关于FANUC机床伺服电机原点恢复的方法
关于FANUC机床伺服电机的原点恢复方法
拔下伺服马达脉冲编码器的连接器后再连接时,由于找不到原点位置,将会发生请求
伺服马达返回原点的报警『DS300 APC报警 :n轴 须回参考点』。(n轴表示X,Y,Z,)或者脉冲编码器电池低电压丢掉数据及丝杆更换后重设坐标。
此时,需要进行伺服马达的原点恢复。
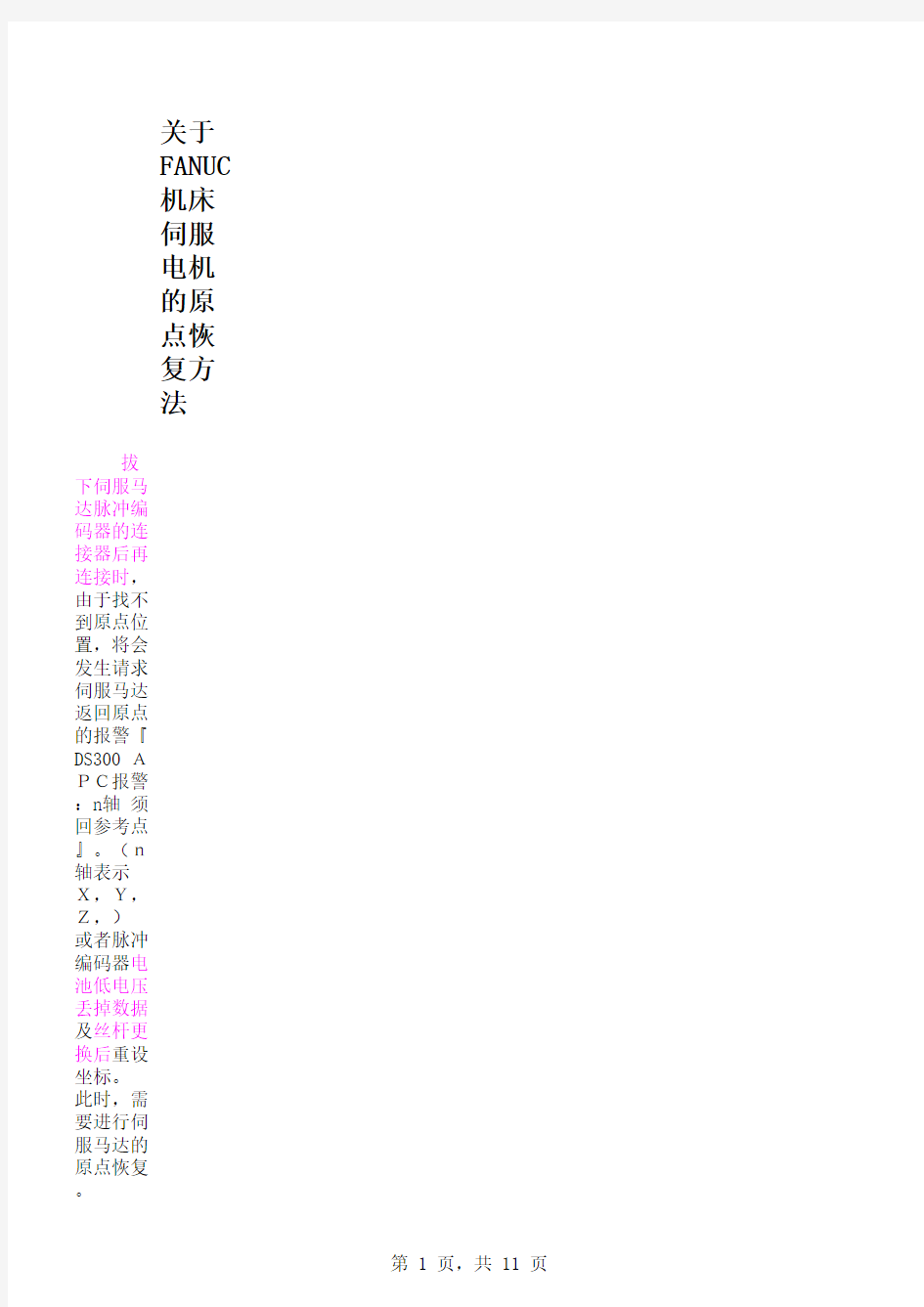
①参照安装在机床的X,Y,Z各轴上的标记(见下图)进行原点恢复。
②在发生了报警DS300的状态下,选择手轮模式,用手轮移动要恢复的轴,距离为移
动轴的一圈以上(X,Y,Z轴均为12mm),暂时关闭机床电源,然后再重新接通电源。
2-1. 在更换丝杆需要回零的情况下,如果没有出现“300”号报警,此时则需要更改参数 1815 。 按“设定”键,再按“后页”,可调出“设定画面”,将“写参数”中的“0”更改
为“1”即可以写参数
2-2.当参数写入模式打开后,找到1815参数,
进行更改。将APZ=1更改为APZ=0。此时会出现
“000”报警,和“300”报警,需关闭电源再
启动机床。
重启机床后即可原点恢复了。
③ 在快捷画面选择电机原点恢复。
[快捷画面?按软键 维修/设定(MAINTE/SET),或者输入[5]+前/后翻页键,出现如下所示画④ 选择『电机原点恢复(MOTOR ORIGIN)』。按下[2]再按[输入]键后,出现如下画面。
将1 改
⑤利用操作面板上的向上[ ↑ ]或向下[ ↓ ]光标键来选择待恢复轴。
⑥按软键,出现如下所示画面。
⑦按照提示“1.”,使菱形标记与圆形标记离开30mm以上的距离。若已经离开足够的距离,则不需要此项操作。
入2个圆形标记的中间位置。
而后按下软键 。
如果伺服轴在移动过程中出现限位报警时,修改下面的参数。把参数改到-999999 。
⑨按照提示“3.”(如下图),按软键 。
⑩画面上显示出“原点恢复方式启用”的注释。
按照提示“4.”,按软键。
?按下软键后,所选轴稍许移动,原点建立。
?操作后,请确认菱形标记与圆形标记是否已经对齐。(图片见附页)手动移动恢复原点的轴,检查软限位是否有效。
?如果标记没有对齐,原点位置有可能偏移如果偏移距离是很大,可能是按照
提示“2.”使菱形进入2个圆形的中间的方法错误,需要再次进行原点恢复操作。
? 若标记对齐,按软键
按下[复位]按钮,出现报警画面,确认进行了原点恢复的轴的原点返回请求报警(报警300)是否已经解除。
若其他轴也出现了“原点恢复”的请求报警,重复上述操作。
原点恢复的菱形标记与圆形标记示意图
,Z,)数 1815 。
相关文档
- 台达PLC控制伺服电机实现原点回归和定位
- 伺服控制系统的原点归复
- 台达PLC控制伺服电机实现原点回归和定位复习进程
- 伺服原点
- 伺服电机回零资料
- 三菱伺服电机怎样回原点
- 伺服电机回原点
- 台达plc控制伺服电机实现原点回归和定位
- 台达PLC控制伺服电机实现原点回归和定位
- 伺服电机回原点解释
- 伺服电机和伺服驱动器的使用介绍
- 伺服电机回原点解释
- ServoC伺服电机原点寻找
- 台达PLC控制伺服电机实现原点回归和定位
- FANUC机床伺服电机原点恢复的方法
- 伺服电机回原点解释
- 台达PLC控制伺服实现原点回归和定位
- 台达PLC控制伺服实现原点回归和定位实例含注解
- 台达PLC控制伺服实现原点回归和定位(实例含注解)
- 安川伺服马达原点对位技术参考