LUX AOI不良现象图卡
参照不良样板
放板作業自動放板
SMT 放板數量.
自動送板機操作規範
放板机种.刷系统
放板方向
工作
現場
印錫作業
印錫條件SMT
刮刀有無變形
自動錫膏印刷機操作規範印刷錫膏
刮刀壓力A:(1.6~1.8)*0.1MPa;B:(1.6~1.8)*0.1MPa BOM表
刮刀速度:A:20~30mm/s;B:20~30mm/s
作業指導書 鋼網擦拭頻率:每印刷3大片自動擦拭一次,手動為每零件位置圖
20Panel PCB手动擦拭一次鋼網抽離速度:0.4~0.5mm/s 機種程式核對
DIP插件放Connector DIP
Connector規格型號確認端子手摆作業指導書必须使用插端子治具作业.注意手插端子子端子角抹锡.
PCB送入回焊炉时应轻放,避免因振动引起端子摇摆造成浮高.
回焊炉作業回流焊接
SMT 預熱區升温速度(℃/S),小于3.0℃/S (40~150)℃
回焊爐操作規範炉温测试
恒温时间(S):60~120sec(150~200)℃作業指導書
回流时间(S):220℃以上维持(30~60)sec
炉温参数对照表
[ 品 質 工 程 圖 ]
作業流程:單面製程+CONN
產品類別: PCBA 出货方式:整板出货 文件版本: 1.6
工 程 別
相關程序.規範
工程名稱
工程內容說明管制項目
工程圖號
NG 9
10
17
NG
OK
1
12
13
14
OK
15
16
NG
峰值温度(℃):最高温度(230~245)℃冷却斜率:1~5℃/S
217~240℃升温斜率:0~1.5℃/S
收板作業手动收板DIP 機種標示(依SOP要求作業)收板作业规范
Lable貼附Lable貼附位置DIP
Lable內容核對
作業指導書作業
Lable外觀檢查Lable貼附位置確認
標籤編碼原則大小板关联
Lable是否有破損,翹起, 字跡不清等現象產品檢驗規範
外观检验
成品外觀檢查DIP
外觀不良贓污,變形,零件破損,浮高,歪斜作業指導書成品錫面檢查
LABEL外觀PCBA檢驗規範
不良品的區隔
检验区照度值需达到600LUX FQC檢驗成品品質檢驗DIP
成品檢驗
作業指導書成品不良區隔與對策之擬定PCBA檢驗規範機種履歷表成品檢驗程序
序號管控
检验区照度值需达到600LUX
工作
現場
包裝作業
成品包裝作業
DIP
機種名稱
作業指導書
包裝方式,數量外箱標示作業
成品入庫
合格成品入庫倉庫機種,數量
生產管理程序
作業先進先出
OQC檢驗
成品品質抽樣SMT 成品檢驗
作業指導書檢驗
成品不良區隔與對策之擬定PCBA檢驗規範成品庫存管理成品檢驗程序
機種履歷表
检验区照度值需达到600LUX
成品出貨成品出貨倉庫
機種,數量成品出貨管理程序
出貨檢驗報告出貨資料
核准:林金宏
[ 品 質 工 程 圖 ]
作業流程:單面製程+CONN
產品類別: PCBA 出货方式:整板出货 文件版本: 1.6
工 程 別
備注:□:符號表示動作,處理,▽ :符號表示結束,◇:符號表示審查,檢驗 ,○:符號表示連接
相關程序.規範
工程圖號
工程名稱
工程內容說明管制項目审核:杨伟
NG Reject
2
23
24
20
21
18
19
22
Reject
Pass
OK
Pass
文件版本: 1.6 修改日期: 11/04/30
文件版本: 1.6 修改日期: 11/04/30
文件版本: 1.6 修改日期: 11/04/30
文件版本: 1.6 修改日期: 11/04/30
連接
杨伟制定:朱贤谋