2011五金冲压作业指导书 (1)

文件编号SSY-08-0300-1/5
零件号工序号
工序特性: □关键 □重要 ■普通
零件名称工序名称1、设备点检合格后,取拿钢板,靠足定位触发开关实行剪板;2、剪板首件专检合格后正常生产,每2小时送检1件;3、钢板及钢带轻拿轻放,专用周转架;4、正常生产时依次重复2、3步骤。
生产量:按生产计划指令单
1材料牌号:SPHC 2厚度: 3.23首检巡检末检
长×宽:1250*119+2
4PQC 3件1件/2h 1件工时:20"5操作员编制张建华2007.2.06
模具号:/6PQC
3件
1件/2h
1件
游标卡尺
设备型号:剪板机7材料消耗:/8各导轨面、旋转面是否润滑与首件对比检查OC
各传动面、旋转面加油
1119 +2/0
批准检验方法应急计划
审核各传动面 ,旋转面是否灵活可靠发现缺陷,立即停止生产,并剔除缺陷件,及时隔离。
100%目测
各润滑点加油(注满)材料无划伤、锈蚀控制箱各项指示是否正常责任人
02
各传动部位是否有异常响声零件图样版本号
滑块运行是否正常
检验内容/特殊特性检验频率
零 件 示 意 图工序描述
设备操作及维护保养
质 量 要 求
电动机、离合器是否正常操作指导书版本号
CO255-500-OC-CH OP 1UPPER BKT 剪料
责任人:操作者11文件编号SSY-08-0300-2/5
零件号工序号
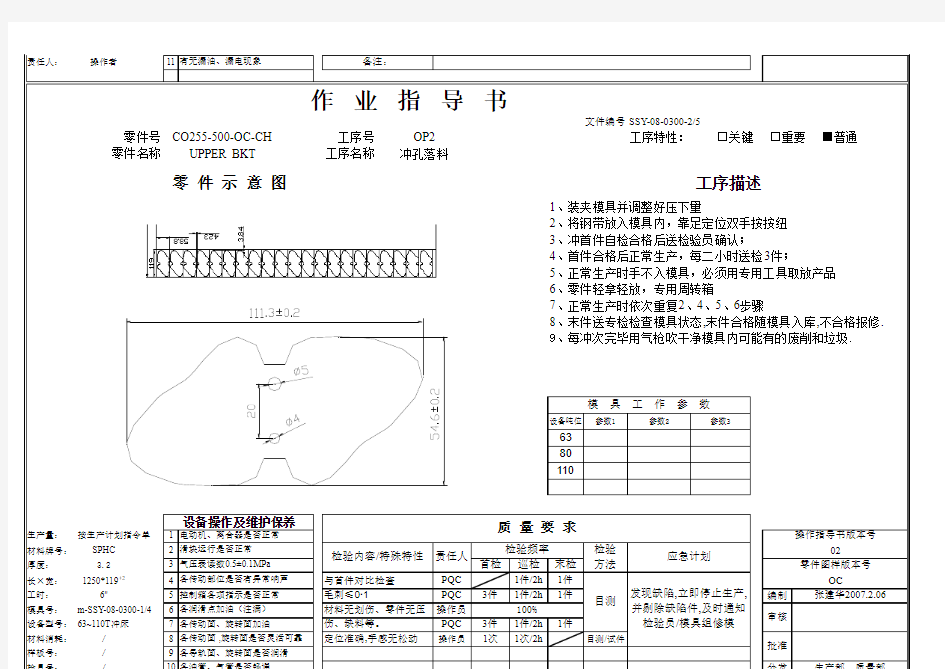
工序特性: □关键 □重要 ■普通
零件名称工序名称1、装夹模具并调整好压下量
2、将钢带放入模具内,靠足定位双手按按纽
3、冲首件自检合格后送检验员确认;
4、首件合格后正常生产,每二小时送检3件;
5、正常生产时手不入模具,必须用专用工具取放产品
6、零件轻拿轻放,专用周转箱
7、正常生产时依次重复2、4、5、6步骤
8、末件送专检检查模具状态,末件合格随模具入库,不合格报修.9、每冲次完毕用气枪吹干净模具内可能有的废削和垃圾.
设备吨位
参数1
参数2
参数3
6380110
生产量:按生产计划指令单
1材料牌号:SPHC 2厚度: 3.23首检巡检末检
长×宽:1250*119+2
4PQC 1件/2h 1件工时:6"
5PQC 3件1件/2h 1件编制张建华2007.2.06
模具号:m-SSY-08-0300-1/4
6操作员
设备型号:63~110T 冲床
7PQC 3件1件/2h 1件
材料消耗:/8操作员
1次
1次/2h
目测/试件
有无漏油、漏电现象备注:
100%检验频率
模 具 工 作 参 数
各传动面、旋转面加油各传动面 ,旋转面是否灵活可靠控制箱各项指示是否正常毛刺≤0.1
各润滑点加油(注满)材料无划伤、零件无压目测
定位准确,手感无松动02
零件图样版本号
各传动部位是否有异常响声
与首件对比检查
检验内容/特殊特性责任人
气压表读数0.5±
0.1MPa 滑块运行是否正常
设备操作及维护保养
质 量 要 求
电动机、离合器是否正常操作指导书版本号
审核伤、缺料等。
检验方法应急计划
发现缺陷,立即停止生产,并剔除缺陷件,及时通知检验员/模具组修模
OC
作 业 指 导 书
CO255-500-OC-CH OP2UPPER BKT 冲孔落料
零 件 示 意 图工序描述
批准
更多免费资料下载请进:https://www.sodocs.net/doc/f54005441.html,