powermill 07.Z轴投影加工(绝对实用)
第七章精加工-Z軸投影加工
說明
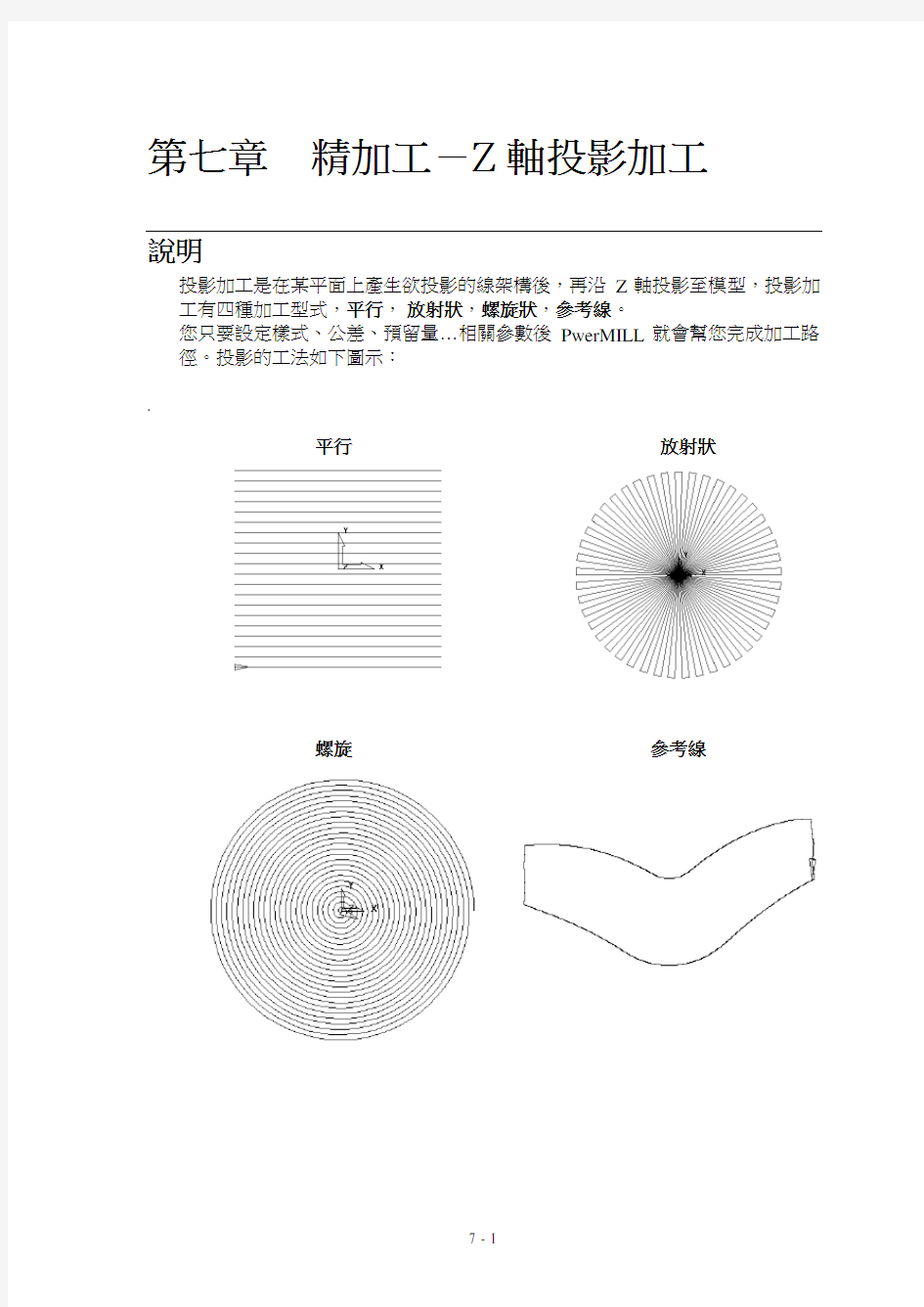
投影加工是在某平面上產生欲投影的線架構後,再沿Z軸投影至模型,投影加工有四種加工型式,平行,放射狀,螺旋狀,參考線。
您只要設定樣式、公差、預留量…相關參數後PwerMILL就會幫您完成加工路徑。投影的工法如下圖示:
.
平行放射狀
螺旋參考線
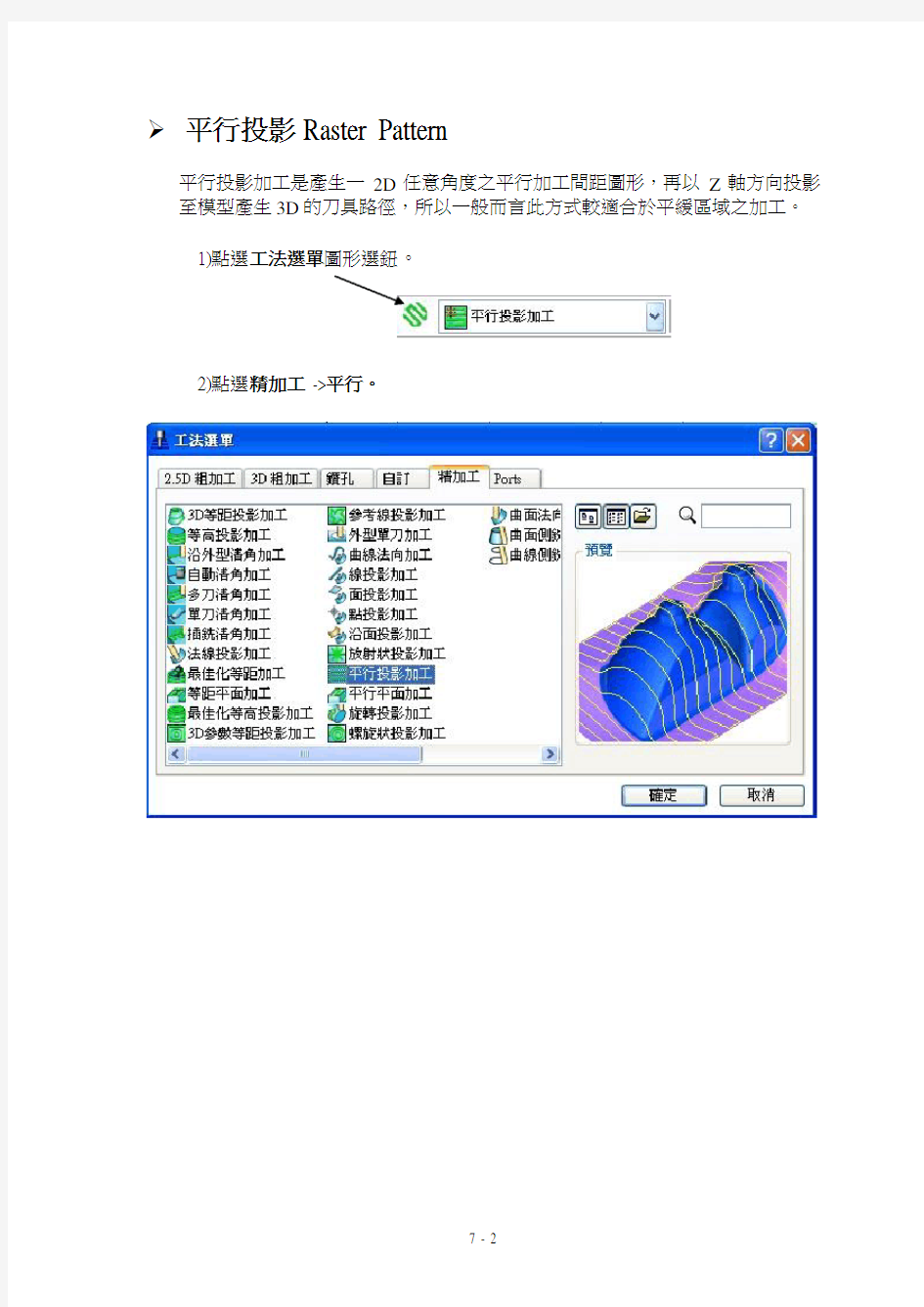
平行投影Raster Pattern
平行投影加工是產生一2D任意角度之平行加工間距圖形,再以Z軸方向投影至模型產生3D的刀具路徑,所以一般而言此方式較適合於平緩區域之加工。
1)點選工法選單圖形選鈕。
2)點選精加工 ->平行。
. 3)以下將說明平行工法所需的設定選項。
編輯現有刀具路徑。
產生新的批次路徑。
選擇所要加工之刀具。
設定公差與不等預留量設定。
刀間距與留痕高計算。
刀間距-加工之投影間距。
選擇所要加工之邊界。
邊界修剪-可計算保留。
加工內部或外部。
進退刀與連結設定選擇
可由右下角icon做連結
設定。
設定刀具的偏擺軸向。
此內定為垂直軸向。
設定刀具路徑名稱。
角度 Angle
設定加工路徑角度方向,此角度計算以 X-axis為零度基準。如下圖:
精加工角度 = 0
刀具路徑起始點 Start Corner
在預覽模式下,定義實際刀具路徑的起始點,白色箭頭符號表示起始點的位置。
正交路徑 Perpendicular Pass
當此選項參數被勾選時,依所設定的加工角度計算,另外會自動增加一垂直於設定角度之路徑。
淺灘角度:配合正交路徑使用,當設定此參數時,另一條垂直的路徑會依所設定的角度修剪,可使原先角度加工間距較大的路徑做補刀。
如下圖:
自動過濾多餘路徑:此選項可將正交路徑中重疊的平行路徑部份過濾掉,
避免重覆加工。
樣式 Style
加工路徑的連結方式-由下拉式選單中,有以下幾種設定方式單向 ,單向依區
域,雙向提刀, 雙向連結,拉銑,插銑等方式。
單向 One Way
刀具路徑加工時,依單方向加工 : 1, 2, 3, 4, 5, 6, 7。
單向依區域 One Way Grouped
刀具路徑依照區域加工,此區域加工完成再進行另一區域加工: 1, 3, 5, 2,4, 6, 7。
雙向提刀 Two Way
刀具路徑加工時依雙向加工,連結設定依進退刀與連結選單: 1, 2, 4 3, 5, 6, 7 (建議方式)。
雙向連結 Two Way Joined
刀具路徑加工依雙向加工,路徑呈單一連結的方式,可減少提刀次數。
: 1, 3, 5, 2,4, 6, 7。
拉銑 Up
刀具路徑加工的方向皆由下往上做單向拉銑式加工。
插銑 Down
刀具路徑加工的方向皆由上往下做單向插銑式加工。
圓弧半徑Arc Radius
執行雙向連結功能時,兩單節路徑之間連結半徑R的大小(R值不能大於刀間距)。
轉角R
圓弧平順化:當平行路徑在角落產生尖角時可設定轉角R避免刀具負荷過大。
圓弧半徑(TDU):依刀徑設定轉角R的大小。
平行加工範例 :
1)刪除所有檔案 >開啟範例模型chamber.dgk。
2)定義素材計算方式為 ->最小/最大尺寸。
3)定義刀具為 ->球刀,直徑=10mm。
模型、刀具如圖示。
4)點選工法選單圖形選鈕。
選取平行投影。
名稱:Raster_basic
公差= 0.01
預留量=0
刀間距=3mm
6)執行,取消
計算路徑結果如下圖。
檢視刀具路逕轉角呈現尖角現象。
可選取圓弧平順化選項,消除尖角情形。
7)在刀具路徑Raster_basic上按滑鼠右鍵開啟設定參數編輯選單。
點選編輯現有刀具路徑
勾選圓弧平順化選項。
調整圓弧半徑(TDU),(設定值以刀徑的0.1最理想)。
將視角放大致先前所看的位置。
圓弧平順化前圓弧平順化後
角落圓弧化路徑,此設定方式可避免刀具加工此角落時刀刃兩邊受力造成重切現象,且易造成刀具偏擺產生過切情形,在控制器的加減速方面也有程度的影響。
每次在路徑連結都提刀到安全高度,浪費多餘的時間,也可即時修改路徑連結選項,使提刀次數減少,加工更有效率。
8)點選進退刀與連結圖形選紐
點選連結選項。
?修改短連結為圓弧。
?修改長連結、安全高
度為相對值。
?執行連結、接受。
執行結果如下圖:
放射狀投影Radial Pattern
1)點選工法選單圖形選紐。
2)點選精加工->放射狀。
3)以下將說明放射狀工法所需的設定選項。
中心點Centre Point
此參數為輸入設定放射狀之中心位置或選取依素材中心重設自動設定為素材中心。
開始及結束半徑Start and End Radius
此參數為加工之順序如由外而內或由內而外及放射狀圖形大小。 如下圖:
開始及結束角度Start Angle and End Angle
此參數設定主要有兩個意義: 1) 指定加工之角度範圍。
2)指定加工之方向如順時針或逆時針方向等,此角度之計算以正軸X 為零
度基準順時方向為正角度。
開始角度 Start angle > 結束角度end angle > – 順時針加工 結束角度End angle > 開始角度start angle > – 逆時針加工
以下圖示將說明加工方向之指定方式:
刀間距Stepover
此刀間距乃依角度值設定,所指定刀間距角度皆以放射中心和起始點來計算
轉角R Corners
圓弧平順化:當平行路徑在角落產生尖角時可設定轉角R 避免刀具負荷過大 圓弧半徑(TDU):依刀徑設定轉角R 的大小。
路徑順序 Join up
雙向連結:刀具路徑間距為直接連結不提刀 單向:依提刀高度移動至下一路徑單節。
Ends of passes linked Ends of passes unlinked Join Up flag unset
Join Up flag set
刀具連結
刀具不連結
雙向加工 單向加工
放射狀加工範例練習
1)開啟目錄範例中檔名為 `swheel.dmt' 模型,並將素材設為模型增量15。
2)設定直徑10 球刀。
3)點取工法選單中之放射狀加工。
中心點設定點選依素材中心重設。
設定開始角度= 0 結束角度= 360。
設定開始半徑=0 結束半徑=100。
刀間距=5
勾選圓弧平順化選項,點取預覽選鈕顯示放射狀圖形。
點取執行選鈕開始計算刀具路徑。
計算結果如下圖所示。
螺旋狀投影Spiral Pattern
1)點選工法選單圖形選紐。
2)點選精加工->螺旋狀。
3)以下將說明放射狀工法所需的設定選項。
中心點Centre Point
此參數輸入為指定螺旋中心,系統內定值為工作座標原點,在正式投影加工前頇調整至正確位置.若點取選鈕依素材中心設定系統將自動以素材中心為螺旋中心點。
開始及結束半徑Start and End Radius
此參數輸入為設定加工之範圍及加工之順序,如由外而內或由內而外,若結束半徑大於開始半徑則加工由內而外反之則由外而內加工,如下圖所示。
刀間距 Pitch
如下圖所示此刀間距乃為螺旋兩半徑間之差值。
切削方向Direction
此參數為指定加工方向為順時針( Clockwise )或逆時針(Anticlockwise)。
螺旋狀加工範例練習
1)開啟目錄範例中檔名為 `swheel.tri' 模型,並將素材設為模型增量15。
2)設定直徑10 球刀。
3)中心點設定,點選依素材中心重設。
4)設定刀間距=3。
5)開始半徑= 0 結束半徑=62.5. 忽略其於參數。
點取預覽選鈕顯示螺旋式2D圖形如下。
6)點取執行選鈕開始計算刀具路徑。
2D螺旋圖形將投影至3D模型產生刀具路徑,如下圖。
參考線投影 Pattern Finishing
此加工方式為允許使用者輸入一外部圖形檔案,或自行繪製線架構作為投影加工路徑。
1)點選工法選單圖形選紐。
2)點選精加工->參考線。
3)以下將說明參考線工法所需的設定選項。
導引線段Drive Curve
用以決定路徑走勢的曲線。
使用刀具路徑Use Toolpath–可直接參考已存在的路徑再一次投影產生路。參考線Pattern–用以選擇已存在之參考線。
路徑順序Ordering –重新安排參考線順序以減少提刀距離。
任意方向Free Direction - 重新安排參考線順序,同時變更參考線方向。
固定方向Fixed Direction -重新安排參考線順序,不變更參考線方向。
參考線Pattern - 依參考線順序及方向產生路徑。
口袋加工Pocket Machine –當口袋加工設定時,多區域多層次路徑會自動
依凹槽加工減少提刀距離。
路徑限制Lower Limit–此設定用於決定路徑最低點的位置,以下範例可知:
設定方式Base Position - 決定路徑最低點的位置,提供了三種選項設定
自動、投影、導引線段等。
自動Automatic –依軸向投影至曲面產生路徑。
可由刀具軸向選單設定軸向。
若刀軸向設為依線投影則路徑如下。
導引線段Drive Curve–依參考線位置產生路徑。
投影Drop –沿Z軸方向投影至曲面產生路徑。
軸向補正Axial offset –此參數可設定路徑依參考線往Z軸補正一數值. 若
補正值設為0則路徑與參考線重疊,此參數只適用
於導引線段Drive Curve時。
正等轴测投影图
一、正等轴测投影的形成 正等轴测投影的投射方向S垂直于轴测投影间P,如图7-2 a所示,且确定物体空间位置的三个坐标平面与轴测投影面均倾斜,其上的三根直角坐标轴与轴测投影面的倾角均相等,物体上平行于三个坐标平面的平面图形的正等轴测投影的形状和大小的变化均相同,因此,物体的正等轴投影的立体感颇强。 二、正等轴测投影的轴间角和轴向伸缩系数 (一)轴间角 正等轴测投影,由于物体上的三根直角坐标轴与轴测投影面的倾角均相等,因此,与之相对应的轴测轴之间的轴间角也必须相等,即∠XOY=∠YOZ=∠XOZ=120°,如图7-3a 所示。 (二) 轴相伸缩系数 正等轴测投影中OX、OY、OZ轴的轴向伸缩系数相等,即 p=q=r。经数学推导得:p=q=r≈0.82。为作图方便,取简化轴向伸缩系数p=q=r=1,这样,画出的图形,在沿各轴向长度上均分别放大到1/0.82≈1.22倍,如图7-3c所示。 三、平面立体的正等轴测图画法 由多面正投影图画轴测图时,应先选好适当的坐标体系,画出对应的轴测轴,然后,按一定方法作图,画平面立体轴测图的基本方法是按坐标画出各顶点的轴测图,称为坐标法,见以下两例。 [例7-1] 根据三棱锥的三面投影图,画出它的正等轴测图。 作图步骤,如图7-4所示。
[例7-2] 根据六棱柱的三面投影图,画出它的正等轴测图。 作图步骤,如图7-5所示。 本题关键在于选定坐标轴和坐标圆点,如先确定顶面各点的坐标,可避免画不必要的作图线。 四、曲面立体的正等轴测图的画法 (一)坐标平面(或其平面)上的圆的正等轴测投影 坐标平面(或其平行面)上圆的正等轴测投影为椭圆。立方体平行于坐标平面的各表面上的内切圆的正等轴测投影,如图7-6所示。 从图7-6中可以看出:
PowerMILL的后处理应用技巧
PowerMILL的后处理应用技巧 1引言 PowerMILL是一种专业的数控加工自动编程软件,由英国Delcam公司研制开发。从PowerMILL的使用来看,PowerMILL可以说是世界上功能最强大、加工策略最丰富的数控加工编程软件系统之一,同时也是CAM软件技术最具代表性的、增长率最快的加工软件。它实现了CAM系统与CAD系统的分离,可以更充分发挥CAM和CAD各系统的优势,可在网络下完成一体化集成,所以更能适应工程化的要求。其广泛应用于航空航天、汽车、船舶、家电以及模具等行业,尤其对各种塑料模、压铸模、橡胶膜、锻模、冲压模等具有明显的优势. 软件的数控自动编程主要是软件经过刀位等自动计算产生加工刀具路径文件,但刀路文件并不是数控程序。需要从加工刀具路径文件中提取相关的加工信息,并根据指定数控机床的特点及要求进行分析、判断和处理,最终形成数控机床能直接识别的数控程序,这就是数控加工的后置处理。本文针对PowerMILL自动编程软件后处理方面的技巧进行探讨。 2 PowerMILL后处理使用技巧 在PowerMILL生成刀具路径后,提供了两种后处理方法:NC程序和PM-Post后处理. 2.1 NC程序 NC程序模块存在于PowerMILL浏览器中,如图1所示,没有工具栏也没有快捷图标,只能通过"NC程序"菜单和NC程序对象菜单进行参数设置。NC程序生成的主要步骤如下: (1)右键单击产生的每个刀具路径,在弹出的菜单、中选择"产生独立的NC程序";或者右键单击PowerMILL浏览器中的"NC程序",在弹出的菜单路径,在弹出的菜单中选择"增加到NC程序"选项。
(2)右键单击生成的每个NC程序,在弹出的菜单中选择"写人";或者右键单击Poirer112ILL浏览器中的"NC程序",在弹出的菜单中选择"全部写人"选项。 2.2 PM-Post后处理 PM-Post是Delcam提供的专用后处理模块,其后处理操作步骤如下: (1)在PowerMILL的"选项"中将NC程序输出文件类型改成"刀位",输出后缀名为cut 的刀具路径文件。 (2)启动PM-Post进人PostProcessor模块,如图2所示,分别添加NC程序格式选项文件Option files和第一步产生的刀具路径文件CLDATA Gles. (3)右键单击某个刀具路径文件,在弹出的菜单中选择Process选项,实现该刀具路径文件的NC程序的输出。 可以看出,NC程序方法简单,当程序后处理设置为固定无需改动时,只需要选择相应的后处理选项文件,即可快速生成所需的NC程序代码。这种方法适用于单位设备固定统一,软件后处理对应性较强的情况。PM-Post方法不但可以生成所需的NC程序,还可以通过PM-Post中的Editor模块对NC程序格式选项文件进行设置,有利于生成更加简洁高效的NC程序代码。这种方法比较适合单位设备的种类型号较多,且自动数控编程由工艺组统一负责,然后再根据设备分配情况生成NC加工程序等场合。 3 PowerMILL后处理设置技巧 早期的PowerMILL后处理程序DuctPost以及其它数控编程软件提供的后处理程序大部分都是基于纯文本文档,用户可通过文本编辑器修改这些文件。该文件结构主要有注释、定义变量类型、定义使用格式、常量赋值、定义问题、字符串列表、自定义单节及系统问题等部分。最新的PowerMILL后处理程序PM-Post基于图形窗口和对话框,使后处理选项文件的设置变得直观、明了。 PM-Post的格式选项文件的修改在Editor模块中进行,如图3所示。 下面以Fanuc系统为例,给出常用后处理设置的方法: 为保留系统自带的Fanuc后处理文件,我们在修改前先将该文件另存为Fanuc
怎么画轴测图
轴测图是反映物体三维形状的二维图形,它富有立体感,能帮人们更快更清楚地认识产品结构。绘制一个零件的轴测图是在二维平面中完成,相对三维图形更简洁方便。 一个实体的轴测投影只有三个可见平面,为了便于绘图,我们将这三个面作为画线、找点等操作的基准平面,并称它们为轴测平面,根据其位置的不同,分别称为左轴测面、右轴测面和顶轴测面。当激活轴测模式之后,就可以分别在这三个面间进行切换。如一个长方体在轴测图中的可见边与水平线夹角分别是30°、90°和120°。 一、激活轴测投影模式 1、方法一:工具-->草图设置、捕捉和栅格-->捕捉业型和样式:等轴测捕捉-->确定,激活。 2、在命令提示符下输入:snap-->样式:s-->等轴测:i-->输入垂直间距:1-->激活完成。 3、等轴面的切换方法:F5或CTRL+E依次切换上、右、左三个面。 二、在轴测投影模式下画直线 1、输入坐标点的画法: ?与X轴平行的线,极坐标角度应输入30°,如@50<30。 ?与Y轴平行的线,极坐标角度应输入150°,如@50<150。 ?与Z轴平行的线,极坐标角度应输入90°,如@50<90. ?所有不与轴测轴平行的线,则必须先找出直线上的两个点,然后连线。 2、也可以打开正交状态进行画线。如下图,即可以通过正交在水平与垂直间进行切换而绘制出来。 ▲ 实例: 在激活轴测状态下,打开正交,绘制的一个长度为10的正方体图。 1、激活轴测-->启动正交,当前面为左面图形。 2、直线工具-->定第一点-->水平方向10-->垂直方向10-->水平反方向10-->C 闭合, 3、F5:切换至上面-->指定顶边一角点-->X方向10-->Y方向10-->X 方向10-->C闭合, 4、F5:切换到右面-->指定底边右角点-->水平方向10-->向上垂直方向10-->确定完成, 三、定位轴测图中的实体 要在轴测图中定位其它已知图元,必须打开自动追踪中的角度增量并设定角度为30度,这样才能从已知对象开始沿30°、90°或150°方向追踪。 1、如要在上例中的正方形右面定一个长度为4的正方形,则: 捕捉右面左底角-->X轴方向:3-->垂直方向4-->水平方向4-->下垂直方向4-->C闭合,2、如要在顶面绘制一直径为4的圆,则: F5切换至顶面-->椭圆工具-->等轴测圆:i-->捕捉对角线交叉点-->半径:2-->确定完成, 四、轴测面内画平行线 轴测面内绘制平行线,不能直接用OFFSET命令进行,因为OFFSET中的偏移距离是两线之间的垂直距离,而沿30°方向之间的距离却不等于垂直距离。 为了避免操作出错,在轴测面内画平行线,我们一般采用复制COPY命令或OFFSET中的“T”选项;也可以结合自动捕捉、自动追踪及正交状态来作图,这样可以保证所画直线与轴测轴的方向一致。。
机械制图轴测图教案
第十九讲§4—1 轴测图的基本知识 §4—2 正等测图 课题:1、轴测图的基本知识 2、平面立体的正等测图的画法 课堂类型:讲授 教学目的:1、介绍轴测图的基本知识 2、讲解平面立体的正等测图的画法 教学要求:1、了解轴测图的种类,理解轴测图的基本性质 2、了解正等测图的形成、轴间角和轴向变形系数 3、熟练掌握平面立体的正等测图的画法 教学重点:平面立体的正等测图的画法 教学难点:正等测图的轴测轴和坐标原点的选择 教具:模型:长方体、正六棱柱 教学方法:用通俗的方法讲解正等测图的获得方法:根据观察者的方向,将立体旋转45°,然后将后面抬起适当角度,使立体的三条棱线(长、宽、高)与轴测投影面的夹 角相等,用正投影的方法向轴测投影面投影所得的轴测图。 教学过程: 一、复习旧课 1、复习相贯线的两个基本性质。 2、复习相贯线的近似画法。 3、讲评作业,复习两个曲面立体相贯的相贯线的投影的画法。 二、引入新课题 多面正投影图能完整、准确地反映物体的形状和大小,且度量性好、作图简单,但立体感不强,只有具备一定读图能力的人才能看懂。 有时工程上还需采用一种立体感较强的图来表达物体,即轴测图,。轴测图是用轴测投影的方法画出来的富有立体感的图形,它接近人们的视觉习惯,但不能确切地反映物体真实的形状和大小,并且作图较正投影复杂,因而在生产中它作为辅助图样,用来帮助人们读懂正投影图。 在制图教学中,轴测图也是发展空间构思能力的手段之一,通过画轴测图可以帮助想
象物体的形状,培养空间想象能力。 三、教学内容 (一)轴测图的基本知识 1、轴测图的形成 将空间物体连同确定其位置的直角坐标系,沿不平行于任一坐标平面的方向,用平行投影法投射在某一选定的单一投影面上所得到的具有立体感的图形,称为轴测投影图,简称轴测图,如图4-2所示。 图4-2 轴测图的形成 在轴测投影中,我们把选定的投影面P称为轴测投影面;把空间直角坐标轴OX、OY、OZ在轴测投影面上的投影O1X1、O1Y1、O1Z1称为轴测轴;把两轴测轴之间的夹角∠X1O1Y1、∠Y1O1Z1、∠X1O1Z1称为轴间角;轴测轴上的单位长度与空间直角坐标轴上对应单位长度的比值,称为轴向伸缩系数。OX、OY、OZ的轴向伸缩系数分别用p1、q1、r1表示。例如,在图4-2中,p1= O1A1/OA,q1 =O1B1/OB,r1 =O1C1/OC。 强调:轴间角与轴向伸缩系数是绘制轴测图的两个主要参数。 2、轴测图的种类 (1)按照投影方向与轴测投影面的夹角的不同,轴测图可以分为: 1)正轴测图——轴测投影方向(投影线)与轴测投影面垂直时投影所得到的轴测图。 2)斜轴测图——轴测投影方向(投影线)与轴测投影面倾斜时投影所得到的轴测图。 (2)按照轴向伸缩系数的不同,轴测图可以分为: 1)正(或斜)等测轴测图——p1=q1=r1,简称正(斜)等测图; 2)正(或斜)二等测轴测图——p1=r1≠q1,简称正(斜)二测图;
绘制轴测图的方法和步骤-
?正等轴测图的绘制 三条坐标轴的制定: 正等轴测图的坐标系是由相邻两个坐标轴夹角都等于120°的三个坐标轴组成。左下方的坐标轴为X轴,右下方的为Y轴,Z轴一般都是让它竖直向上。物体在正视图上沿三个坐标轴的尺寸与其对应的轴测投影尺寸近似取为相等。即轴向变形系数都近似为1。由物体的正投影(即三视图)绘制轴测图,是根据坐标对应关系作图,即利用物体上的点,线,面等几何元素在空间坐标系中的位置,用沿轴向测定的方法,确定其在轴测坐标系中的位置从而得到相应的轴测图。实际上是两种坐标系的转换。 绘制轴测图的方法和步骤: A- 对所画物体进行形体分析测量,搞清原体的形体特征. B- 在原投影图上确定坐标轴和原点; C- 绘制轴测图。画图时,先画轴测轴,然后再逐步画出物体的轴测图; D- 轴测图中一般只画出可见部分,必要时才画出不可见部分
?坐标法: 根据形体的形状特点选定适当的坐标轴,然后将形体上各点的坐标关系转移到轴测图上去,以定出形体上各点的轴测投影,从而作出形体的轴测图。 作图步骤: ?在三视图中,画出坐标轴的投影; ?画出正等测的轴测轴,∠X1-O1-Y1=∠X1-O1-Z1=∠Y1-O1-Z1=120°; ?量取O1-2=O-2,O1-4=O-4; ?分别过2、4作O1-Y1、O1-X1的平行线,完成底面投影; ?过底面各顶点作O1-Z1轴的平行线,长度为四棱柱高度; ?依次连接各顶点,完成正等测图。
三棱锥形的正等测图作图步骤: ?在三视图中,画出坐标轴的投影; ?画出正等测的轴测轴,∠X1-O1-Y1=∠X1-O1-Z1=∠Y1-O1-Z1=120°; ?量取O1-A’=O-A ; ?在平面俯视图中以B点向C -A 引垂直线得到点1,量取O1-1’=O-1,1’-B’=1-B ;?连接点A’,B’,C’得到三棱锥形的底面投影; ?在平面俯视图中以S点向C -A 引垂直线得到点2,量取O1-2’=O-2,2’-3’=2-S ;?过3’点作O1-Z1轴的平行线,长度为三棱锥高度,得到S’点; ?依次连接各顶点,完成正等测图。 3’
轴测投影基本常识
轴测投影基本常识 轴测图是用平行投影的原理绘制的一种图形,如下图(A)所示: (A)(B) 这种图接近于人的视觉习惯,富有立体感。图(B)所示为该形体的三面正投影图,这种图能准确地表达形体的表面形状及相对位置,具有良好的度量性,是工程上广泛应用的图示方法,其缺点是缺乏立体感。因此,轴测图在生产中作为辅助图样,用于需要表达机件直观形象的场合。 一.轴测投影的形成 轴测投影图和三面投影图不同,它是一种单面投影图,即只有一个投影面表达空间形体的形状.如下图所示,将形体及坐标系一起,按选定的投射方向S向投影面P进行投影,得到了一个同时反映形体长,宽,高和1,2,3三个表面的投影.这样投影所得图形称为轴测投影图,简称轴测图.
(A)(B) 7-2 在轴测投影中, 投影面P称为轴测投影面,投射方向S称为轴测投影方向. 当投射方向S垂直于轴测投影面时,所得图形称为正测投影,如上图(A)所示. 当投射方向S倾斜于轴测投影面时,所得图形称为斜测投影,如上图(B)所示. 二.轴测投影的基本性质 轴测投影是用平行的投影法画出的,所以它具有平行投影的一切投影特性.现结合轴测投影叙述如下: 1.平行性空间平行的直线, 轴测投影后仍 平行;空间平行于坐标轴的直线, 轴测投影
后仍平行于相应的轴测轴. 2.沿轴量OX, OY, OZ轴方向或与其平行的 方向,在轴测图中轴向变形系数是已知的,故画轴测图时要沿轴测轴或平行轴测轴的方向度量.这就是轴测图名称之由来. 三.正等轴测图(简称正等测) 1.正等测的轴间角, 轴向变形系数 正等测的三个轴间角均相等,即: PowerMILL软件二次开发接口知识和进行二 次开发的方法 来源:未知 admin责任编辑:模具站发表时间:2010-05-19 11:55 PowerMILL二次开发Powermill教程Powermill数控编程Powermill技巧 核心提示:一、前言 PowerMILL是英国DELCAM公司开发的一款优秀的、独立的、基于知识的专业三维加工软件,其技术在同行业中居世界领先地位。PowerMILL软件的主要特点如下:★与CAD系统的无缝接口现代的产业结构以及产品开发周期的缩短,极大的增加了CAD与CAM的异地化… 一、前言 PowerMILL是英国DELCAM公司开发的一款优秀的、独立的、基于知识的专业三维加工软件,其技术在同行业中居世界领先地位。PowerMILL软件的主要特点如下: ★与CAD系统的无缝接口 现代的产业结构以及产品开发周期的缩短,极大的增加了CAD与CAM的异地化生产,这就使得CAD模型的转换成为现代生产的关键环节。PowerMILL能够接受的CAD模型类型包括AutoCAD、CATIA、CIMATRON、IDEAS、IGES、UNIGRAGHICS、PRO/ENGINEER、SOLIDWORKS、STEP、 SOLIDEDGES以及VDA等多种模型格式,很好的做到了与CAD系统的无缝连接。 ★面向高速加工 1、智能化全程过切保护 现代的高速加工与传统加工相比,其切削速度提高了8倍左右,更有甚者可能达到10倍以上。在这种情况下一旦有过切现象发生,其冲击力将对机床、刀具带来极大的损害,甚至对人身安全造成伤害。PowerMILL充分考虑了这些因素,采用了智能化的全程防过切处理,不需人工干预而是全部由系统自动完成。我们的实际加工证明,PowerMILL可靠性高,完全防过切,使用起来让我们特别放心。 2、刀具过载保护 在型腔类工件的粗加工中,刀具与工件第一刀的接触不可避免的会有全刀宽切削,这种全刀宽切削对刀具的使用寿命有很大的危害。为解决这种问题,PowerMILL给用户提供了刀具过载保护功能--摆线加工,即当发生全刀宽切削时,PowerMILL会优化刀具路径,自动以摆线加工策略进行处理,避免刀具过载。 3、丰富的适合高速加工的细节处理 为了避免刀具在加工过程中走刀方向的突然变化和保证刀具切削的平稳性,PowerMILL 允许用户采用水平圆弧、垂直圆弧、斜向等多种进刀方式,使刀具能够高速地切入切出工件,同时PowerMILL在多种策略的刀具路径的尖角处可采用圆弧光顺优化处理,这些细节处理正是高速加工所要求的 绘制轴测图的方法和步骤 由物体的正投影绘制轴测图,是根据坐标对应关系作图,即利用物体上的点,线,面等几何元素在空间坐标系中的位置,用沿轴向测定的方法,确定其在轴测坐标系中的位置从而得到相应的轴测图。 绘制轴测图的方法和步骤: a.对所画物体进行形体分析,搞清原体的形体特征,选择适当的轴测图 b.在原投影图上确定坐标轴和原点; c.绘制轴测图,画图时,先画轴测轴,作为坐标系的轴测投影,然后再逐步画出; d 轴测图中一般只画出可见部分,必要时才画出不可见部分 (1) 平面立体的轴测图画法 画平面立体轴测图的基本方法是:沿坐标轴测量,按坐标画出各顶点的轴测图,该方法简称坐标法;对一些不完整的形体;可先按完整形体画出,然后再用切割方法画出不完整部分,此法称为切割法;对另一些平面立体则用形体分析法,先将其分成若干基本形体,然后还逐一将基本形体组合在一起,此法称为组合法。 下面举例说明两种种方法说明轴测图的画法。 1 )坐标法 [ 例1] 根据截头四棱锥正投影图, 画出其正等测轴测图 [ 解] 作图步骤如下; a )以四棱锥体的对称轴线为坐标轴,以O 为原点; b )画轴测轴并相应地画出各项点的轴测图,连接各点即得四棱锥体的轴测图; c )根据截口的位置,按坐标作出截面上各项点的轴测图; d )连接各点,擦去不可见的轮廓线,即得截头四棱锥的轴测图。 2) 切割法 [ 例2] 根据平面立体的三视图, 画出它的正等测图( 图2) 图2 用组合法作正等测图 [ 解] 作图步骤如下: a )在视图上定坐标轴,并将组合体分解成三个基本体: b )画轴测轴,沿轴测量历16,12,4 画出形体I ; c )形体II 与形体I 左右和后面共面,沿轴量16 、 3 、14 画出长方体,再量出尺寸12 、10 ,画出形体II ; d )形体III 与形体I 和形体II 右面共面;沿轴量取 3 ,画出形体III : e )擦去形体间不应有的交线和被遮挡的线,然后描深。 坐标法、切割法和组合法是给制轴测图的基本方法,画图时必须根据形体特点灵活应 用。 ( 2 )曲面立体的画法 简单的曲面立体有圆柱、圆锥(台)、圆球和圆环等,它们的端面或断面均为圆。因此,首先要掌握坐标面内或平行干坐标面圆的正轴测图画法。 1 )坐标面内或平行于坐标面的圆的轴测投影 在三种轴测图中,因斜二测的一个坐标面平行轴测投影面,故与此坐标而平行的圆的轴测投影仍为圆,其余圆的轴测投影均为椭圆,称为轴测椭圆,轴测椭圆的画法有两种: 坐标法:按坐标法确定圆周上若干点的轴测投影,后光滑地连接成椭圆。 近似法:用四心扁圆代替轴测椭圆,确定的四个圆心,四段圆弧光滑地连接成一扁圆,使之与轴测椭圆近似。 ①轴测椭圆的长、短轴方向和大小 常用的三种轴测图中,轴测椭圆的长、短轴方向和大小如图3所示。在正等测和正二测图中,采用简化系数后,轴测椭圆的长、短袖大小如图 4 所示。 课题:1、轴测图的基本知识 2、平面立体的正等测图的画法 课堂类型:讲授 教学目的:1、介绍轴测图的基本知识 2、讲解平面立体的正等测图的画法 教学要求:1、了解轴测图的种类,理解轴测图的基本性质 2、了解正等测图的形成、轴间角和轴向变形系数 3、熟练掌握平面立体的正等测图的画法 教学重点:平面立体的正等测图的画法 教学难点:正等测图的轴测轴和坐标原点的选择 教具:模型:长方体、正六棱柱 教学方法:用通俗的方法讲解正等测图的获得方法:根据观察者的方向,将立体旋转45°,然后将后面抬起适当角度,使立体的三条棱线(长、宽、高)与轴测投影面的夹角相等,用正投 影的方法向轴测投影面投影所得的轴测图。 教学过程: 一、复习旧课 1、复习相贯线的两个基本性质。 2、复习相贯线的近似画法。 3、讲评作业,复习两个曲面立体相贯的相贯线的投影的画法。 二、引入新课题 多面正投影图能完整、准确地反映物体的形状和大小,且度量性好、作图简单,但立体感不强,只有具备一定读图能力的人才能看懂。 有时工程上还需采用一种立体感较强的图来表达物体,即轴测图,。轴测图是用轴测投影的方法画出来的富有立体感的图形,它接近人们的视觉习惯,但不能确切地反映物体真实的形状和大小,并且作图较正投影复杂,因而在生产中它作为辅助图样,用来帮助人们读懂正投影图。 在制图教学中,轴测图也是发展空间构思能力的手段之一,通过画轴测图可以帮助想象物体的形状,培养空间想象能力。 三、教学内容 (一)轴测图的基本知识 1、轴测图的形成 将空间物体连同确定其位置的直角坐标系,沿不平行于任一坐标平面的方向,用平行投影法投射在某一选定的单一投影面上所得到的具有立体感的图形,称为轴测投影图,简称轴测图,如图4-2所示。 图4-2 轴测图的形成 在轴测投影中,我们把选定的投影面P称为轴测投影面;把空间直角坐标轴OX、OY、OZ在轴测投影面上的投影O1X1、O1Y1、O1Z1称为轴测轴;把两轴测轴之间的夹角∠X1O1Y1、∠Y1O1Z1、∠X1O1Z1称为轴间角;轴测轴上的单位长度与空间直角坐标轴上对应单位长度的比值,称为轴向伸缩系数。OX、OY、OZ的轴向伸缩系数分别用p1、q1、r1表示。例如,在图4-2中,p1= O1A1/OA,q1=O1B1/OB,r1=O1C1/OC。 强调:轴间角与轴向伸缩系数是绘制轴测图的两个主要参数。 2、轴测图的种类 (1)按照投影方向与轴测投影面的夹角的不同,轴测图可以分为: 1)正轴测图——轴测投影方向(投影线)与轴测投影面垂直时投影所得到的轴测图。 2)斜轴测图——轴测投影方向(投影线)与轴测投影面倾斜时投影所得到的轴测图。 PowerMILL资料大全 Powermill使用常识集锦: 先产生一个独立的加工程序,把产生的加工程序激活,再把下一个刀具路径增加到加工程序上去就可以了把你做的刀具路径, 直接用鼠标拖到要产生NC程序的里面, 然后写出就行了! 但是注意你所使用的刀具编号, 最好符合, 还有其他相关刀具数据, 例如轴向下刀速度, 圆弧速度, 切削速度, 转速, 都很重要! ●在PowerMILL中如何将只读项目转换为可读写项目运行PowerMILL的过程中,如果我们打开一个以前输出时没能正常关闭的项目,屏幕上会出现下面的警告信息:'Project open for Read Only' 此时如果需要将项目以可读写方式打开,则可在命令视窗中键入下面的命令:'PROJECT CLAIM' 这样打开的项目即为可读写项目 ●PowerMILL中如何将刀具附加到刀具路径上在PowerMILL 中可将激活刀具附加到刀具路径上,以便更加直观地查看刀具和刀具路径间的关系,查看刀具随刀具路径移动的情况。这项功能对5轴加工编程帮助颇大。有两种方法将激活 刀具附加到激活刀具路径上,第一种方法是在图形视窗中希望附加激活刀具的的刀具路径上的某个位置右击鼠标,从弹出菜单中选取附加激活刀具选项,于是 激活刀具即附加到光标所点击位置的刀具路径上;另一种方法是在PowerMILL 浏览器视窗中右击希望附加刀具的刀具路径目录,从弹出菜单中选取附加激活刀具到开始选项,于是激活刀具即附加到刀具路径的开始点。将刀具附加到刀具路径上后,使用键盘上的箭头键,沿刀具路径移动刀具,可直观查看刀具和刀具路径的相对位置。 ●编程注意事项 开粗加工方法 核心提示:PowerMILL提供了开粗加工的三种方法,其中用得最多的是偏置区域清除模型加工。根据粗加工的特点,对高速加工在切削用量选择上的原则应是 浅切深、快进给。对刀具的要求,根据模型形状和尺寸综合考虑,应尽可能选用大直径的刀具。开粗加工中特别要注意设定毛… PowerMILL提供了开粗加工的三种方法,其中用得最多的是偏置区域清除模型加工。根据粗加工的特点,对高速加工在切削用量选择上的原则应是 “浅切深、快进给”。对刀具的要求,根据模型形状和尺寸综合考虑,应尽可能选用大直径的刀具。开粗加工中特别要注意设定毛坯在X、Y、Z三方向的尺寸,据工件的加工要求以“切削路径的刀具中心线不离开毛坯界限”作为原则来决定毛坯的设置。图1是由“最小限/最大限”来确定的无扩展的毛坯所产生的刀具路径。图 2为毛坯扩展后的刀具路径。可见,扩展后工件下部侧面也能加工到了。 图1 毛坯未扩展的刀具路径 图2毛坯扩展后的刀具路径 半精加工方法 核心提示:半精加工的主要目的是保证精加工时余量均匀。最常用的方法是先算出残留材料的边界轮廓(参考刀具未加工区域的三维轮廓),然后选用较小的刀具来仅加工这些三维轮廓区域,而不用重新加工整个模型。一般用等高精加工方法,加工残留材料区域内部。为得到合理的… 半精加工的主要目的是保证精加工时余量均匀。最常用的方法是先算出残留材料的边界轮廓(参考刀具未加工区域的三维轮廓),然后选用较小的刀具来仅加工这些三维轮廓区域,而不用重新加工整个模型。一般用等高精加工方法,加工残留材料区域内部。为得到合理的刀具路径,应注意以下几点: (1)计算残留边界时所用的余量,应跟开粗加工所留的余量一致。 (2)用残留边界等高加工中的凹面时,应把“型腔加工”取消掉,其路径如图4所示。否则,在图3所示路径中刀具单侧切削时,随着深度的增加,接触刀具的材料越多,切削力增大,使刀具易折断。 图3 型腔加工未取消的刀具路径 使用 POWERMILL 加工机锻模的工艺与技巧 本文主要介绍了使用 POWERMILL 软件加工锻造机锻模具的三轴数控铣加工程序,结合锻模的形状复杂、型腔窄深、品种繁杂等特点,在软件本身的加工策略和加工方式的基础上总结了一些加工工艺与技巧,在保证锻模精度的基础上提高锻模的加工效率。 一、概论 1 、 CAD\CAM 软件经过 40 多年的发展,国内外都有了成熟的产品。 PowerMILL 就是英国 Delcam 公司 CAD/CAM 专业化软件模块之一。 Delcam CAD/CAM 系列软件被广泛地应用于航空航天、汽车、船舶、家用电器、轻工产品和模具制造等行业。 1991 年 Delcam 产品首次进入中国市场。 1997 年在北京成立 Delcam (中国)有限公司。多年来, Delcam 一直保持 CAM 软件开发研究的世界领先地位。 PowerMILL 是一个独立式的三维加工软件,它能快速、准确地产生无过切粗加工和精加工刀具路径。 PowerMILL 能读入各种 CAD 系统产生的三维模型,提供完善的加工策略,进行完全的加工。 2 、东风锻造有限公司引进了 Delcam 公司的 POWERSHAPE 和 POWERMILL 软件,利用该软件完成三轴数控铣床加工锻造机锻模具的 NC 程序。我们利用该软件中的POWERSHAPE 模块进行模具型腔的三维造型 ( 或其它软件 ) ,然后把三维图形导入POWERMILL 模块中,根据模具的形状特点、不同的工艺要求和精度要求,灵活的选用该系统提供的各种加工方式和加工参数进行三轴数控铣床的模拟加工,后置处理形成数控铣床的 NC 代码,然后传送到机床进行加工。至今已经在锻造模具加工中使用了 5 年,由于锻模的形状复杂、型腔窄深、品种繁杂的特点,在软件的加工策略和加工功能的基础上总结了一些加工工艺方法和技巧,在保证使用的情况下,采用合理的经济精度和经济的粗糙度,提高锻模的加工效率。 二、锻模的种类、特点及技术要求 1 、我厂主要生产汽车锻件,锻模全部由本厂自己生产,因此锻件的种类决定了锻模的品种,主要锻件有连杆、曲轴、前轴、轮毂、万向节叉等,因此锻模型腔复杂,单件小批量生产,因此采用数控加工比较适合。锻件的不同锻造生产工序也不相同,但是基本工序为预锻——终锻——切边——校正。预、终、校锻模的共同点就是上、下分为两大模块,预、终锻模型腔基本相同,要求也相似,所以加工基本相同。切边模具又分为切边凸模和切边凹模,加工就完全不同,而校正模具又和终、预锻有所区别,加工当然有所区别。 2 、锻件的不同模具的精度要求也不同,工序的不同模具要求也有所不同。因此模具制造的技术条件很多,下面列举要采用数控加工部分的一些通用技术要求; (a) 锻模的制造标准规定所有尺寸最小公差为± 0.08mm ; (b) 终、预锻型腔的表面粗糙度为 Ra1.6 ; (c) 飞边桥部粗糙度为 Ra3.2 ; (d) 飞边仓部的粗糙度为 Ra12.5 (e) 切边凸模型腔与锻件凸台必须留有间隙 1.5 —— 2mm, 甚至更大些;凸模外轮廓与凹模之间也有 1 - 2mm 的间隙。 绘制轴测图的方法和步骤: A- 对所画物体进行形体分析测量,搞清原体的形体特征. B- 在原投影图上确定坐标轴和原点; C- 绘制轴测图。画图时,先画轴测轴,然后再逐步画出物体的轴测图; D- 轴测图中一般只画出可见部分,必要时才画出不可见部分 ? 正等轴测图的绘制 三条坐标轴的制定: 正等轴测图的坐标系是由相邻两个坐标轴夹角都等于120°的三个坐标轴组成。左下方的坐标轴为X轴,右下方的为Y轴,Z轴一般都是让它竖直向上。物体在正视图上沿三个坐标轴的尺寸与其对应的轴测投影尺寸近似取为相等。即轴向变形系数都近似为1。由物体的正投影(即三视图)绘制轴测图,是根据坐标对应关系作图,即利用物体上的点,线,面等几何元素在空间坐标系中的位置,用沿轴向测定的方法,确定其在轴测坐标系中的位置从而得到相应的轴测图。实际上是两种坐标系的转换。 ?坐标法: 根据形体的形状特点选定适当的坐标轴,然后将形体上各点的坐标关系转移到轴测图上去,以定出形体上各点的轴测投影,从而作出形体的轴测图。 作图步骤: ?在三视图中,画出坐标轴的投影; ?画出正等测的轴测轴,∠X1-O1-Y1=∠X1-O1-Z1=∠Y1-O1-Z1=120°; ?量取O1-2=O-2,O1-4=O-4; ?分别过2、4作O1-Y1、O1-X1的平行线,完成底面投影; ?过底面各顶点作O1-Z1轴的平行线,长度为四棱柱高度; ?依次连接各顶点,完成正等测图。 三棱锥形的正等测图作图步骤: ?在三视图中,画出坐标轴的投影; ?画出正等测的轴测轴,∠X1-O1-Y1=∠X1-O1-Z1=∠Y1-O1-Z1=120°; ?量取O1-A’=O-A ; ?在平面俯视图中以B点向C -A 引垂直线得到点1,量取O1-1’=O-1,1’-B’=1-B ;?连接点A’,B’,C’得到三棱锥形的底面投影; ?在平面俯视图中以S点向C -A 引垂直线得到点2,量取O1-2’=O-2,2’-3’=2-S ;?过3’点作O1-Z1轴的平行线,长度为三棱锥高度,得到S’点; ?依次连接各顶点,完成正等测图。 3’ 4. 精加工策略 半精加工/精加工策略简介 精加工策略是一种区域清除加工之后将零件加工到设计形状的一类加工策略。需使用适当的值来控制刀具路径的切削精度和残留在材料上的材料余量,用于此目的的两个参数分别是公差和余量。 余量指定加工后材料表面上所 留下的材料量。可指定一般余 量(如图所示),也可在加工 选项中分别指定单独的轴向和 径向余量。 也可对实际模型中的一组曲面指定额外的余量值。 粗公差 精细精细公差公差 公差用来控制切削路径沿工件形状的精度。初加工可使用较粗糙的公差,而精加工必须使用精细公差。 注 如果余量值大于0,则其值必须大于公差值。 平行平行、、放射放射、、螺旋和参考线精加工 简介 这一章将介绍由向下投影参考线所产生的精加工策略。共有四种这种类型的策略,它们分别是平行、放射、螺旋和参考线(用户定义)精加工策略。 PowerMILL 通过沿Z 轴向下投影一预定义线框形状到模型来产生刀具路径。标准的平行、放射和螺旋几何形状直接通过在精加工表格中输入值产生。点取应用按钮执行命令前,可点取表格中的预览按钮,在图形视窗中预览所产生的图案和参考线。参考线几何形状则需要用户自行定义一几何形状(激活参考线),然后将该几何形状沿Z 轴投影到模型而形成刀具路径。 下面是这四种图案策略的几何形状,图案的查看方向为沿Z 轴向下。 平行 放射 螺旋 参考线 (用户定义) 放射、螺旋、以及平行精加工刀具路径和沿Z 轴向下投影到模型上的这些标准参考线完全一致。下面我们就以更常用一些的平行精加工策略为例,来介绍这类刀具路径。 平行精加工平行精加工策略策略 ? 删除全部并重设表格。 ? 从文件菜单下选取打开项目,通过打开的表格选取项目:- D:\users\train\PowerMILL_Data\Projects\Chamber_Start . 这次我们从一已有项目开始。 ? 于是屏幕上弹出一对话视窗,告诉我们原项目为只读文件。点击接受。 屏幕上即显示出保存在输入项目中的模型和刀具。 ? 从文件菜单中选取保存项目为: D:\users\training\COURSEWORK\PowerMILL-Projects\chamber ? 按缺省的方框-模型设置定义毛坯。 ? 从顶部工具栏中点击刀具路径策略图标。 ? 选取平行精加工图标,然后点击接受接受 。 项目4 绘制轴测图 项目介绍 本项目主要完成绘制轴测图。在工程上应用正投影图能够准确、完整地表达物体的形状,且作图简便,但是缺乏立体感。因此,工程上常用直观性较强,富有立体感的轴测图作为辅助图样,可以直观说明机器及零部件的外形、内部结构或工作原理。我们主要学习简单平面立体和曲面立体的正等轴测图和斜二轴测图的作图方法,通过轴测图的学习,为学生读懂正投影图提供形体分析与构思的思路和方法。 任务1 绘制正等轴测图 工作任务 绘制如图4-1所示支架零件三视图的正等轴测图。 图4-1支架零件三视图 任务目标 1.了解轴测投影的基本概念、特性和常用轴测图的种类; 2.了解正等轴测图的轴测轴、轴间角、轴向伸缩系数; 3.能画出简单形体的正等轴测图; 4.能根据组合体的三视图画出正等轴测图 任务描述 本任务是绘制如图4-1所示支架零件正等轴测图。绘制该零件的正等轴测图, 要会分析其零件的结构形状,要具备绘制正等轴测图基本知识和绘图方法,有了这些知识,才能完成绘制正等轴测图。该零件是由底板、竖板和肋板组合成而的,其结构左右对称,底板与竖板后面平齐,肋板紧靠竖板前方。下面我们学习轴测图的有关知识。 知识准备 一、轴测投影的基本知识 轴测图是一种单一投影面视图,在同一投影面上能同时反映出物体三个坐标面的形状,并接近于人们的视觉习惯,形象、逼真、并富有立体感。但是轴测图一般不能反映物体单个表面的实形,因而度量性差,同时作图较复杂。因此,在工程上,常把轴测图作为辅助图样,来说明机器的结构、安装、使用等情况。 1.轴测图的形成 图4-2a所示为空间物体的投影情况。将物体向V和H面投影得到正投影图(即得主视图和俯视图)。将物体连同其直角坐标体系,沿(S)不平行于任一坐标平面的方向,用平行投影法将其投射在单一投影面(P)上所得到的具有立体感的图形,称为轴测投影(轴测图)。轴测投影被选定的单一投影P,称为轴测投影面。 图4-2b所示为轴测投影图。由于轴测投影图同时反映了物体三个方向的形状,与正投影图相比较,富有立体感,它是工程上常用的辅助图样。 (a)(b) 轴测图 在工程上应用正投影法绘制的多面正投影图,可以完全确定物体的形状和大小,且作图简便,度量性好,依据这种图样可制造出所表示的物体。但它缺乏立体感,直观性较差,要想象物体的形状,需要运用正投影原理把几个视图联系起来看,对缺乏读图知识的人难以看懂。 轴测图是一种单面投影图,在一个投影面上能同时反映出物体三个坐标面的形状,并接近于人们的视觉习惯,形象、逼真,富有立体感。但是轴测图一般不能反映出物体各表面的实形,因而度量性差,同时作图较复杂。因此,在工程上常把轴测图作为辅助图样,来说明机器的结构、安装、使用等情况,在设计中,用轴测图帮助构思、想象物体的形状,以弥补正投影图的不足。 多面正投影图与轴测图的比较如图5.0-1所示。 (a) 多面正投影图(b) 轴测图 图5.0-1 多面正投影图与轴测图的比较 5.1 轴测图的基本知识 一、轴测图的形成 轴测图是把空间物体和确定其空间位置的直角坐标系按平行投影法沿不行于任何坐标面的方向投影到单一投影面上所得的图形。如图 5.1-1所示。 轴测图具有平行投影的所有特性。例如: 1.平行性: 物体上互相平行的线段,在轴测图上仍互相平行。 2.定比性: 物体上两平行线段或同一直线上的两线段长度之比,在轴测图上保持不变。 3.实形性: 物体上平行轴测投影面的直线和平面,在轴测图上反映实长和实形。 当投射方向S 垂直于投影面时,形成正轴测图;当投射方向S 倾斜于投影面时,形成斜轴测图。 图5.1-1 轴测图的形成 二、轴测图的基本术语 图5.1-2 图5.1-3 三、轴测图的特性 由于轴测图是用平行投影法形成的,所以在原物体和轴测图之间必然保持如下关系: ①若空间两直线互相平行,则在轴测图上仍互相平行。 ②凡是与坐标轴平行的线段,在轴测图上必平行于相应的轴测轴,且其伸缩系数与相应的轴向伸缩系数相同。 凡是与坐标轴平行的线段,都可以沿轴向进行作图和测量,“轴测”一词就是“沿轴测量”的意思。而空间不平行于坐标轴的线段在轴测图上的长度不具备上述特性。 四、轴测图的分类 1、按投射方向分 按投射方向对轴测投影面相对位置的不同,轴测图可分为两大类: ①正轴测图:投射方向垂直于轴测投影面时,得到正轴测图,如图7-2 ( a )所示。 ②斜轴测图:投射方向倾斜于轴测投影面时,得到斜轴测图,如图7-2 ( b )所示。 2、按轴向伸缩系数的不同分 在上述两类轴测图中,按轴向伸缩系数的不同,每类又可分为三种: ①正(或斜)等轴测图(简称正等测或斜等测):p 1 = q 1 = r 1 。 2. 加工设置 产生刀具路径前的准备 以下列出了产生刀具路径前所需的一些基本设置内容。 1. 装载模型 2. 查看模型 3. 定义毛坯 4. 定义切削刀具 5. 设置进给率和主轴转速 6. 设置快进高度 7. 设置刀具开始点 1. 装载模型到 PowerMILL PowerMILL的范例模型保存在目录Examples下。 选取文件->范例。 PowerMILL可装载多种类型的模型。点取对话视窗中的文件类型下拉列表可将所需类型的文件显示在对话视窗中。 ?选取文件chamber.tri,打开模型。 于是模型显示在 PowerMILL图形视窗中。 2. 查看模型 打开模型后最好从各个角度查看模型,这样可对模型有一清楚的了解。 ?选取等轴查看。 此模型有一斜坡和底部平坦平面相接。3. 定义毛坯 毛坯是PowerMILL用来限制刀具运动的基本矩形块。可将它想象为一块原材料。PowerMILL还提供了一些更高级的方法来限制刀具运动。 ?点击毛坯图标。 于是毛坯表格出现在屏幕上。在表格中的限界域中输入相应的最大和最小X 、Y 、Z 值可定义毛坯尺寸。 也可点击计算按钮,请PowerMILL 自动计算出毛坯尺寸。 可对计算后的值进行单独编辑或是锁住计算结果(锁住后该值将被灰化)。在扩展域中输入相应的偏置值可将毛坯按指定值偏置。 ? 点击计算按钮。 ? 点击接受。 毛坯按缺省设置以蓝色线框标识。使用毛坯 表格中的透明度滑块也可使毛坯以透明阴影 或实体显示。 4. 定义切削刀具 点取图形视窗左下部刀具工具栏中的相应刀具图标可打开相应的刀具定义表格。 ? 点取刀具工具栏中的下拉箭头,打开全部产生刀具图标。 屏幕上出现全部可定义刀具的图标。 将光标停留图标上,相应的刀具类型描述将出现在屏幕上。 轴测图的基本知识(一) 部门: xxx 时间: xxx 整理范文,仅供参考,可下载自行编辑 教案 <一)轴测图的基本知识 1、轴测图的形成 将空间物体连同确定其位置的直角坐标系,沿不平行于任一坐标平面的方向,用平行投影法投射在某一选定的单一投影面上所得到的具有立体感的图形,称为轴测投影图,简称轴测图,如图4-2所示。 图4-2 轴测图的形成 在轴测投影中,我们把选定的投影面P称为轴测投影面;把空间直角坐标轴OX、OY、OZ在轴测投影面上的投影O1X1、O1Y1、O1Z1称为轴测轴;把两轴测轴之间的夹角∠X1O1Y1、∠Y1O1Z1、∠X1O1Z1称为轴间角;轴测轴上的单位长度与空间直角坐标轴上对应单位长度的比值,称为轴向伸缩系数。OX、OY、OZ的轴向伸缩系数分别用p1、q1、r1表示。例如,在图4-2中,p1= O1A1/OA,q1 =O1B1/OB,r1 =O1C1/OC。 强调:轴间角与轴向伸缩系数是绘制轴测图的两个主要参数。 2、轴测图的种类 <1)按照投影方向与轴测投影面的夹角的不同,轴测图可以分为: 1)正轴测图——轴测投影方向<投影线)与轴测投影面垂直时投影所得到的轴测图。 2)斜轴测图——轴测投影方向<投影线)与轴测投影面倾斜时投影所得到的轴测图。 <2)按照轴向伸缩系数的不同,轴测图可以分为: 1)正<或斜)等测轴测图——p1=q1=r1 ,简称正<斜)等测图; 2)正<或斜)二等测轴测图——p1=r1≠q1 ,简称正<斜)二测图; 3)正<或斜)三等测轴测图——p1≠q1≠r1 ,简称正<斜)三测图; 本章只介绍工程上常用的正等测图和斜二测图的画法。 3、轴测图的基本性质 <1)物体上互相平行的线段,在轴测图中仍互相平行;物体上平行于坐标轴的线段,在轴测图中仍平行于相应的轴测轴,且同一轴向所有线段的轴向伸缩系数相同。 <2)物体上不平行于坐标轴的线段,可以用坐标法确定其两个端点然后连线画出。 <3)物体上不平行于轴测投影面的平面图形,在轴测图中变成原形的类似PowerMILL软件二次开发接口知识和进行二次开发的方法009
绘制轴测图的方法和步骤
轴测图的基本知识教案
[全]PowerMILL资料大全
POWERMILL 加工方法-粗中精
使用 POWERMILL 加工机锻模的工艺与技巧
绘制轴测图的方法和步骤--
PowerMILL教程精加工策略
绘制轴测图详解
轴测图基本知识
powermill教程4加工设置
轴测图的基本知识(一)