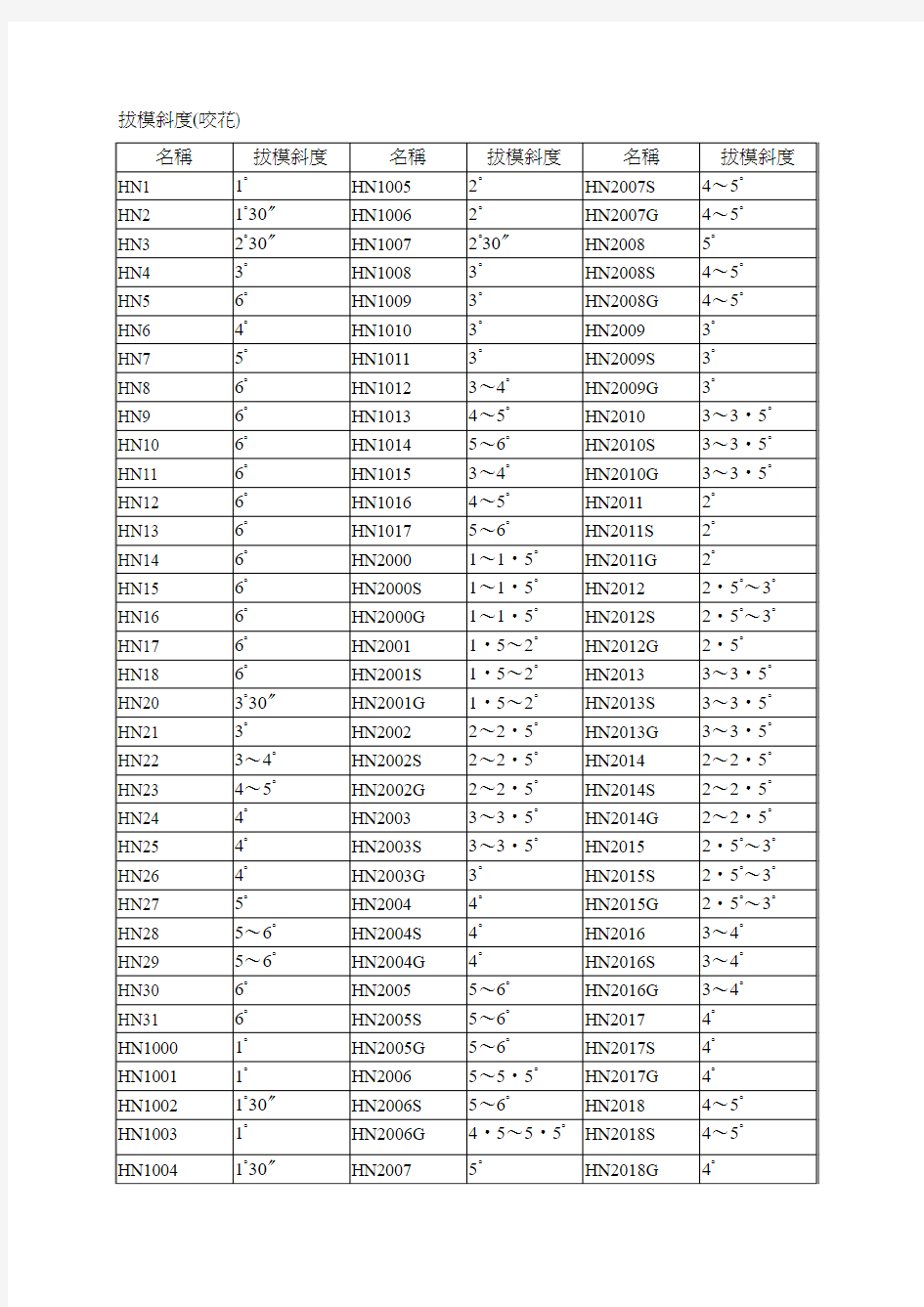
拔模斜度与咬花打光对照表

咬花前模仁打光面粗度
模斜度(特殊起模斜度)
目的:
防止離型不良(附著、拉傷、毛邊等外觀不良)
離型不良防止的起模斜度標準
壁的高度(深度)
2mm以下0°
2mm以上5mm以下1°
5mm以上 2 °
注)上記的標準以寸法公差範圍內處理,若因形狀關係而使成形品附著於固定側時,可使可動側之起模斜度為0。
制定工艺规程步骤和方法(参考)
制定工艺规程步骤和方法 .分析设计对象 阅读零件图,了解其结构特点、技术要求及其在所装配部件中的作用(如有装配图,可参阅)。分析时着重抓住主要加工面的尺寸、形状精度、表面粗糙度以及主要表面的相互位置精度要求,做到心中有数。 .确定毛坯制造方法及总余量,画毛坯图 确定毛坯种类和制造方法时应考虑与规定的生产类型(批量)相适应。对应锻件,应合理确定其分模面的位置,对应铸件应合理确定其分型面及浇冒口的位置,以便在粗基准选择及确定定位和夹紧点时有所依据。 查手册或访问数据库,确定主要表面的总余量、毛坯的尺寸和公差。如若对查表值或数据库所给数据进行修正,需说明修正的理由。 绘制毛坯图。毛坯轮廓用粗实线绘制,零件实体用双点画线绘制,比例尽量取1:1。毛坯图上应标出毛坯尺寸、公差、技术要求,以及毛坯制造的分模面、圆角半径和拔模斜度等。 .制定零件工艺规程 零件的结构、技术特点和生产批量将直接影响到所制定的工艺规程的具体内容和详细程度,这在制定工艺路线的各项内容时必须随时考虑到。 (1)表面加工方法的选择 针对主要表面的精度和粗糙度要求,由精到粗地确定各表面的加工方法。可查阅工艺手册中典型表面的典型加工方案和各种加工方法所能达到的经济加工精度,选择与生产批量相适应的加工方案和加工方法,对其它加工表面也作类似处理。 (2)定位基准的选择 根据定位基准的选择原则,并综合考虑零件的特征及加工方法,选择零件表面最终加工所用精基准和中间工序所用的精基准以及最初工序的粗基准。 (3)拟定零件加工工艺路线 根据零件加工顺序安排的一般原则及零件的特征,拟定零件加工工艺路线。在各种工艺资料中介绍的各种典型零件在不同产量下的工艺路线(其中已经包括
塑料产品结构设计第三章拔模斜度
第三章拔模斜度 基本设计守则 塑胶产品在设计上通常会为了能够轻易的使产品由模具脱离岀来而需要在边缘的内侧和外侧各设有一个倾斜角为出模角。若然产品附有垂直外壁并且与开模方向相同的话,则模具在塑料成型後需要很大的开模力才能打开,而且,在模具开启後,产品脱离模具的过程亦相信十分困难。要是该产品在产品设汁的过程上已预留岀模角及所有接触产品的模具零件在加工过程当中经过高度抛光的话,脱模就变成轻而易举的事情。因此,岀模角的考虑在产品设汁的过程是不可或缺的,因注塑件冷却收缩後多附在凸模上,为了使产品壁厚平均及防止产品在开模後附在较热的凹模上,出模角对应於凹模及凸模是应该相等的。不过,在特殊情况下若然要求产品於开模後附在凹模的话,可将相接凹模部份的出模角尽量减少,或刻意在凹模加上适量的倒扣位。 岀模角的大小是没有一肚的准则,多数是凭经验和依照产品的深度来决泄。此外,成型的方式,壁厚和塑料的选择也在考虑之列。一般来说,高度抛光的外壁可使用1/8度或1/4 度的出模角。深入或附有织纹的产品要求出模角作相应的增加,习惯上每O.O25m m深的织纹,便需要额外1度的出模角。岀模角度与单边间隙和边位深度之关系表,列出出模角度与单边间隙的关系,可作为塞考之用。此外,当产品需要长而深的筋及较小的岀模角时,顶针的设计须有特别的处理,见对深而长加强筋的顶针设计图。 出模角度与单边间隙和边位深度之关系表
拔模斜度:为便于拔模,塑件壁在岀模方向上应具有倾斜角度(】,其值以度数表示(参见表2-4 )o 3. 1拔模斜度确定要点 (1)制品精度要求越高,拔模斜度应越小。 (2)尺寸大的制品,应采用较小的拔模斜度。 (3)制品形状复杂不易拔模的,应选用较大的斜度。 (4)制品收缩率大,斜度也应加大。 (5)增强塑料宜选大斜度,含有自润滑剂的塑料可用小斜度。 (6)制品壁厚大,斜度也应大。
(完整版)咬花标准
蚀纹标准 一.Mold-Tech Mold-Tech A Mold-Tech B Ptn.#Depth Angle Ptn.#Depth Angle MT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046° MT-110800.0023°MT-112400.0015 2.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254° MT-111100.00254°MT-112550.0023° MT-111200.0023°MT-112600.0046° MT-111300.00254°MT-112650.0057° MT-111400.00254°MT-112700.0046° MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558° Mold-Tech C Mold-Tech D Ptn.#Depth Angle Ptn.#Depth Angle MT-113000.0025 3.5°MT-114000.0023°MT-113050.0057.5°MT-114050.00254°MT-113100.0057.5°MT-114100.0035 5.5°MT-113150.001 1.5°MT-114150.0023° MT-113200.00254°MT-114200.00254° MT-113250.003 4.5°MT-114250.0035 5.5°MT-113300.0023°MT-114300.00710° MT-113350.0023°MT-114350.01015° MT-113400.003 4.5°MT-114400.0005 1.5°MT-113450.003 4.5°MT-114450.0015 2.5°MT-113500.0035 5.5°MT-114500.00254°MT-113550.00254°MT-114550.003 4.5°MT-113600.0035 5.5°MT-114600.0035 5.5°MT-113650.00457°MT-114650.0057.5°MT-113700.0046°MT-114700.0023° MT-113750.0046°MT-114750.0023°
塑料产品结构设计拔模斜度
塑料产品结构设计拔模斜 度 The latest revision on November 22, 2020
第三章拔模斜度 基本设计守则 塑胶产品在设计上通常会为了能够轻易的使产品由模具脱离出来而需要在边缘的内侧和外侧各设有一个倾斜角为出模角。若然产品附有垂直外壁并且与开模方向相同的话,则模具在塑料成型後需要很大的开模力才能打开,而且,在模具开启後,产品脱离模具的过程亦相信十分困难。要是该产品在产品设计的过程上已预留出模角及所有接触产品的模具零件在加工过程当中经过高度抛光的话,脱模就变成轻而易举的事情。因此,出模角的考虑在产品设计的过程是不可或缺的,因注塑件冷却收缩後多附在凸模上,为了使产品壁厚平均及防止产品在开模後附在较热的凹模上,出模角对应於凹模及凸模是应该相等的。不过,在特殊情况下若然要求产品於开模後附在凹模的话,可将相接凹模部份的出模角尽量减少,或刻意在凹模加上适量的倒扣位。 出模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。此外,成型的方式,壁厚和塑料的选择也在考虑之列。一般来说,高度抛光的外壁可使用1/8度或1/4度的出模角。深入或附有织纹的产品要求出模角作相应的增加,习惯上每深的织纹,便需要额外1度的出模角。出模角度与单边间隙和边位深度之关系表,列出出模角度与单边间隙的关系,可作为叁考之用。此外,当产品需要长而深的筋及较小的出模角时,顶针的设计须有特别的处理,见对深而长加强筋的顶针设计图。 出模角度与单边间隙和边位深度之关系表
拔模斜度:为便于拔模,塑件壁在出模方向上应具有倾斜角度α,其值以度数表示(参见表2-4)。 拔模斜度确定要点 (1) 制品精度要求越高,拔模斜度应越小。 (2) 尺寸大的制品,应采用较小的拔模斜度。 (3) 制品形状复杂不易拔模的,应选用较大的斜度。 (4) 制品收缩率大,斜度也应加大。 (5) 增强塑料宜选大斜度,含有自润滑剂的塑料可用小斜度。 (6) 制品壁厚大,斜度也应大。
工程图标注方法与技巧
1.轴套类零件 这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。 在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。由此注出图中所示的Ф14 、Ф11(见A-A断面)等。这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。 如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。 2.盘盖类零件 这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。 3.叉架类零件 这类零件一般有拨叉、连杆、支座等零件。由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
咬花规格
咬花MT版常用規格表 ( 每千分之一英寸, 拔模為1°-1.5°) Mold-Tech A Mold-Tech B Ptn.#Depth Angle Ptn.#Depth Angle MT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046°MT-110800.0023°MT-112400.0015 2.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254°MT-111100.00254°MT-112550.0023°MT-111200.0023°MT-112600.0046°MT-111300.00254°MT-112650.0057°MT-111400.00254°MT-112700.0046°MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558° Mold-Tech C Mold-Tech D Ptn.#Depth Angle Ptn.#Depth Angle MT-113000.0025 3.5°MT-114000.0023°MT-113050.0057.5°MT-114050.00254°MT-113100.0057.5°MT-114100.0035 5.5°MT-113150.001 1.5°MT-114150.0023°MT-113200.00254°MT-114200.00254°MT-113250.003 4.5°MT-114250.0035 5.5°MT-113300.0023°MT-114300.00710°MT-113350.0023°MT-114350.01015°MT-113400.003 4.5°MT-114400.0005 1.5°MT-113450.003 4.5°MT-114450.0015 2.5°MT-113500.0035 5.5°MT-114500.00254°MT-113550.00254°MT-114550.003 4.5°MT-113600.0035 5.5°MT-114600.0035 5.5°
拔模角度的深度分析
孔的问题 a. 孔与孔之间的距离,一般应取孔径的2倍以上。 b. 孔与塑件边缘之间的距离,一般应取孔径的3倍以上,如因塑件设计的限 制或作为固定用孔,则可在孔的边缘用凸台来加强。 c. 侧孔的设计应避免有薄壁的断面,否则会产生尖角,有伤手和易缺料的现 象。 基本设计守则 塑胶产品在设计上通常会为了能够轻易的使产品由模具脱离出来而需要在边缘的内侧和外侧各设有一个倾斜角为出模角。若然产品附有垂直外壁并且与开模方向相同的话,则模具在塑料成型後需要很大的开模力才能打开,而且,在模具开启後,产品脱离模具的过程亦相信十分困难。要是该产品在产品设计的过程上已预留出模角及所有接触产品的模具零件在加工过程当中经过高度抛光的话,脱模就变成轻而易举的事情。因此,出模角的考虑在产品设计的过程是不可或缺的,因注塑件冷却收缩後多附在凸模上,为了使产品壁厚平均及防止产品在开模後附在较热的凹模上,出模角对应於凹模及凸模是应该相等的。不过,在特殊情况下若然要求产品於开模後附在凹模的话,可将相接凹模部份的出模角尽量减少,或刻意在凹模加上适量的倒扣位。 出模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。此外,成型的方式,壁厚和塑料的选择也在考虑之列。一般来说,高度抛光的外壁可使用1/8度或1/4度的出模角。深入或附有织纹的产品要求出模角作相应的增加,习惯上每0.025mm深的织纹,便需要额外1度的出模角。出模角度与单边间隙和边位深度之关系表,列出出模角度与单边间隙的关系,可作为叁考之用。此外,当产品需要长而深的筋及较小的出模角时,顶针的设计须有特别的处理,见对深而长加强筋的顶针设计图。 出模角度与单边间隙和边位深度之关系表 拔模斜度:为便于拔模,塑件壁在出模方向上应具有倾斜角度α,其值以度数表示(参见表2-4)。
切削用量及基本时间
1.粗车Φ155端面: 粗车刀具:刀片材料为YT15硬质合金可转位车刀,刀杆尺寸为16mm ×25mm ,主偏 角?=90r k ,负偏角?='10r k ,前角?=120γ,后角?=60α,刃倾角?=0s λ,刀尖圆弧半径mm r R 8.0=。 机床:CA6140卧式车床。 确定端面最大加工余量:已知毛坯长度方向的加工余量为3mm ,不考虑1o 拔模斜度的影响,则毛坯长度方向的最大加工余量mm Z 3max =。由于粗车要满足mm a p 3≤,取 mm a p 3=,可一次加工。 确定进给量f :根据《切削用量简明手册》(第三版)(以下简称《切削手册》)表1.4,当刀杆尺寸为16mm ×25mm ,mm a p 3≤以及工件直径为155mm 时 =f 1.0~1.4mm/r 按CA6140车床说明书(见《切削手册》表1.31)取 =f 1.02mm/r 计算切削速度:按《切削手册》表1.27,切削速度的计算公式为(根据《切削手册》表1.9,寿命选T=60min ) (m/min) v y x p m v c k f a T c v v v = 式中,158=v c ,15.0=v x ,4.0=v y ,2.0=m 。修正系数v k 见《切削手册》表1.28,即 85.0=mv k ,8.0=sv k ,04.1=kv k ,73.0=krv k ,0.1=Tv k ,0.1=tv k 所以0.10.173.004.18.085.002.1360158 4 .015.02.0???????=c v =30.25(m/min ) 确定机床主轴转速: min)/(84.59min /161 25 .3010001000r r d v n w c s ≈??== ππ 按机床说明书(见《工艺手册》表4.2-8),与59.84r/min 相近的机床转速为63r/min 及50r/min 。现选取=w n 63r/min ,如果选50r/min ,则速度损失较大。所以实际切削速度 min)/(85.311000 63 1611000m dn v =??= = ππ 计算切削工时:按《工艺手册》表6.2-1,取
产品表面装饰技术-咬花工艺
产品表面装饰技术-咬花工艺 第一节印字 若需在工程塑料的表面上印字或图案时,有以下几种方法。 一.曲面印刷 、/一 前言作为在塑料成型品的表面进行文字或图案的印刷方法,曲面印刷法常常被采用。曲面印刷是指用一块柔性橡胶,将需要印刷的文字、图案印刷至含有曲面或略为凹凸面的树脂成型品的表面。 (一)曲面印刷的原理
曲面印刷是先将油墨放入雕刻有文字或图案凹版内,随后将文字或图案复印到曲面上,再利用曲面将文字或图案转印至成型品表面,最后通过热处理或紫外线光照射等方法使油墨固化。 曲面印刷工艺: 1. 成型品的脱脂 2. 成型品的表面处理(必要时) 3. 印刷 4. 油墨的固化处理 5. 涂布过多等后处理(必要时) 印刷流程 1. 将油墨放入凹版内 2. 刮去过量的油墨 3. 挤压曲面取得油墨 4. 将曲面的油墨转印到成型品的表面 5. 清洗曲面、版面(必要时) (二)前处理工艺 要想得到美观、耐久性的印刷品,则有必要对成型品进行前处理。前处理包括成型品表面的油脂及垃圾的清洗,以及为了改善油墨的润湿性和粘合性的表面处理。 前清洗(脱脂): 采用有机溶剂清洗成型品表面渗出的油污。因为成型品的表面易受模具防锈剂、脱模剂、人的油脂,树脂的添加剂等的污染,导致油墨开裂,降低了油墨与成型品的密接性。特别是当出现印刷不均匀问题时,则表明成型品表面受污染的可能性极高。 表面处理: 绝大多数的合成树脂与油墨的密接性不如金属和纸。为此有必要对成型品的表面进行适性处理 特别是“夺钢”,必须事先采用电晕放电处理方法对表面进行处理。 (三)油墨固化处理在多数情况下,采用某些方法使油墨固化。特别是工程塑料,为了防止受油或溶剂等的污染,仅
工程图标注方法与技巧
1.轴套类零件 这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。?在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。由此注出图中所示的Ф14 、Ф11(见A-A断面)等。这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。? 如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。 2.盘盖类零件 这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。 ?
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。 3.叉架类零件?这类零件一般有拨叉、连杆、支座等零件。由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
塑胶产品模具的拔模角度确定
角度没有太大的规定!一般做整数方便加工就可! 不过落差一定要0.02以上!大的高度落差就做大一点!角度一般做2-3度之间!大的产品做到5度! 讨论拔模角度 讨论一下拔摸斜度,请发表高见,多大的产品需要多大的拔摸斜度。 请大家举例说明。 拔摸斜度和产品的深度有关系.看你要达到什么目的了.而且对于产品外观的拔摸斜度和产品的表面处理有关系.相同的深度,表面咬花需要的拔摸斜度比光面要大. 而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则. 我们外形一般用1~2度左右 以下是我的经验值: 电视产品缺省的斜度是1:40,前壳为1.5度(我刚做了一个2度的)。后盖因为牵扯到皮纹,如果深度不大(小于30毫米),一般不等小于3度。深度较大,一般不小于6~8度。至于有什么理论公式,还请版主赐教 这个话题刚好我在别的论坛上发表过 先转贴过来了: 「拔模角」这个问题对机构人员来说,是个非常重要的课题 .什麼情况要画拔模斜度?什麼情况不需要斜度?外观斜度要多少?补强肋,螺丝驻斜度要多少?真的都需要经验,及和模具设计人员讨论对机构人员来说,不要画拔模角是最好的因為在画所有的结构时,标尺寸的参考只有「一条线」加了斜度后,正式图看起来就有「二条线」万一选错条,以后就麻烦了(有经验的人应该听的懂吧!)提供一下个人的经验:拔模斜度可以在所有的结构都完成后,再来一次画出来一方面可以避免出错一方面可以加快软体运算的速度.其实一个负责任的机构人员 .应该是要把「该有」的「所有拔模斜度」都画出来 .如果你把这项工作交给模具设计人员来画的时候 .他怎麼知道你哪些地方是做「紧配合」,哪些有「间隙」?而且拔模基準面应该是以「底部」,还是「顶部」為準呢?一旦「猜错」了,有可能成品就会有干涉了 .还有有些比较高,比较深的结构是做「入子」的以及有些螺丝孔是做「套筒」的那时需不需要做斜度,那裡不需要做斜度就要跟模具人员好好讨论了 「拔模斜度」这个话题还有很多可以讨论的常常為了这个问题会让模具设计人员对机构设计人员有很大的抱怨 这个可以多听听版上那些模具设计人员的心声 一般我的经验是:能不作斜度的尽量不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的! 外观的如果是出模方向的,斜度一定要作!如果是行位上出的,可以作直的!一些柱子、筋等,如果不是很深也不作! 需要配合的,斜度一定要作!斜度的大小一般根据蚀纹的型号,有具体的数值,可以查的!基本全是经验值,要考虑模具的制作方法!。。。 "出模角"的大小我看了上面大家的意见,也都认同,隻是想讲一句"高精度的模具是没有出模角的啦" 有人玩过"咩咩"的积木吗?那就是答案! 我想应為无咬花在成品表面上吧?若有的话当脱模时不就表面刮花了! 我想应為无咬花在成品表面上吧?若有的话当脱模时不就表面刮花了! 有咬花时也行,不过要跟据咬花大小适当加大脱模角 我试过在结构设计的时候不画斜度,结果就出事了,现在一般外 形部分会拔模,有配合的地方也要。其他的一些就留给模具设计人员了。 赖皮wrote:
模德标准咬花对照表
AVERAGE DEPTH THEORETOCAL AVERAGE DEPTH THEORETOCAL PATTERN (Pt,um)MININUM PATTERN (Pt,um)MININUM NUMBER MICRONS DRAFT ANGLE NUMBER MICRONS DRAFT ANGLE MT 11000101MT 11200756MT 1101025 2.5MT 11205605MT 1102040 3.5MT 112151108.5MT 11030504MT 11230605MT 11040756MT 112351008MT 110501108.5MT 11240353MT 11060756MT 11245504MT 11070756MT 11250605MT 11080504MT 1055-1101MT 11090907.5MT 1055-215 1.5MT 1110015011.5MT 1055-320 1.5MT 11110605MT 1055-425 2.5MT 11120504MT 1055-525 2.5MT 11130605MT 105540 3.5MT 11140605MT 1055-645 3.5MT 11150706MT 1055-7706MT 11155 50 4 MT 1055-8 80 6.5 AVERAGE DEPTH THEORETOCAL AVERAGE DEPTH THEORETOCAL PATTERN (Pt,um)MININUM PATTERN (Pt,um)MININUM NUMBER MICRONS DRAFT ANGLE NUMBER MICRONS DRAFT ANGLE MT 11600756MT 11400504MT 11605756MT 11415504MT 116101008MT 1142065 5.5MT 11620756MT 1143018014MT 11630756MT 1143525517.5MT 11640756MT 1144015 1.5MT 116501008MT 1144540 3.5MT 116601008MT 1145065 5.5MT 112601008MT 11470504MT 1126513010MT 11475504MT 1128014011MT 11550756MT 1131013010MT 11555907.5MT 11315252MT 1156065 5.5MT 11340756MT 11565756MT 11345756MT 1157013010MT 11350907.5MT 115751108.5MT 11365 110 8.5 MT 11580 90 7.5 AVERAGE DEPTH THEORETOCAL AVERAGE DEPTH THEORETOCAL PATTERN (Pt,um)MININUM PATTERN (Pt,um)MININUM NUMBER MICRONS DRAFT ANGLE NUMBER MICRONS DRAFT ANGLE K 9000G 81MT 9050252K 9070G 101MT 9051353K 7000G 14 1.5MT 9052403K 7050G 15 1.5MT 905355 5.5K 5000G 16 1.5MT 9054655K 5024G 27 2.5MT 9055907K 2400G 353MT 90561108K 1600G 45 3.5MT 90571209.5MT 903640 3.5MT 904514011MT 903745 3.5MT 90461058.5MT 903855 4.5MT 90471108.5MT 903955 4.5MT 904818014MT 9040706MT 904914011MT 9041907.5MT 906013010MT 904255 4.5MT 906113510.5MT 9043756MT 906215011.5MT 9044 75 6 MT 9063 150 11.5 PLAQUE NO. ‘P’ PLAQUE NO. ‘I’ PLAQUE NO. ‘N’ PLAQUE NO. ‘H’
机械零件的表达方法
机械设计中尺寸标注类知识,毕业前一定读懂它 1.轴套类零件 这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。 在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。由此注出图中所示的Ф14 、Ф11(见A-A断面)等。这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。 如图中所示的表面粗糙度为的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、和等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。 2.盘盖类零件
这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。 在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。 3.叉架类零件 这类零件一般有拨叉、连杆、支座等零件。由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
塑料产品结构设计-----第三章-拔模斜度
塑料产品结构设计-----第三章-拔模斜度
第三章拔模斜度 基本设计守则 塑胶产品在设计上通常会为了能够轻易的使产品由模具脱离出来而需要在边缘的内侧和外侧各设有一个倾斜角为出模角。若然产品附有垂直外壁并且与开模方向相同的话,则模具在塑料成型後需要很大的开模力才能打开,而且,在模具开启後,产品脱离模具的过程亦相信十分困难。要是该产品在产品设计的过程上已预留出模角及所有接触产品的模具零件在加工过程当中经过高度抛光的话,脱模就变成轻而易举的事情。因此,出模角的考虑在产品设计的过程是不可或缺的,因注塑件冷却收缩後多附在凸模上,为了使产品壁厚平均及防止产品在开模後附在较热的凹模上,出模角对应於凹模及凸模是应该相等的。不过,在特殊情况下若然要求产品於开模後附在凹模的话,可将相接凹模部份的出模角尽量减少,或刻意在凹模加上适量的倒扣位。 出模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。此外,成型的方式,壁厚和塑料的选择也在考虑之列。一般来说,
高度抛光的外壁可使用1/8度或1/4度的出模角。深入或附有织纹的产品要求出模角作相应的增加,习惯上每0.025mm深的织纹,便需要额外1度的出模角。出模角度与单边间隙和边位深度之关系表,列出出模角度与单边间隙的关系,可作为叁考之用。此外,当产品需要长而深的筋及较小的出模角时,顶针的设计须有特别的处理,见对深而长加强筋的顶针设计图。 出模角度与单边间隙和边位深度之关系表
拔模斜度:为便于拔模,塑件壁在出模方向上应具有倾斜角度α,其值以度数表示(参见表2-4)。 3.1拔模斜度确定要点 (1) 制品精度要求越高,拔模斜度应越小。
(完整版)咬花标准
蚀纹标准 .Mold -Tech Mold -Tech A Mold -Tech B Ptn.# Depth Angle Ptn.# Depth Angle MT-11000 0.0004 1°MT-11200 0.003 4.5 °MT-11010 0.001 1.5 °MT-11205 0.0025 4°MT-11020 0.0015 2.5 °MT-11210 0.0035 5.5 °MT-11030 0.002 3°MT-11215 0.0045 6.5 °MT-11040 0.003 4.5 °MT-11220 0.005 7.5 °MT-11050 0.0045 6.5 °MT-11225 0.0045 6.5 °MT-11060 0.003 4.5 °MT-11230 0.0025 4°MT-11070 0.003 4.5 °MT-11235 0.004 6° MT-11080 0.002 3°MT-11240 0.0015 2.5 °MT-11090 0.0035 5.5 °MT-11245 0.002 3°MT-11100 0.006 9°MT-11250 0.0025 4° MT-11110 0.0025 4°MT-11255 0.002 3° MT-11120 0.002 3°MT-11260 0.004 6° MT-11130 0.0025 4°MT-11265 0.005 7° MT-11140 0.0025 4°MT-11270 0.004 6° MT-11150 0.00275 4°MT-11275 0.0035 5°MT-11160 0.004 6°MT-11280 0.0055 8° Mold -Tech C Mold -Tech D Ptn.# Depth Angle Ptn.# Depth Angle MT-11300 0.0025 3.5 °MT-11400 0.002 3° MT-11305 0.005 7.5 °MT-11405 0.0025 4° MT-11310 0.005 7.5 °MT-11410 0.0035 5.5 MT-11315 0.001 1.5 °MT-11415 0.002 3° MT-11320 0.0025 4°MT-11420 0.0025 4°MT-11325 0.003 4.5 °MT-11425 0.0035 5.5 MT-11330 0.002 3°MT-11430 0.007 10° MT-11335 0.002 3°MT-11435 0.010 15° MT-11340 0.003 4.5 °MT-11440 0.0005 1.5 MT-11345 0.003 4.5 °MT-11445 0.0015 2.5 MT-11350 0.0035 5.5 °MT-11450 0.0025 4°MT-11355 0.0025 4°MT-11455 0.003 4.5 °MT-11360 0.0035 5.5 °MT-11460 0.0035 5.5 MT-11365 0.0045 7°MT-11465 0.005 7.5 °MT-11370 0.004 6°MT-11470 0.002 3° MT-11375 0.004 6°MT-11475 0.002 3°
蚀纹
蚀纹前表面处理 A. 垂直壁面 拔模斜度要求 我们最常被问到的问题是:"我需要多大的拔模斜度?" 常规经验是每.001"深度纹需要 1 度的拔模角,在薄壁成型件的设计和高压模塑中则需增大拔模斜度。 重要事项: 垂直壁是内壁还是外壁?如果是内壁,成型件在成型中会收缩粘着在壁上,因此需要更大的拔模斜度,以完成纹形或浅纹形。 凹口 在表纹加工过程中,会从模具上除去部分金属。有时纹形区的垂直壁上有封闭区域,或者你需要在分型线位置的纹形上留一段不加纹区域。此时就会因纹刻时除去部分金属而形成“凹口”或反拔模角。从而引起擦痕,拉痕,成型件粘着或更严重问题如:模具闭锁。 金属切除和成型深度需注意的重要一点是: 任何纹形的成形深度并不一定等于需切除的金属量。对车纹来说尤其如此,很多纹形的金属切除量和纹形深度有很大差别。为达到汽车外观标准,很多纹形需多次蚀刻使成型件符合母版。每次蚀刻都会去掉金属,甚至成型件上适应拔模需要的较浅区域也需去除大量金属。对潜在凹口也需考虑此因素,表纹加工后对纹刻时除去金属的区域进行手工修复使该区域融合时同样应注意这点。 B. 分离线处理 分离线保护 不同类型的部件要求采用不同的分离线处理方法。我们可以为您提供及时的分离线的蚀刻,或者为您的分离线留一个0.005”—0.750”的边距。 C. 表纹加工后电镀/ 表纹加工后电镀 完成表纹加工后,可对很多纹样进行电镀而不影响它的完整性和功能。快速镀硬铬或镍的镀层厚度通常为.0003" to .0005",它不会使纹样变浅或有明显外观变化。 如果你需在纹形加工后电镀模具,最好在纹形加工前通知我们以获得帮助。 D. 蚀纹处理前电镀/涂层模具表面精度要求 如果需纹刻的模具表面已镀镍、硬铬、特氟龙或有其他能提高模具耐磨性和/或抗腐蚀性的表面涂层,则此涂层必须完全清除以保证模具蚀纹加工处理效果。 E.显著部件 您可以在蓝本或聚脂薄膜上作精确、完事的标注,指导我们需要怎样蚀刻,要确保图档显示了各个不同区域的交叉部分。否则可能引起如何处理未显示在图上的区域的问题(而臆测是危险的) F. 光泽 部件的光泽是该部件的外观或感官的品质要求的一个重要因素。光泽也全影响蚀刻的观感,尤其是在精制无光保护层上的蚀刻。如果部件的光泽太暗,蚀刻会看起来更浅,如果部件很有光泽,蚀纹会看起来比实际深度更深;有许多因素影响光泽模具的光泽, 我们将多年以来的测试信息汇总如下: 部件光泽的决定因素: 1. 加工的塑料型号 ; 2. 模温; 3. 材料温度; 4. 材料成分 5. 注塑压力-是主要因素
切削力的计算
金属切削中的物理现象及基本规律(3)二、切削力及其主要影响因素。 切削力是金属切削过程中的基本物理现象之一,是分析机 制工艺、设计机床、刀具、夹具时的主要技术参数。 (一)切削力的来源、切削分力 金属切削时,切削层及其加工表面上产生弹性和塑性变 形;同时工件与刀具之间的相对运动存在着摩擦力。如图 2-15 所示,作用在刀具上的力有两部分组成: 1. 作用在前、后刀面上的变形抗力 F nγ和 F nα ; 2. 作用在前、后刀面上的摩擦力F fγ和 F fα 。 这些力的合力F称为切削合力,也称为总切削力。总切削力F可沿x,y,z方向分解为三个互相垂直的分力Fc、Fp、Ff,如图2-16所示。主切削力Fc 总切削力F在主运动方向上的分力;背向力Fp 总切削力F在垂直于假定工作平面方向上的分力;进给力Ff 总切削力在进给运动方向上的分力。 车削时各分力的实用意义如下: 主切削力 F c 作用于主运动方向,是计算机床主运动机构强度与刀杆、刀片强度及设计机床夹具、选择切削用量等的主要依据,也是消耗功率最多的切削力。
背向力 F p 纵车外圆时,背向力F p不消耗功率,但它作用在工艺系统刚性最差的方向上,易使工件在水平面内变形,影响工件精度,并易引起振动。 F p是校验机床刚度的必要依据。 进给力 F f 作用在机床的进给机构上,是校验进给机构强度的主要依据。 (二)切削力计算的经验公式 通过试验的方法,测出各种影响因素变化时的切削力数据,加以处理得到的反映各因素与切削力关系的表达式,称为切削力计算的经验公式。在实际中使用切削力的经验公式有两种:一是指数公式,二是单位切削力。 1 .指数公式 主切削力(2-4) 背向力(2-5) 进给力(2-6) 式中F c————主切削力(N); F p————背向力(N); F f————进给力(N); C fc、C fp、C ff————系数,可查表2-1; x fc、y fc、n fc、x fp、y fp、n fp、x ff、y ff、n ff ------ 指数,可查表2-1。 K Fc、K Fp、K Ff ---- 修正系数,可查表2-5,表2-6。 2 .单位切削力 单位切削力是指单位切削面积上的主切削力,用kc表示,见表2-2。 kc=Fc/A d=Fc/(a p·f)=F c/(b d·h d) (2-7) 式中A D -------切削面积(mm 2);
咬花规格表
Ptn.#MT229MT392MT585MT889MT1013MT1015MT1039MT1055MT-11370MT-11375MT-11380MT-11350MT-11365MT-11330MT-11335MT-11340MT-11345MT-11355MT-11360MT-11310MT-11315MT-11320MT-11325Ptn.#MT-11300MT-11305MT-11140MT-11150MT-11160MT-11100MT-11110MT-11120MT-11130MT-11060MT-11070MT-11080MT-11090Ptn.#MT-11000MT-11010Plaque #6咬花MT版常用規格表 每千分之一英寸, 拔模為1°-1.5° MT-11020MT-11030MT-11040MT-11050Depth Angle Depth Angle 0.00041°0.003 4.5°0.001 1.5°0.00254°Ptn.#MT-11200MT-11205Mold-Tech A Mold-Tech B 0.0015 2.5°0.0035 5.5°0.0023°0.0045 6.5°0.003 4.5°0.0057.5°0.0045 6.5°0.0045 6.5°MT-11210MT-11215MT-11220MT-112250.003 4.5°0.00254°0.003 4.5°0.0046°0.0023°0.0015 2.5°MT-11230MT-11235MT-112400.0035 5.5°0.0020.0069°0.0025 0.00254°0.002 MT-11245MT-11250MT-112553°4°3°0.0023°0.0040.00254°0.0050.00254°0.004MT-11265MT-11270MT-112606°7°6°0.002754°0.00350.0046°0.0055MT-11280Mold-Tech C MT-11275Mold-Tech D 5°8°Depth Angle Depth 0.0025 3.5°0.0020.0057.5°0.0025Ptn.#MT-11400MT-11405Angle 3°4°0.0057.5°0.00350.001 1.5°0.0020.00254°0.0025MT-11410MT-11415MT-11420 5.5°3°4°0.003 4.5°0.00350.0023°0.0070.0023°0.01MT-11425MT-11430MT-11435 5.5°10°15°0.003 4.5°0.00050.003 4.5°0.00150.0035 5.5°0.0025MT-11440MT-11445MT-11450 1.5°2.5°4°0.00254°0.0030.0035 5.5°0.00350.00457°0.005MT-11455MT-11460MT-11465 4.5°5.5°7.5°0.0046°0.0020.0046°0.0020.0046° 0.003 MT-11475MT-11480 MT-114703°3°4.5° Depth Ptn.#Depth Ptn.#Depth Ptn.#0.003MT3250.003MT5880.0085MT980Pla Plaque #7Plaque #8 Depth 0.004que #10 0.004MT9640.003MT8880.013MT9010.0035MT10380.002MT10280.0035MT9450.004MT10430.002MT10670.013MT9700.0030.00650.0020.003MT11700.0025MT11490.013MT9720.0055MT11920.0015MT11530.0075MT9730.003MT12390.003MT12110.0095MT9740.00250.00350.00250.0055 MT12400.003MT12260.0035MT9780.003