X62W万能铣床电气控制线路分析(二)
湖南省技工学校
理论教学教案
教师姓名:
注:教案首页,教案用纸由学校另行准备湖南省劳动厅编制
2013-2014学年上学期第周第课时
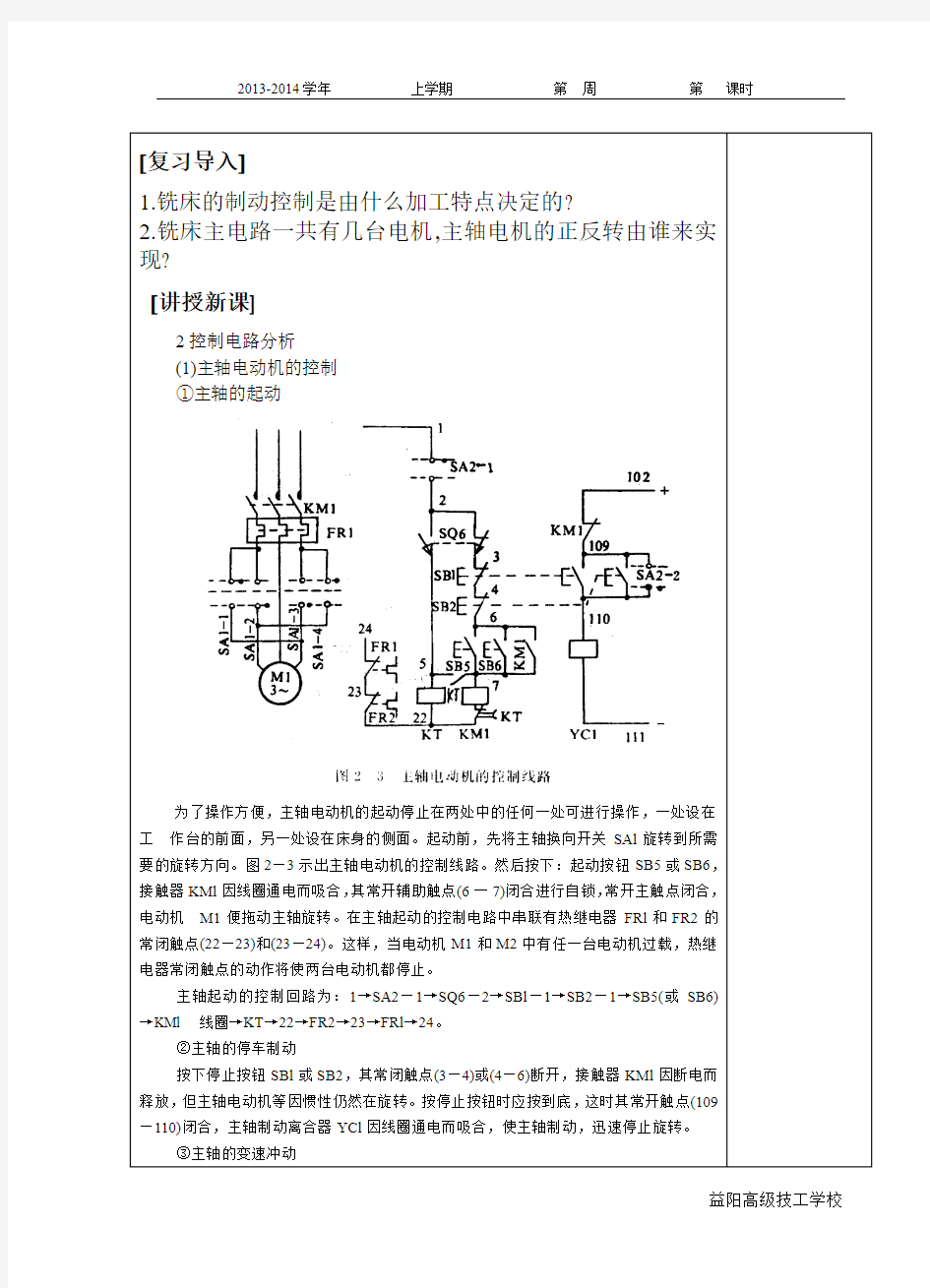
为了操作方便,主轴电动机的起动停止在两处中的任何一处可进行操作,一处设在
作台的前面,另一处设在床身的侧面。起动前,先将主轴换向开关SAl旋转到所需
要的旋转方向。图2—3示出主轴电动机的控制线路。然后按下:起动按钮SB5或SB6
接触器KMl因线圈通电而吸合,其常开辅助触点(6一7)闭合进行自锁,常开主触点闭合,
电动机M1便拖动主轴旋转。在主轴起动的控制电路中串联有热继电器FRl和FR2的
常闭触点(22—23)和(23—24)。这样,当电动机M1和M2中有任一台电动机过载,热继
电器常闭触点的动作将使两台电动机都停止。
主轴起动的控制回路为:1→SA2—1→SQ6—2→SBl—1→SB2—1→SB5(或SB6)
KMl 线圈→KT→22→FR2→23→FRl→24。
②主轴的停车制动
按下停止按钮SBl或SB2,其常闭触点(3—4)或(4—6)断开,接触器KMl因断电而
释放,但主轴电动机等因惯性仍然在旋转。按停止按钮时应按到底,这时其常开触点(109
益阳高级技工学校
2013-2014学年上学期第周第课时
由于SA3—1(13—16)闭合,SA3—2(10—14)断开,SA3—3(9—10)闭合,所以这时
工作台的纵向、横向和垂直进给的控制电路如图2—4所示。
操纵工作台纵向运动手柄扳到右边位置(见图2—5)时,一方面机械机构将进给电动
机的传动链和工作台纵向移动机构相联结,另一方面压下向右进给的微动开关
常闭触点SQl—2(13—15)断开,常开触点SQl—1(14—16)闭合。触点SQl—
益阳高级技工学校
2013-2014学年上学期第周第课时
益阳高级技工学校
2013-2014学年上学期第周第课时
益阳高级技工学校
2013-2014学年上学期第周第课时
益阳高级技工学校
X62W万能铣床电气原理图
X62W万能铣床的实训说明 一、X62W万能铣床实训的基本组成 1、面板1 面板上安装有机床的所有主令电器及动作指示灯、机床的所有操作都在这块面板上进行,指示灯可以指示机床的相应动作。 2、面板2 面板上装有断路器、熔断器、接触器、热继电器、变压器等元器件,这些元器件直接安装在面板表面,可以很直观的看它们的动作情况。 3、电动机 三个380V三相鼠笼异步电动机,分别用作主轴电动机、进给电动机和冷却泵电动机。 4、故障开关箱 设有32个开关,其中K1到K29用于故障设置;K30到K31四个开关保留;K32用作指示灯开关,可以用来设置机床动作指示与不指示。 二、原理图
三、机床分析 1、机床的主要结构及运动形式 (1)主要结构由床身、主轴、刀杆、 横梁、工作台、回转盘、横溜板和升降台等 几部分组成,如右图所示。 (2)运动形式 1)主轴转动是由主轴电动机通过弹性 联轴器来驱动传动机构,当机构中的一个双 联滑动齿轮块啮合时,主轴即可旋转。 1)工作台面的移动是由进给电动机驱动,它通过机械机构使工作台能进行三种形式六个方向的移动,即:工作台面能直接在溜板上部可转动部分的导轨上作纵向(左、右)移动;工作台面借助横溜板作横向(前、后)移动;工作台面还能借助升降台作垂直(上、下)移动。 2、机床对电气线路的主要要求 (1)机床要求有三台电动机,分别称为主轴电动机、进给电动机和冷却泵电动机。 (2)由于加工时有顺铣和逆铣两种,所以要求主轴电动机能正反转及在变速时能瞬时冲动一下,以利于齿轮的啮合,并要求还能制动停车和实现两地控制。 (3)工作台的三种运动形式、六个方向的移动是依靠机械的方法来达到的,对进给电动机要求能正反转,且要求纵向、横向、垂直三种运动形式相互间应有联锁,以确保操作安全。同时要求工作台进给变速时,电动机也能瞬间冲动、快速进给及两地控制等要求。 (4)冷却泵电动机只要求正转。 (5)进给电动机与主轴电动机需实现两台电动的联锁控制,即主轴工作后才能进行进给。 3.电气控制线路分析
常用电气控制电路
常用电气控制电路 1.控制柜内电路的一般排列和标注规律为便于检查三相动力线布置的对错,三相电源L1、L2、L3 在柜内按上中下、左中右或后中前的规律布置。L1、L2、L3三相对应的色标分别为黄、绿、红,在制作电气控制柜时要尽量按规范布线。二次控制电路的线号,一般的标注规律是:用电装置(如交流接触器)的右端接双数排序,左端按单数排序。 二次控制电路的线号编排如图1所示。动力线与弱点信号线要尽量远离,如传感器、PLC、DCS 集散控制系统、PID控制器等信号线,如果不能做到远离,要尽量垂直交叉。弱电线缆最好单独放入一个金属桥架内,所有弱电信号的接地端都在同一点接地,且与强电的接地分离。 常用电气控制电路图1 二次控制电路的线号编排 2.电动机起停控制电路该电路可以实现对电动机的起停控制,并对电动机的过载和短路故障进行保 护,电动机起停控制电路如图2所示。
图2 电动机起停控制电路 在图2中,L1、L2、L3是三相电源,信号灯HL1用于指示L2和L3两相电源的有无,电压表V指示L1和L3相之间的线电压,熔断器FU1用于保护控制电路(二次电路)避免电路短路时发生火灾或损失扩大。合上断路器QF1,二次电路得电,按下起动按钮(绿色)SB2,交流接触器KM1的线圈通电,交流接触器的主触点KM1的辅助触头KM1-1闭合,电动机M1通电运转。由于KM1-1触头已闭合,即使起动按钮SB2抬起,KM1的线圈也将一直有电。KM1-1的作用是自锁功能,即使SB2抬起也不会导致电动机的停止,电动机起动运行。按下停止按钮SB1,KM1的线圈断电,KM1-1和KM1触头放开,电动机停止,由于KM1-1已经断开,即使停止按钮SB1抬起,KM1的线圈也仍将处于断电状态,电动机M1正常停止。当电动机内部或主电路发生短路故障时,由于出现瞬间几倍于额定电流的大电流而使断路器QF1迅速跳闸,使电动机主电路和二次电路断电,电动机保护停止。当电动机发生过载时,电动机电流超出正常额定电流一定的百分比,热继电器FR1发热,一定时间后,FR1的常闭触头FR1-1断开,KM1线圈断电,KM1-1和KM1主触头断开,电动机保护停止。KM1线圈得电时,HL2指示灯亮说明电动机正在运行,KM1的线圈断电后HL2灯灭,说明电动机停止运行。当FR1发生过载动作,常开触头FR1-2闭合,HL3灯亮说明电动机发生了过载故障。假设上述的三相交流电动机M1的功率3.7kW,额定电流为7.9A,工作电压为AC380V,则3.7kW 电动机起停控制电路元件清单见表1。 表1 3.7kW电动机起停控制电路元件清单
X62W万能铣床电气控制原理图及过程
一、X62W万能铣床电气控制对象 X62W型卧式普通铣床电气原理图。该机床共有三台电动机:M1是主轴电动机,在电气上需要实现起动控制与制动快速停转控制,为了完成顺铣与逆铣,还需要正反转控制,此外还需主轴临时制动以完成变速操作过程。 M2是工作台进给电动机,X62W万能铣床有水平工作台和圆形工作台,其中水平工作台可以实现纵向进给(有左右两个进给方向)、横向进给(有前后两个进给方向)和升降进给(有上下两个进给方向),圆工作台转动等四个运动,铣床当前只能进行一个进给运动(普通铣床上不能实现二个或以上多个进给运动的联动),通过水平工作台操作手柄、圆工作台转换开关、纵向进给操作手柄、十字复式操作手柄等选定,选定后M2的正反转就是所选定进给运动的两个进给方向。 YA是快速牵引电磁铁。当快速牵引电磁铁线圈通电后,牵引电磁铁通过牵引快速离合器中的连接控制部件,使水平工作台与快速离合器连接实现快速移动,当YA断电时,水平工作台脱开快速离合器,恢复慢速移动。 M3是冷却泵电动机,只有在主轴电动机M1起动后,冷却泵电动机才能起动。
X62W万能铣床电气元件符号及其功能 电气元件符号名称及用途电气元件符号名称及用途 M1主轴电动机 SQ6进给变速控制开关 M2进给电动机 SQ7主轴变速制动开关 M3冷却泵电动机 SA1圆工作台转换开关 KM1冷却泵电动机起停控制接触器 SA3冷却泵转换开关 KM2反接制动控制接触器 SA4照明灯开关 KM3主电动机起停控制接触器 SA5主轴换向开关 KM4、KM5进给电动机正转、反转控制接触器 QS电源隔离开关 KM6快移控制接触器 SB1、SB2分设在两处的主轴起动按钮 KS速度继电器 SB3、SB4分设在两处的主轴停止按钮 YA快速移动电磁铁线圈 SB5、SB6工作台快速移动按钮
如何绘制电气控制线路图
如何绘制电气控制线路图详细教程 绘制电气控制线路图是积累工作资料的一项重要内容,可采用辅助绘图软件提高工作效率。AutoCAD2006是常用的电气辅助设计软件之一。利用AutoCAD2006的工具选项板,将电气图常用电气图形文字符号定制在工具选项板中,提高电气图绘制速度。 图形符号绘制 交流接触器主触头的图形文字符号定制时先设计主触头图形尺寸,为了与其它电器元件对应尺寸一致,尺寸参考设计为:基本间距M=4.8mm,倾角a=30°,触头触点直径d=1.6mm,其余线间距取0.75M、1.5M等。 接触器主触头图形尺寸 电气图常用图形尺寸设计后,在AutoCAD 2006环境下,绘制电气图常用图形及文字符号,见图。 电气图部分常用图形文字符号 图形符号块定义 选择菜单项“绘图”∣“块”∣“创建”,即执行block命令进行,在弹出的“块定义”对话框,按图设置。
定义块对话框 块的命名应具有一定的含义并方便记忆,例如主触头块名取为KMM-3V(KM表示接触器,M表示主触头,3表示3极,V表示竖式布置),单击“拾取点”按钮后,在AutoCAD 绘图界面中拾取图中第1条竖线的上端点作为块基点,自动回到“块定义”对话框。 单选“转换为块”单选按钮,再单击“选择对象”按钮,又回到AutoCAD绘图界面中。选择所有接触器主触头图形后右击,AutoCAD自动回到“块定义”对话框,填写说明文字后单击对话框中的“确定”按钮,完成块定义。 所有电气图常用图形文字符号块定义完成后,给文件取名(例如取名为电器图形文字符号库),然后保存到磁盘(如存在D盘)。 定制工具选项板 选择菜单项“工具” ∣“设计中心”,或单击标准工具栏上“设计中心”快捷按钮,AutoCAD2006弹出“设计中心”窗口。
铣床电路控制原理图
铣床控制电路:
一、铣床的结构原理: 1、铣床的工作台及夹具
2、铣床的外形 3、铣床结构: ①、主轴;②、悬梁;③、刀杆支架;④、工件工作台;⑤、(工件工作台)左右进给操作手柄; ⑥、(工件工作台)前后进给操作手柄;⑦、(工件工作台)上下操作手柄;⑧、进给变速手柄及变速盘; ⑨、升降工作台;⑩、主轴变速盘及变速手柄;⑾、主轴电动机及进给电动机等等。
4、铣床的运动形式: ①、主轴运动:主轴带动铣刀作旋转运动,由M1拖动(为减小负载波动对加工质量影响,主轴上装有飞轮); ②、进给运动:指工作台带动工件作上下、左右、前后6个方向的直线运动(由三根进给丝杆实现),及圆形工作台的旋转运动,由M2拖动; ③、辅助运动:指工作台带动工件作上下、左右、前后6个方向的快速运动,由M2与电磁离合器YC3(YC3又叫快速电磁离合器)联合拖动。 5、铣床对各运动形式的要求: ①、主轴旋转平稳,以保证加工质量(采用飞轮); ②、铣削加工时,工件同一时刻只能作某一个方向的进给运动; ③、用圆形工作台加工时,不能移动,只能旋转; ④、主轴变速、进给变速用机械变速实现,为保证变速易于齿合,应有变速冲动控制; ⑤、据工艺要求,先主轴旋转后再进给运动; ⑥、为操作方便,应有两地控制。(机械离合器) 6、机床进给运动示意图:圆形工作台旋转传动链 横向移动传动链 (电磁离合器) YC2(正常进给) 垂直移动传动链 M2——— YC3(快速进给)纵向移动传动链 7、铣床的加工功能: ①、加工平面; ②、加工斜面; ③、加工沟槽; ④、(装上分度盘)可以铣切齿轮和螺旋面; ⑤、(装上园工作台)可以铣切凸轮和弧形槽。 二、铣床电路控制原理: 1、电路图(见上)
X62W万能铣床电气原理图分析
X62W铣床电气线路的工作原理 1、机床的主要结构及运动形式 (1)主要结构由床身、主轴、刀杆、 横梁、工作台、回转盘、横溜板和升降台等 几部分组成,如右图所示。 (2)运动形式 1)主轴转动是由主轴电动机通过弹性 联轴器来驱动传动机构,当机构中的一个双 联滑动齿轮块啮合时,主轴即可旋转。 2)工作台面的移动是由进给电动机驱动,它通过机械机构使工作台能进行三种形式六个方向的移动,即:工作台面能直接在溜板上部可转动部分的导轨上作纵向(左、右)移动;工作台面借助横溜板作横向(前、后)移动;工作台面还能借助升降台作垂直(上、下)移动。 2、机床对电气线路的主要要求 (1)机床要求有三台电动机,分别称为主轴电动机、进给电动机和冷却泵电动机。 (2)由于加工时有顺铣和逆铣两种,所以要求主轴电动机能正反转及在变速时能瞬时冲动一下,以利于齿轮的啮合,并要求还能制动停车和实现两地控制。 (3)工作台的三种运动形式、六个方向的移动是依靠机械的方法来达到的,对进给电动机要求能正反转,且要求纵向、横向、垂直三种运动形式相互间应有联锁,以确保操作安全。同时要求工作台进给变速时,电动机也能瞬间冲动、快速进给及两地控制等要求。 (4)冷却泵电动机只要求正转。 (5)进给电动机与主轴电动机需实现两台电动的联锁控制,即主轴工作后才能进行进给。3.电气控制线路分析 机床电气控制线路见图。电气原理图是由主电路、控制电路和照明电路三部分组成。 (1)主电路 有三台电动机。M 1是主轴电动机;M 2 是进给电动机;M 3 是冷却泵电动机。 1)主轴电动机M 1通过换相开关SA 5 与接触器KM 1 配合,能进行正反转控制,而与接触器 KM 2 ﹑制动电阻器R及速度继电器的配合,能实现串电阻瞬时冲动和正反转反接制动控制,并能通过机械进行变速。 2)进给电动机M 2能进行正反转控制,通过接触器KM 3 、KM 4 与行程开关及KM 5 、牵引电磁 铁YA配合,能实现进给变速时的瞬时冲动、六个方向的常速进给和快速进给控制。 3)冷却泵电动机M 3 只能正转。 4)熔断器FU 1作机床总短路保护,作为M 1、 M 2 、M 3 及控制变压器TC、照明灯EL的短路保 护;热继电器FR 1、FR 2 、FR 3 分别作为M 1 、M 2 、M 3 的过载保护。 (2)控制电路
电气控制线路图
1.单按钮控制电动机起停线路 常规电动机起动、停止需用两个按钮,在多点控制中,则需按钮引线较多。利用一个按钮多点远程控制电动机的起停,则可简化控制线路又节省导线。如图所示,其工作原理是:起动时.按下按钮AN,继电器1J线圈得电吸合,1J常开触点闭合,交流接触器C线圈通电,C吸合并自锁.电动机起动。C的常开辅助触头闭合,常闭辅助肋头断开.这时,继电器2J的线圈因1J的常闭触点已断开而不能通电,所以2J不能吸合。松开按钮AN,因C已自锁,所以交流接触器C仍吸合,电动机继续运转。但这时1J因AN放松而断电释放,其常闭触点复位,为接通2J作好准备。在第二次按下按钮AN,这时继电器1J线圈通路被C常闭触头切断,所以U不会吸合,而2J线圈通电吸合。2J吸合后,其常闭触点断开,切断C 线圈电源,C断电释放,电动机停转。 2.接触器控制电机线路 具有自锁功能的电机控制线路,如图所示,当起动电动机时合上电源开关HK,按下起动按钮酗,接触器C线圈获电,C主触点闭合使电动机M运转;松开QA,由于接触器C常开辅助触点闭合自锁,控制电路仍保持接通,电动机M继续运转。停止时,按TA接触器C 线圈断电.C主触点断开,电动机M停转,同时自保持辅助触点分断。具有自锁的正转控制线路的重要特点是它具有欠压与失压(零压)保护作用。 有很多生产机械因负载过大、操作频繁等原因,使电动机定子绕组中长时间流过较大的电流,有时熔断器在这种情况下尚未及时熔断,以致引起定子绕组过热,影响电动机的使用寿命.严重的甚至烧坏电动机。因此,对电动机还必须实行过载保护。本线路具有热继电保护功能,当电动机过载时.主回路热继电器RJ所通过的电流超过额定电流值,使RJ内部
基于PLC的X62W万能铣床电气控制
基于PLC的X62W万能铣床电气控制 一、实训目的 1.了解X62W万能铣床的动作特性 2.了解传统的电气控制与PLC控制的相同点与不同点 3.掌握用PLC改造较复杂的继电接触式控制电路,并进行设计、安装与调试 二、实训设备
三、控制要求 1.分析控制对象,确定控制要求。仔细阅读与分析X62W万能铣床的电路图,确定各电机及指示灯的控制要求。 机床对电气线路的主要要求 2.机床要求有三台电动机,分别称为主轴电动机、进给电动机和冷却泵电动机。 3.由于加工时有顺铣和逆铣两种,所以要求主轴电动机能正反转及在变速时能瞬时冲动一下,以利于齿轮的啮合,并要求还能制动停车和实现两地控制。 4.工作台的三种运动形式六个方向的移动是依靠机械的方法来达到的,对进给电动机要求能正反转,且要求纵向、横向、垂直三种运动形式相互间应有联锁,以确保操作安全。同时要求工作台进给变速时,电动机也能瞬间冲动、快速进给及两地控制等要求。 5.冷却泵电动机只要求正转。 6.进给电动机与主轴电动机需实现两台电动的联锁控制,即主轴工作后才能进行进给。
7. 熔断器FU 1作机床总短路保护,也兼作M 1的短路保护;FU 2作为M 2、M 3及控制变压器TC 、照明灯EL 的短路保护;热继电器FR 1、FR 2、FR 3分别作为M 1、M 2、M 3的过载保护。 四、 电气原理图及PLC 控制I/O 分配图 1.电气原理图 2.PLC 控制I/O 分配图 SA6 I2.2 QS KM1KM2SA6 FR3 FR2 KM5 YV R R R KM2 ~ 3 M1FR1 KM1 KM4KM6SB1SB2SB4 SB3SB5SB63M SQ1SQ2I2.1I2.0I1.4I1.5I1.3SQ5SQ6SQ42 1 KM6 M33 ~ KM4 ~ 3 M2KM3 FU1 L3 L2L1SQ3SA3SA2 SA1Q0.2EL KM5KM3KM2KM1220V ~ FU2 FU1GND +24V 2L Q0.6 Q0.5Q0.4Q0.3Q0.11L Q0.02M I1.0I1.2I1.1I0.4I0.6I0.5I0.7I0.3I0.1I0.2I0.01M S 7-200P L C 电气控制主电路图PLC控制I/0分配图 KM4KM3
常用电气控制线路工作原理及安装接线
项目一常用电气控制线路工作原理及安装接线 任务1.1 常用低压电器的基本认识 学习目标 了解低压电器的分类及常用术语; 认识瓷插式、螺旋式等常用低压熔断器; 掌握断路器、负荷开关、组合开关等常用开关的用法; 掌握按钮、行程开关、万能转换开关等常用主令控制器的用法; 掌握交流接触器的结构及用法; 掌握电磁式继电器、时间继电器、热继电器等常用继电器的用法。 1.1.1 低压电器的分类 1.低压电器 电器是一种能根据外部的信号和要求,手动或自动地断开或接通电路,实现对电路或非电对象的切换、保护、控制和调节的元器件或设备。
电气与电器的区别:电气是一个抽象概念,范围较广,功能强大;电器是具体的、简单的能实现一定功能的元器件。 工作在交流额定电压 1 200 V 以下、频率为 50 Hz 或者直流额定电压 1 500 V 以下的电器称为低压电器;反之则称为高压电器。 2.低压电器的分类 低压电器的种类繁多,分类方法也很多,常见的分类如图 1.1 所示。 图1.1 低压电器的分类 图 1.2 所示是几种常见的低压电器。
图1.2 常见低压电器 1.1.2 低压熔断器 1.作 用 熔断器简称保险丝,用于短路保护,使用时应串接于被保护电路中。正常情况下,熔断器相当于一段导线,当发生短路故障时,熔体迅速熔断并切断电路,从而起到保护线路和电气设备的作用。 2.特 点 结构简单,体积小,重量轻,价格便宜,动作可靠,使用维护方便。 3.分 类 瓷插式 RC;螺旋式 RL;有填料式 RT;无填料密封式 RM;快速熔断器 RS 和自恢复熔断器。 4.螺旋式熔断器的外形及符号 螺旋式熔断器的外形及符号如图 1.3(a)、(b)所示。 (a)外形(b)符号 图1.3 螺旋式熔断器的外形及符号
学习任务三XA5032立式铣床电气控制线路的装接
学习任务三:XA5032立式铣床电气控制线路的装接 学习目标 1、能够从学习任务书中,掌握阅读任务书的正确方法, 2、能够根据教师提供的工作方案范本掌握工作方案制定的要素,能够制定工作方案; 3、能够掌握任务实施过程中的安全规范,建立安全意识, 4、掌握相关职业素养要求,会运用; 5、能够按照工作方案完成电气线路的装接、检查 6、能按照电气调试安全要求完成电气线路的通电调试工作; 7、能够分析调试过程中电气线路故障的原因,会采用正确的方法排查故障; 8、能够根据验收标准及规范,完成对工作任务的验收,会填写任务验收单; 9、能够掌握本项目工作总结撰写的方法,并能独立完成工作总结的撰写; 建议课时标 160 学时,每天8 学时,累计20 天 学习任务描述 我院在2004 年购置了 6 台XA5032立式铣床,到目前,上述机床已使用了8 年的时 间,在使用过程中发现机床的机床电气线路老化,电气的性能下降,影响到了这些机床 的正常使用,现学院要求由数控机床装调维修班的学生在维修专业教师的带领下,在20 天内将XA5032立式铣床气线路的所有电气元件进行更换,并按原机床的电气原理图重 新进行电路的装接的工作。线路安装完成后,由专业老师带领学生进行XA5032立式铣 床功能测试,由数控系设备管理员进行验收。 工作流程与评价 评 价 内 容序 工作流程活动成果参与度安 全生产 号 ()() ()40%10% 20% 劳动纪律 (20%) 工作效率 (10%) 权重 一明确工作任务工作页活动记录工作记录教学日志完成时间10% 二制定工作计划工作计划活动记录工作记录教学日志完成时间15% 三电气线路装接配电盘活动记录工作记录教学日志完成时间45% 四调试与验收配电盘活动记录工作记录教学日志完成时间20%
X62W万能铣床电气控制原理图及过程
一、X62W 万能铣床电气控制对象 X62W 型卧式普通铣床电气原理图。该机床共有三台电动机:M1 是主轴电动机,在电气上需要实现起动控制与制动快速停转控制,为了完成顺铣与逆铣,还需要正反转控制,此外还需主轴临时制动以完成变速操作过程。 M2 是工作台进给电动机,X62W 万能铣床有水平工作台和圆形工作台,其中水平工作台可以实现纵向进给(有左右两个进给方向)、横向进给(有前后两个进给方向)和升降进给(有上下两个进给方向),圆工作台转动等四个运动,铣床当前只能进行一个进给运动(普通铣床上不能实现二个或以上多个进给运动的联动),通过水平工作台操作手柄、圆工作台转换开关、纵向进给操作手柄、十字复式操作手柄等选定,选定后M2 的正反转就是所选定进给运动的两个进给方向。 YA 是快速牵引电磁铁。当快速牵引电磁铁线圈通电后,牵引电磁铁通过牵引快速离合器中的连接控制部件,使水平工作台与快速离合器连接实现快速移动,当YA 断电时, 水平工作台脱开快速离合器,恢复慢速移动。 M3 是冷却泵电动机,只有在主轴电动机M1 起动后,冷却泵电动机才能起动。 X62W 万能铣床电气元件符号及其功能 电气元件符号名称及用途电气元件符号名称及用途 M1 主轴电动机SQ6 进给变速控制开关 M2 进给电动机SQ7 主轴变速制动开关 M3 冷却泵电动机SA1 圆工作台转换开关 KM1 冷却泵电动机起停控制接触器SA3 冷却泵转换开关 KM2 反接制动控制接触器SA4 照明灯开关 KM3 主电动机起停控制接触器SA5 主轴换向开关 KM4 、KM5 进给电动机正转、反转控制接触器QS 电源隔离开关 KM6 快移控制接触器SB1、SB2 分设在两处的主轴起动按钮KS 速度继电器SB3、SB4 分设在两处的主轴停止按钮YA 快速移动电磁铁线圈SB5、SB6 工作台快速移动按钮R 限 流电阻FR1 主轴电动机热继电器 SQ1 工作台向右进给行程开关FR2 进给电动机热继电器 SQ2 工作台向左进给行程开关FR3 冷却泵热继电器 SQ3 工作台向前、向上进给行程开关TC 变压器 SQ4 工作台向后、向下进给行程开关FU1~FU4 熔断器
X62W型卧式万能铣床电气控制系统的设计
韶关学院 毕业设计 题目:X62W型卧式万能铣床电气控制系统的设计 学生姓名:张择恩 学号:096313703027 系(院):物理与机电工程学院 专业:电气自动化 班级:广东省南方技师学院0829班 指导教师姓名及职称:宁宇副教授 起止时间:2010 年11 月——2010 年12 月
目录 1 概述 1.1铣床国内外研究状况和发展趋势……………………………… 1.2铣床简单介绍…………………………………………………… 1.2.1 铣床的选型…………………………………………………… 1.2.2 X62W机床特点……………………………………………… 2 X62W万能铣床硬件设计………………………………………… 2.1 X62W万能铣床电力拖动的特点及控制要求………………… 2.2 X62W万能铣床元件选型……………………………………… 2.3 X62W万能铣床的主要结构及运动形式………………………… 3 电气控制原理……………………………………………………… 3.1 电气原理图……………………………………………………… 3.2 主电路分析……………………………………………………… 3.3控制电路分析…………………………………………………… 4 X62W万能铣床软件设计………………………………………… 4.1 PlC的基本定义和PLC的主要特点…………………………4.2 X62W万能铣床电气控制线路的PLC设计…………………… 4.3 现场信号与PLC软继电器对照表………………………… 4.4 PLC梯形图和 PLC指令表…………………………………… 5 总结………………………………………………………………
万能铣床电气控制线路修订稿
万能铣床电气控制线路 WEIHUA system office room 【WEIHUA 16H-WEIHUA
编号: 03 任课教师:时永贵教研室主任签字: 课题名称:课题三 X62万能铣床电气控制线路 教学目的:1.掌握X62万能铣床电气工作原理 2.掌握X62万能铣床电气控制线路故障分析方法 3.正确进行X62万能铣床电气控制线路故障维修操作。 德育目标:由学生独立完成线路的装配,发挥学生的创造力,树立学生的自信心。 教学重点:掌握X62万能铣床电气工作原理。 教学难点:正确进行X62万能铣床电气控制线路故障维修操作。 教学方法:讲解法、演示法、现场实习法 课的类型:实习课 教学过程: 课前准备:1.准备实习设备、材料及教学用具; 2.检查学生出勤情况,工具及劳动保护穿戴情况; 3.集中学生注意力,准备讲授教学内容。 安全教育: 1.集体背诵安全操作规程; 2.正确使用电工工具及仪表; 3.按操作规程要求正确操作电器设备的运行。 讲授新课: 课题三 X62万能铣床电气控制线路 一、X62W万能铣床的介绍 铣床:金属平面、斜面、沟槽的铣削加工; 装上分度头可以铣切直齿齿轮和螺旋面;装上圆工作台还可铣切凸轮和弧形槽。 铣床的种类:分为卧式铣床、龙门铣床、立式铣床、仿形铣床和专用铣床等。 常用的万能铣床有两种:X52K型立式,铣头垂直放置;X62W型卧式,铣头水平放置。 这两种铣床在结构上大体相似,差别在于铣头的放置方向不同。 1、型号含义:X62W万能铣机床 X---铣床 W---万能 6---卧式车床 2---2号工作台
2、X62W万能铣床主要结构: 结构:主轴、刀杆、悬梁、工作台、回转盘、横溜板、升降台、床身、底座等。床身固定在底座上,在床身的顶部有水平导轨;悬梁装有一个或两个刀杆支架。刀杆支架用来支撑铣刀心轴的一端,另一端则固定在主轴上,由主轴带动铣刀铣削。由于回转盘相对于溜板可绕中心轴线左右转过一个角度,可以加工螺旋槽,故称万能铣床。 3、机床主要运动方式: 主运动:主轴带动铣刀的旋转运动。 进给运动:矩形工作台:上下:随升降台沿床身的导轨垂直移动 前后:随溜板沿升降台上导轨横向移动 左右:沿回转盘的导轨作纵向移动 圆形工作台:单方向旋转运动。(矩形工作台不能同时工作)辅助运动:工作台在行进方向上的快移。 工作台用T形槽来固定工件。 4、主电路拖动特点: X62W万能铣电机由主轴电机拖动。其中M1是主轴电机,拖动铣刀进行切削加工。M2是工作台移动拖动电机。其操作是通过手柄机械离合器配合工作台做“左移”“右移”“前移”“后移”“上移”“下移”或快速移动控制,其正反向由KM3,KM4实现。M3是冷却泵电机。 注:当KM1启动后工作台电机才能工作,因为主轴不旋转工件是 不可以移动的,那样将会损坏设备出线事故。 二、X62万能铣床的的工作原理 电路图如图3-1所示 1、主轴启动: 合电源QS→按下SB3→KM2动作→KM2常开闭合自锁→为工作台做准备 →KM2常闭断开联锁 →KM2主触点闭合主轴 转 停止:按下SB1→KM2释放→KM1动作 →KM1常闭断开联锁 →KM1主触点闭合电机反接制动→释放SB1电机停。 2、工作台移动的控制:
常用电气控制电路知识讲解
常用电气控制电路
常用电气控制电路 1.控制柜内电路的一般排列和标注规律为便于检查三相动力线布置的对错,三相电源L1、L2、L3 在柜内按上中下、左中右或后中前的规律布置。L1、L2、L3三相对应的色标分别为黄、绿、红,在制作电气控制柜时要尽量按规范布线。二次控制电路的线号,一般的标注规律是:用电装置(如交流接触器)的右端接双数排序,左端按单数排序。 二次控制电路的线号编排如图1所示。动力线与弱点信号线要尽量远离,如传感器、PLC、DCS 集散控制系统、PID控制器等信号线,如果不能做到远离,要尽量垂直交叉。弱电线缆最好单独放入一个金属桥架内,所有弱电信号的接地端都在同一点接地,且与强电的接地分离。 常用电气控制电路图1 二次控制电路的线号编排 2.电动机起停控制电路该电路可以实现对电动机的起停控制,并对电动机的过载和短路故障进行 保护,电动机起停控制电路如图2所示。
图2 电动机起停控制电路 在图2中,L1、L2、L3是三相电源,信号灯HL1用于指示L2和L3两相电源的有无,电压表V 指示L1和L3相之间的线电压,熔断器FU1用于保护控制电路(二次电路)避免电路短路时发生火灾或损失扩大。合上断路器QF1,二次电路得电,按下起动按钮(绿色)SB2,交流接触器KM1的线圈通电,交流接触器的主触点KM1的辅助触头KM1-1闭合,电动机M1通电运转。由于KM1-1触头已闭合,即使起动按钮SB2抬起,KM1的线圈也将一直有电。KM1-1的作用是自锁功能,即使SB2抬起也不会导致电动机的停止,电动机起动运行。按下停止按钮SB1,KM1的线圈断电,KM1-1和KM1触头放开,电动机停止,由于KM1-1已经断开,即使停止按钮SB1抬起,KM1的线圈也仍将处于断电状态,电动机M1正常停止。当电动机内部或主电路发生短路故障时,由于出现瞬间几倍于额定电流的大电流而使断路器QF1迅速跳闸,使电动机主电路和二次电路断电,电动机保护停止。当电动机发生过载时,电动机电流超出正常额定电流一定的百分比,热继电器FR1发热,一定时间后,FR1的常闭触头FR1-1断开,KM1线圈断电,KM1-1和KM1主触头断开,电动机保护停止。KM1线圈得电时,HL2指示灯亮说明电动机正在运行,KM1的线圈断电后HL2灯灭,说明电动机停止运行。当FR1发生过载动作,常开触头FR1-2闭合,HL3灯亮说明电动机发生了过载故障。假设上述的三相交流电动机M1的功率3.7kW,额定电流为7.9A,工作电压为AC380V,则3.7kW电动机起停控制电路元件清单见表1。 表1 3.7kW电动机起停控制电路元件清单
414501$三刀$X62W万能铣床的电气控制设计
摘要 本設計講述了x62w萬能銑床電氣控制的工作原理,說明了用PLC改造的具體方法,從而提高整個電氣控制系統的性能。銑床是用銑刀對工件進行銑削加工的機床。銑床除能銑削平面,溝槽,齒輪,螺紋和花鍵軸外,還能加工比較複雜的型面,效率較刨床高,在機械製造和修理部門得到廣泛應用。最早的銑床的美國人惠特尼於1818年創制的臥式銑床;為了銑削麻花鑽頭的螺旋槽,美國人布朗於1862年創制了第一臺萬能銑床,這是升降臺銑床的雛形;1884年又出現了龍門銑床;二十世紀20年代出現了半自動銑床,工作臺利用擋塊可完成“進給-快速”或“快速-進給”的自動轉換,1950年以後,銑床在控制系統方面發展很快,數字控制的應用大大的提高了銑床的自動化程度。尤其是70年代以後,微處理機的數字控制系統和自動換刀系統在銑床上得到應用,擴大了銑床的加工範圍,提高了加工精度和效率。
目錄 1概述 1.1 銑床國內外研究現狀和發展趨勢..................... 1.2 銑床簡單介紹..................................... 1.2.1 銑床的選型..................................... 1.2.2 x62w機床特點................................... 2 X62W萬能銑床硬體設計........................... 2.1 X62W萬能銑床電力拖動的特點及控制要求............. 2.2 X62W萬能銑床元件選型............................. 2.3 X62W萬能銑床的主要結構及運動形式................. 3 電氣控制原理.................................... 3.1 電氣原理圖........................................ 3.2 主電路分析........................................ 3.3 控制電路分析...................................... 4 X62W萬能銑床軟體設計............................ 4.1 PLC的基本定義和PLC的主要特點..................... 4.2 X62W萬能銑床電氣控制的PLC設計.................... 4.3 現場信號與PLC軟繼電器對照表....................... 4.4 plc梯形圖和plc指令表............................. 5 總結 參考文獻
414501$三刀$X62W万能铣床的电气控制doc
摘要 本设计讲述了x62w万能铣床电气控制的工作原理,说明了用PLC改造的具体方法,从而提高整个电气控制系统的性能。铣床是用铣刀对工件进行铣削加工的机床。铣床除能铣削平面,沟槽,齿轮,螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。最早的铣床的美国人惠特尼于1818年创制的卧式铣床;为了铣削麻花钻头的螺旋槽,美国人布朗于1862年创制了第一台万能铣床,这是升降台铣床的雏形;1884年又出现了龙门铣床;二十世纪20年代出现了半自动铣床,工作台利用挡块可完成“进给-快速”或“快速-进给”的自动转换,1950年以后,铣床在控制系统方面发展很快,数字控制的应用大大的提高了铣床的自动化程度。尤其是70年代以后,微处理机的数字控制系统和自动换刀系统在铣床上得到应用,扩大了铣床的加工范围,提高了加工精度和效率。
目录 1概述 1.1 铣床国内外研究现状和发展趋势..................... 1.2 铣床简单介绍..................................... 1.2.1 铣床的选型..................................... 1.2.2 x62w机床特点................................... 2 X62W万能铣床硬件设计........................... 2.1 X62W万能铣床电力拖动的特点及控制要求............. 2.2 X62W万能铣床元件选型............................. 2.3 X62W万能铣床的主要结构及运动形式................. 3 电气控制原理.................................... 3.1 电气原理图........................................ 3.2 主电路分析........................................ 3.3 控制电路分析...................................... 4 X62W万能铣床软件设计............................ 4.1 PLC的基本定义和PLC的主要特点..................... 4.2 X62W万能铣床电气控制的PLC设计.................... 4.3 现场信号与PLC软继电器对照表....................... 4.4 plc梯形图和plc指令表............................. 5 总结 参考文献
X62W万能铣床电路图
X62W万能铣床电路图 以下是为大家整理的x62w万能铣床电路图的相关范文,本文关键词为x62w,万能,铣床,电路图,x62w,万能,铣床,电路图,,您可以从右上方搜索框检索更多相关文章,如果您觉得有用,请继续关注我们并推荐给您的好友,您可以在综合文库中查看更多范文。 x62w万能铣床电路图 20XX-10-0606:47:14作者:260c网络浏览次数:217网友评论0条 中1/1张图片介绍:x62w万能铣床是一种通用的多用途机床,
它可以进行平面、斜面、螺旋面及成型表面的加工,它采用继电接触器电路实现电气控制。pLc专为工业环境应用而设计,其显著的特点之一就是可靠性高,抗干扰能力强。将x62w万能铣床电气控制线路改造为可编程控制器控制,可以提高整个电气控制系统的工作性能,减少维护、维修的工作量。 1x62w万能铣床的控制要求及电气控制线路分析 x62w万能铣床共用3台异步电动机拖动,它们分别是主轴电动机m1、进给电动机m2和冷 却泵电动机m3。x62w万能铣床的电路如图1所示,该线路分为主电路、控制电路和照明电路三部分。电气控制线路的工作原理如下:图1万能铣床电气原理图 1.1主电路分析 主轴电动机m1拖动主轴带动铣刀进行铣削加工,通过组合开关sA3来实现正反转;进给电动机m2通过操纵手柄和机械离合器的配合拖动工作台前后、左右、上下6个方向的进给运动和快速移动,其正反转由接触器Km3、Km4来实现;冷却泵电动机m3供应切削液,且当m1启动后,用手动开关Qs2控制;3台电动机共用熔断器Fu1作短路保护,3台电动机分别用热继电器FR1、FR2、FR3作过载保护。 1.2控制电路分析 控制电路的电源由控制变压器Tc输出110V电压供电。 ⑴主轴电动机m1的控制
常用电气控制线路
第三章常用电气控制线路 第一节普通车床的电气控制 普通车床是一种应用极为广泛的金属切削机床,主要用来车削外圆、端面、内圆、螺纹和定型表面,也可用钻头绞刀、镗刀等加工。 一、普通车床的主要结构及运动形式 普通车床主要由床身、主轴变速箱、挂轮箱、进给箱、溜板箱、溜板与刀架、尾架、光杠和丝杠等部分组成。 为了加工各种旋转表面,车床必须具有切削运动与辅助运动。切削运动包括主运动和进给运动,除此以外的其它运动皆为辅助运动。 车床的主运动为工件的旋转运动,它由主轴通过卡盘或顶尖去带动工件旋转,承受车削加工时的主要切削功率。车削加工时,应根据被加工零件的材料性质、车刀、工件尺寸、加工方式及冷却条件等来选择切削速度,这就要求主轴能在相当大的范围内变速,普通车床一般采用机械调速。车削加工时,一般不要求反转,但在加工螺纹时,为避免乱扣,要求反转退刀,再纵向进刀继续加工,因而主轴能实现正、反转。主轴旋转是由主轴电动机经传动机构拖动的。 车床的进给运动是刀架的纵向和横向直线运动,其运动方式有手动和机动两种。加工螺纹时工件的旋转速度与刀具的进给速度应有严格的比例关系,所以主运动和进给运动采用同一台电动机拖动,并采用齿轮变速,车床主轴箱输出轴经挂轮箱传给进给箱,再经光杠传入溜板箱,以获得纵、横两个方向的进给运动。 车床的辅助运动有刀架的快速移动及工件的夹紧与放松。 二、车床拖动特点及控制要求 1)为保证经济可靠,主拖动电动机一般选用笼型异步电动机,为满足调速要求,可采用机械变速。 2)为车削螺纹,主轴要求正、反转。对于小型车床主轴正反转由主拖动电动机正反转来实现;当主拖动电动机容量较大时,主轴正反转可采用电磁摩擦离合器来实现。
万能铣床电气控制分析
X62W万能铣床电气控制分析 摘要:本设计针对X62W万能铣床的电气控制线路,介绍了电气控制技术的基础知识,万能铣床的结构、运动特点、控制原理和电气线路作了详细的分析以及对万能铣床电气线路的故障我维修 关键词:X62W万能铣床、电气控制线路 目录 第一章X62W万能铣床分析 §1-1、机床的主要结构及运动形式 §1-2、机床对电气线路的主要要求 第二章X62W万能铣床电气控制对象 第三章X62W万能铣床电气元件符号及其功能 第四章X62W万能铣床电气控制原理图 第五章X62W万能铣床电路的识读 §5-1、动力电路的识读 §5-2、控制电路的识读 第六章X62W万能铣床电气线路的故障与维修 一、X62W万能铣床分析 1、机床的主要结构及运动形式 (1)主要结构由床身、主轴、刀杆、 横梁、工作台、回转盘、横溜板和升降台等
几部分组成,如右图所示。 (2)运动形式 1)主轴转动是由主轴电动机通过弹性 联轴器来驱动传动机构,当机构中的一个双 联滑动齿轮块啮合时,主轴即可旋转。 1)工作台面的移动是由进给电动机驱动,它通过机械机构使工作台能进行三种形式六个方向的移动,即:工作台面能直接在溜板上部可转动部分的导轨上作纵向(左、右)移动;工作台面借助横溜板作横向(前、后)移动;工作台面还能借助升降台作垂直(上、下)移动。 2、机床对电气线路的主要要求 (1)机床要求有三台电动机,分别称为主轴电动机、进给电动机和冷却泵电动机。 (2)由于加工时有顺铣和逆铣两种,所以要求主轴电动机能正反转及在变速时能瞬时冲动一下,以利于齿轮的啮合,并要求还能制动停车和实现两地控制。 (3)工作台的三种运动形式、六个方向的移动是依靠机械的方法来达到的,对进给电动机要求能正反转,且要求纵向、横向、垂直三种运动形式相互间应有联锁,以确保操作安全。同时要求工作台进给变速时,电动机也能瞬间冲动、快速进给及两地控制等要求。 (4)冷却泵电动机只要求正转。 (5)进给电动机与主轴电动机需实现两台电动的联锁控制,即主轴工作后才能进行进给。
铣床电路控制原理图
铣床电路控制原理图 Document serial number【KK89K-LLS98YT-SS8CB-SSUT-SST108】
铣床控制电路: 一、铣床的结构原理: 1、铣床的工作台及夹具 2、铣床的外形 3、铣床结构: ①、主轴;②、悬梁;③、刀杆支架;④、工件工作台;⑤、(工件工作台)左右进给操作手柄; ⑥、(工件工作台)前后进给操作手柄;⑦、(工件工作台)上下操作手柄;⑧、进给变速手柄及变速盘; ⑨、升降工作台;⑩、主轴变速盘及变速手柄;⑾、主轴电动机及进给电动机等等。 4、铣床的运动形式: ①、主轴运动:主轴带动铣刀作旋转运动,由M1拖动(为减小负载波动对加工质量影响,主轴上装有飞轮); ②、进给运动:指工作台带动工件作上下、左右、前后6个方向的直线运动(由三根进给丝杆实现),及圆形工作台的旋转运动,由M2拖动; ③、辅助运动:指工作台带动工件作上下、左右、前后6个方向的快速运动,由M2与电磁离合器YC3(YC3又叫快速电磁离合器)联合拖动。 5、铣床对各运动形式的要求: ①、主轴旋转平稳,以保证加工质量(采用飞轮); ②、铣削加工时,工件同一时刻只能作某一个方向的进给运动; ③、用圆形工作台加工时,不能移动,只能旋转; ④、主轴变速、进给变速用机械变速实现,为保证变速易于齿合,应有变速冲动控制; ⑤、据工艺要求,先主轴旋转后再进给运动; ⑥、为操作方便,应有两地控制。(机械离合器) 6、机床进给运动示意图:圆形工作台旋转传动链 横向移动传动链 (电磁离合器) YC2(正常进给)垂直移动传动链 M2——— YC3(快速进给)纵向移动传动链 7、铣床的加工功能: ①、加工平面; ②、加工斜面; ③、加工沟槽; ④、(装上分度盘)可以铣切齿轮和螺旋面; ⑤、(装上园工作台)可以铣切凸轮和弧形槽。 二、铣床电路控制原理: 1、电路图(见上) 2、原件作用: SA1——主轴上刀制动开关; SA2——工作台状态选择开关:当接通圆形工作台时SA2-2(15-13)接通;当圆形工作台不工作时SA2-1(8-15)、SA2-3(11-12)接通。 SA3——主轴正反转转换开关;SA4——照明;
相关文档
- 万能卧式铣床电气控制系统设计
- 万能卧式铣床电气控制系统设计
- X62W万能铣床电气控制线路
- 万能铣床控制电路分析【图解】
- W万能铣床电气控制原理图及过程
- 万能铣床电气的控制(1)
- X62W万能铣床电气控制原理图及过程
- X62W型万能铣床电气控制线路的检修
- 万能铣床电气控制分析
- 414501$三刀$X62W万能铣床的电气控制doc
- 万能铣床电气的控制
- 414501$三刀$X62W万能铣床的电气控制设计
- 万能铣床的电气控制
- X万能铣床电气控制线路()
- 万能铣床电气控制线路
- X62W万能铣床电气控制线路(课本)
- X62型卧式万能铣床电气控制电路
- X62W万能铣床电气控制电路图
- X62W万能铣床电气原理图
- X62W型卧式万能铣床电气控制系统的设计