聚酰胺-6切片加工贸易单耗标准

附件2
HDB/SH021-2006
聚酰胺-6切片加工贸易单耗标准
(商品编号:3908101990)
1 范围
本标准规定了以ε-己内酰胺(商品编号:29337100)为原料,以二氧化钛(商品编号:3206111090)为消光剂加工生产聚酰胺-6切片(商品编号:3908101990)的加工贸易单耗标准。
本标准适用于海关和商务主管部门对以ε-己内酰胺和二氧化钛加工聚酰胺-6切片的加工贸易企业进行加工贸易单耗审批、备案和核销管理。
2 定义
本标准采用以下定义:
净耗:指加工生产中物化在单位聚酰胺-6切片中ε-己内酰胺和二氧化钛的质量,单位:千克/千克。
工艺损耗:指因加工生产工艺要求,在加工生产过程中所必须耗用的、且不能物化在聚酰胺-6切片中的ε-己内酰胺和二氧化钛的数量。
损耗率(%):指工艺损耗占料件投入量的百分比。
3 单耗标准
3.1 原料品质规格
本标准中ε-己内酰胺为白色片状结晶体或液体,应符合国家标准《GB/T 13254-1991 工业己内酰胺》或合同对品质的认定。
本标准中的二氧化钛应符合国家标准《GB/T 1706-1993 工业用二氧化钛颜料》或合同对品质的认定。
3.2 成品品质规格
本标准中聚酰胺-6切片应符合合同对品质的认定。
3.3单耗标准
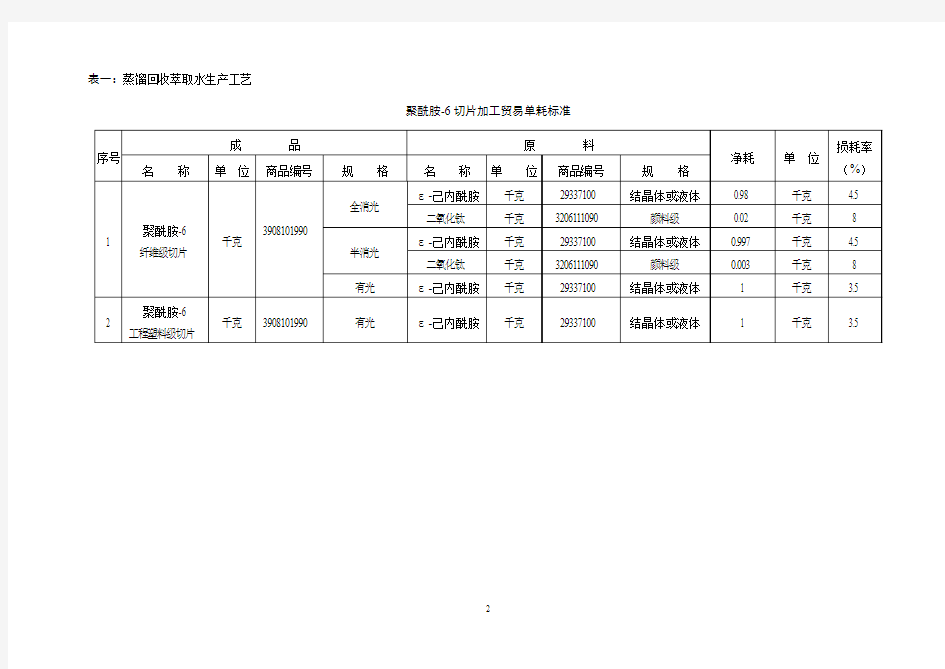
表一:聚酰胺-6切片加工贸易单耗标准---蒸馏回收萃取水生产工艺
表二:聚酰胺-6切片加工贸易单耗标准---环保线回收萃取水生产工艺
聚酰胺-6切片加工贸易单耗标准
2
聚酰胺-6切片加工贸易单耗标准
3
HDB/SH02 1-2006
聚酰胺-6切片加工贸易单耗标准编制说明
1 任务来源
为加强加工贸易单耗管理,规范和完善海关和商务主管部门对加工贸易单耗的审批、备案、核销,促进加工贸易的健康发展,根据《海关总署办公厅国家经贸委办公厅关于下发2002年海关系统加工贸易单耗标准制定任务的通知》(署办发〔2002〕78号),特制定聚酰胺-6切片加工贸易单耗标准。
本标准由海关总署办公厅、原国家经贸委办公厅委托江门海关负责起草制定。
2 制定单耗标准的原则
单耗标准制定原则是以国家标准、行业标准和该行业加工贸易企业的平均生产水平为制定基础,贯彻国家税收政策、产业政策和外贸政策,符合我国加工贸易企业的生产实际,有利于加工贸易企业技术进步和公平竞争,便于海关有效监管和相关单耗数据信息的使用和维护。
3 单耗标准的执行幅度
本标准设定最高上限值。各地商务主管部门和海关应在单耗标准的幅度范围内按加工贸易企业的生产实际审批和核定加工企业生产成品的单耗。
4 商品和加工工艺知识
4.1 原料和成品的商品知识
4.1.1原料
ε-己内酰胺,代号为CPL,化学分子式C6H11NO,结晶点为68.9℃。在常温密封干燥储存状态下,6-己内酰胺的商品形态为白色片状结晶体;在密封恒温(约70℃)的槽罐内,商品形态为液体状态。ε-己内酰胺曝露于空气中极易吸湿潮解和受热氧化挥发。ε-己内酰胺是生产锦纶纤维和锦纶工程塑料的单体。
二氧化钛,商品名称为钛白粉,分子式:TiO2,分子量:79.88,密度3.70-4.25g/cm3。二氧化钛化学性能稳定,不溶于水,在通常条件下不与酸碱发生化学反应,但溶于热而浓的强酸强碱中,对人体无毒无害。颜料级钛白粉广泛用于涂料、油墨、橡胶、塑料、人造纤维和纺织印浆等行业。
4.1.2 成品商品知识
聚酰胺-6切片是聚酰胺的主导产品之一。聚酰胺代号PA,是大分子结构的链节中含有酰胺基团的聚合物的总称,通常称为尼龙,是五大工程塑料(聚酰胺、聚碳酸酯、聚甲醛、改性聚苯醚、热塑性聚酯)之一。
聚酰胺-6切片的商品名称为尼龙6,代号PA6。聚酰胺-6切片的直径和长度均在1.5MM-3MM之间,外观为白色(消光和半消光)或透明(有光)小颗粒,熔点220℃。聚酰胺-6切片具有优良的耐磨性、自润滑性、耐热性和较高的机械强度。它低温性能优良,能自熄、耐油、耐碱、耐烃、酮、酯等化学药品。聚酰胺-6切片可以用注射、挤出、浇铸和烧结等方法进行成型加工,加工成型容易,但成型收缩率大,尺寸稳定性差,其产品生产耐紫外线及日光,弹性好,冲击强度高。
聚酰胺-6切片的相对粘度是产品质量主要控制指标之一,一般在2.4-3.4之间,不同粘度的切片其分子链的聚合结构不同,分子链聚合越长,粘度越高。聚酰胺-6切片相对粘度的高低与ε-己内酰胺的单体无关。
聚酰胺-6切片按用途分为纤维级切片和工程塑料级切片。纤维级切片又可分为民用纤维级和工业纤维级。纤维级切片的规格有全消光、半消光和有光三种。民用纤维级切片可制造民用纺织品,如衣物、装饰织物、地毯等;工业纤维级切片可制造轮胎帘子布、帆布、运输带、鱼网、绳索等。
聚酰胺-6工程塑料级切片比聚酰胺-6纤维级切片有更高的分子量,可单独使用,也可作为改性聚合物的基体,经玻纤增强,代替金属材料。改性PA是PA工程塑料中重要的组成部分,其中PA合金因其能满足用户多元化、高性能化和功能化要求,发展很快。聚酰胺-6工程塑料广泛用于一些结构受力部件,如用于汽车、家电、电气设备、纺织机械、通讯设备和通用机械部件,电动工具、日用电器外壳、铁路机车部件、铁路轨枕绝缘板等。聚酰胺-6工程塑料级切片还可用于制造双向拉丝、多层复合尼龙膜。聚酰胺-6纤维级切片的不合格品可以用来重新聚合生产聚酰胺-6工程塑料切片。
4.2 加工工艺知识
聚酰胺-6切片的主要生产工艺:将ε-己内酰胺在熔融状态下与控制量的水反应,得到ω-氨基己酸,然后在控制温度和压力的条件下将水排出,缩聚生成聚己内酰胺,再经注带、切粒、干燥加工工序,制得聚酰胺-6切片。
主要工艺流程
熔融—计量—聚合—注带切粒—萃取—干燥—包装—回收单体聚酰胺-6切片生产工艺按回收萃取水的方法不同,有以下两种工艺流程:
(一)蒸馏回收萃取水工艺
(二)环保线回收萃取水工艺
采用环保回收工艺方法,生产中产生的ε-己内酰胺低聚物,仅可用于生产聚酰胺-6工程塑料级切片,不能用于生产纤维级切片。
采用环保线回收萃取水工艺,回收的萃取水只可用于生产聚酰胺-6
用于生产纤维级切片。
4.3 单耗和损耗率情况
熔融:原料ε-己内酰胺熔化为液体,经滤网除去机械杂质产生损耗,原料为液体状的ε-己内酰胺则不需进行熔融;
计量:,调配二氧化钛己内酰胺悬浮液静置沉淀,除去大颗粒二氧化钛沉淀物排放产生的
损耗;
聚合:原料ε-己内酰胺发生聚合反应时,不能全部完成缩聚,约有7%~9%的的单体及低聚物附在于聚酰胺-6切片中,经萃取溶解到萃取水中产生的损耗;
注带切粒:将聚合后的熔体,固制成带条并切粒产生的损耗;
萃取:将;聚酰胺-6切片中的低分子化合物分离出来产生的损耗;
干燥:将萃取后的切片进行干燥产生的损耗;
包装:包装袋内加入氮气或二氧化碳密封过程中产生的损耗;
浓缩蒸发:萃取水进行浓缩过程中生成低聚物产生的损耗;
蒸馏:纺丝级切片的残液排放约3%、工程塑料级切片的残液排放约2%所产生的损耗。
5 单耗标准制定的依据
本标准以成品重量核定净耗,损耗率按生产实际认定,不得超过标准所列上限值。
损耗率:
回收萃取水的生产工艺不同,损耗率不同。
单耗标准3.3表一适用于蒸馏回收萃取水工艺,即:采用蒸馏回收萃取水工艺生产聚酰胺-6纤维级切片,工艺损耗率为3.5%~4.5%;生产聚酰胺-6工程塑料级切片,工艺损耗率为3.5%。
单耗标准3.3表二适用于环保线回收萃取水工艺,即:采用环保线回收萃取水工艺生产聚酰胺-6切片,比例约7%-9%的萃取物可全部回收,残液排放量只有1%,工艺损耗率为1%。
6 单耗标准执行示例及注意事项
6.1 单耗标准执行示例
6.1.1 采用蒸馏回收萃取水生产工艺执行单耗标准示例
【例1】采用蒸馏回收萃取水生产工艺,备案出口1000KG聚酰胺-6纤维级切片,规格为全消光。根据单耗标准核定进口ε-己内酰胺和二氧化钛数量如下:
ε-己内酰胺工艺损耗率为4.5%,二氧化钛工艺损耗率为8%;
ε-己内酰胺进口数量=1000×0.98÷(1-4.5%)=1026.18KG
二氧化钛进口数量=1000×0.02÷(1-8%)=21.74KG
【例2】采用蒸馏回收萃取水生产工艺,备案出口1000KG聚酰胺-6工程塑料级切片。根据单耗标准核定进口ε-己内酰胺数量如下:
ε-己内酰胺工艺损耗率为3.5%;
ε-己内酰胺进口数量=1000×1÷(1-3.5%)=1036.27KG
6.1.2 采用回收环保线回收萃取水生产工艺执行单耗标准示例
【例3】采用环保线回收萃取水生产工艺,备案出口1000KG聚酰胺-6切片,规格为全消光。根据单耗标准核定进口ε-己内酰胺和二氧化钛数量如下:
ε-己内酰胺的工艺损耗率为1%,二氧化钛的工艺损耗率为8%;
ε-6-己内酰胺进口数量=1000×0.98÷(1-1%)=989.90KG
二氧化钛进口数量=1000×0.02÷(1-8%)=21.74KG
附录A
参考文献
A.1《中华人民共和国国家标准工业己内酰胺》(GB/T 13254-1991)
A.2《中华人民共和国国家标准二氧化钛颜料》(GB/T 1706-1993)
双向拉伸尼龙薄膜BOPA薄膜的特性及应用
双向拉伸尼龙薄膜BOPA薄膜的特性及应用 双向拉伸尼龙薄膜(BOPA)是生产各种复合包装材料的重要材料,目前成为继BOPP、BOPET 薄膜之后的第三大包装材料。 BOPA薄膜的生产原料 BOPA薄膜是以聚酰胺6(尼龙6)为原材料制成的。聚酰胺分子内含有极性酰胺基 (-CO-NH-),其中的-NH-基能和-C=O基形成氢键,氢键的形成是聚酰胺具有较高结晶性的重要因素之一,但不是所有聚酰胺中的分子都能结晶,还有一部分非结晶性的聚酰胺存在活字印刷,这部分非结晶性的聚酰胺分子链中的酰胺基可以与水分子配位,即具有吸水性。有人提出聚酰胺6分子中每2个酰胺基可以与3个水分子配位,其中1个水分子以强的氢键存在,另外2个水分子以松散的结合状态存在。水渗透到尼龙中使现存的键变弱贴纸印刷,正是由于其分子结构的这些特点,聚酰胺6具有以下特性:优异的力学性能、耐磨性和耐腐蚀性;具有自润滑性;耐高温;具有良好的氧气阻隔性、耐穿刺和耐撕裂性;缺点是吸水性强。 BOPA薄膜的特点和主要用途 与其他薄膜相比,BOPA薄膜比PE、BOPP薄膜具有更高的强度,比EVOH、PVDC薄膜具有低成本和环保方面的优势,是食品保鲜、保香的理想材料嘉兴印刷,特别适合于冷冻、蒸煮、抽真空包装,且无毒无害。具体表现在以下几个方面: (1)良好的透明性和光泽度,雾度低。 (2)优异的韧性和耐穿刺性。 (3)极好的气体(氧气、氮气、二氧化碳)、香味和气味阻隔性。 (4)优异的耐油性、耐油脂性和耐化学溶剂性。 (5)便于加工,可进行涂敷、金属化处理,或与其他基材复合等。 (6)适用温度范围广泛(-60℃-150℃)。 (7)耐热性强。 BOPA薄膜的制造方法 按生产工艺的不同凹版印刷,BOPA薄膜的制造方法可分为平膜法和管膜法,在此重点介绍平膜法。目前,平膜BOPA薄膜的生产方法分为两大类:两步法和同步法。同步法双向拉伸工艺过程为:原料干燥→熔融挤出→冷却铸片→铸片测厚→同时双向拉伸→热定型→薄膜测厚→牵引、切边→收卷→分切→包装入库。两步法双向拉伸工艺是先进行纵向拉伸再进行横向拉伸,其他工序与同步法双向拉伸工艺基本相同。两步法双向拉伸技术有一个最大的缺点:弓形效应大。这种效应会导致生产的相当大一部分BOPA薄膜产品无法满足最终用户
锦纶6切片萃取装置生产工艺探讨_高学军
第20卷 第1期 合 成 纤 维 工 业 V o l.20 No.1 1997年2月 C HIN A SYN THE TIC FIBER INDU S TRY Feb . 1997 收稿日期 1996-05-06;修改稿收到日期1996-09-17。 作者简介: 高学军,31岁,1986年毕业于湘潭大学化工系,现任聚合纺丝车间主任,工程师。 锦纶6切片萃取装置生产工艺探讨 高学军 (长沙锦纶厂,410013) 摘要:介绍了从Inventa 公司引进的锦纶6切片萃取装置的生产过程,分析了萃取温度、水浴比及萃取塔上段水溶液中低分子物浓度等对切片中低分子物含量的影响。指出,要降低切片中低分子物含量,必须选择合适的萃取温度,控制水浴比在(1.20~ 1.40)∶1.0之内,同时控制萃取塔上段水溶液中低分子物浓度为 6.0%~8.0%。 关键词:锦纶6 切片 萃取 低分子物质 锦纶6切片生产过程中,萃取工序是一个对 切片质量有着重大影响的关键工序。长沙锦纶厂于1987年9月从Inventa 公司引进了一套10t /d 锦纶高速纺干切片生产装置,于1990年8月投产,经过几年的生产实践,对干切片低分子物含量的影响因素及其萃取塔的操作有了一定的认识和了解,为使国内同行有所借鉴,现作如下介绍,以供参考。 1 萃取生产过程 1.1 萃取原理 萃取是为了除去切片中大部分低分子物,使 低分子物含量低于0.5%,以符合高速纺丝要求。由于单体和低聚物可溶解于热水,可利用热水作为萃取剂。在热水与切片的接触过程中,水分子不断的渗透到切片内部,低分子物不断从切片中扩散出来溶解于热水中,使切片中低分子物不断减少。由于低聚物在热水中溶解性差,而在己内酰胺-水-低聚物混合体系中溶解度大,为了最大限度地萃取完切片中的单体和低聚物,所以采用逆流分段连续萃取。上段用含一定浓度单体和低聚 物的循环萃取水溶液,以萃取低聚物为主,下段用热水以萃取单体为主,并及时移走上段部分萃取水溶液去回收,上段减少的萃取水由下段热水补充。1.2 工艺流程概述 萃取工艺流程见附图。上工序送来含8%~ 附图 萃取工艺流程简图 1,10.贮槽; 2.萃取塔;3,9.输送泵 4,8.过滤器;5,7.加热器; 6.旋转阀;11.离心机 10%低分子物的湿切片经脱水后进入萃取塔顶部 高位槽,在重力作用下向下移动。经加热的纯水由底部进入萃取塔,与切片逆流接触。萃取水在萃取塔上部流出,一部分回收,另一部分加热后返回萃取塔上部循环使用。萃取后的切片送离心机离心分离后送干燥塔,输送水返回,过滤后循环利用。
添加剂对双向拉伸尼龙薄膜性能的影响
添加剂对双向拉伸尼龙薄膜性能的影响 发表时间:2017-10-11T16:24:51.970Z 来源:《科技中国》2017年7期作者:王敏君 [导读] 在当前的对双向拉伸尼龙薄膜的性能研究中,通过使用添加剂来影响拉伸尼龙薄膜的性能是很重要的一个研究方向,论文重点研究了不同种类的润滑剂、芳香尼龙对双向拉伸尼龙薄膜性能的拉伸和冲击性都存在不同程度的影响。 在当前的对双向拉伸尼龙薄膜的性能研究中,通过使用添加剂来影响拉伸尼龙薄膜的性能是很重要的一个研究方向,论文重点研究了不同种类的润滑剂、芳香尼龙对双向拉伸尼龙薄膜性能的拉伸和冲击性都存在不同程度的影响。 关键词:添加剂尼龙薄膜双向拉伸 1.1尼龙6(PA6)的基本特性 尼龙6(PA6)具备了很好的加工以及机械性能,同时也具备很好的气体阻隔性,其在汽车制造和机电零部件加工中具有非常广泛的应用,此外在食品药品制造业、饮料灌装以及商品外膜包装等方面也具有很好的应用,而作为主要包装材料的双向拉伸尼龙薄膜也受到了社会各界的高度认可。其具备了很好的柔韧性以及拉伸性,能够耐受高强度的穿刺,而且复合强度大,可以很好的用于包装肉制品、鱼类、油脂以及需要保鲜的食品等,而且保存效果也要比通常的塑料薄膜效果好,存放周期是塑料薄膜的两倍以上,当前,我国国内的双向拉伸尼龙薄膜在生产上已经实现国产化,而对于一些原材料的加工,国内的厂家基本都可以实现自我生产,这对我国的双向拉伸尼龙薄膜的发展来说至关重要。 1.2添加剂对双向拉伸尼龙薄膜生产的主要作用 在国内的实际生产中,能够影响薄膜性能的主要是生产薄膜的专用树脂的性能以及双向拉伸的工艺,而添加剂则对薄膜则对薄膜的加工过程发挥着重要作用,比如尼龙材料要保持一定含量的单体以及低聚物,太高则会影响尼龙材料的性能,而在实际加工时单体同低聚物会被吸附在冷凝辊上面,而这会导致流延片上形成许多的景点和鱼眼,直接造成了薄膜的性能和稳定性的下降,还会造成气体的渗透性变大。通过相关的研究发现,尼龙6等在结晶过程中会形成α晶型,而这些尼龙并被不能用来生产双向拉伸薄膜,如果在其中加入尼龙69、尼龙12等在结晶时形成的γ晶型,或者一些带有二甲苯二胺基团的芳香尼龙成分,均能够提薄膜的均匀性。 而双向尼龙拉伸薄膜的工艺还包含了熔融挤出,骤冷结晶,在加热到一定程度再进行拉伸等一系列过程,而这些过程受自身的分子链结构以及外界加工环境的影响比较大,在也让双向拉伸尼龙薄膜的生产变得更加复杂,在对尼龙12薄膜的结构以及形态特征的研究中发现,双向拉伸尼龙12薄膜是单斜γ晶型,并且晶胞尺寸不会随拉伸的外在条件而发生改变,当环境温度上升、退火处理等会造成长周期的增加,此外有关研究学者还发现,尼龙6的挤出流延片在室内温度下冷却并且退火时间超过两周时,就会形成β晶型,就会失去良好的拉伸性。 1.3添加剂对薄膜性能的影响 在现实生产制作薄膜时,因为尼龙薄膜的粘性太高,钢性较弱,所以树脂和螺杆剪切比较严重,这会造成电流波动不稳定等一系列问题,所以,在实际生产时会加入一些添加剂来提高薄膜的生产工艺,比如,在尼龙6进行结晶时可以通过加入结晶核剂来使尼龙6的结晶更加细致,避免产生较大的球晶;树脂中之中添加少量的无机粉末可以减弱薄膜之间的粘性,或者使用润滑剂来增加膜的润滑性;在树脂中加入5%的聚乙二酰间苯二甲胺则能够有效的降低薄膜破损发生的概率等,在经过研究之后发现了薄膜在使用时不同的条件下会产生不同的结晶情况,无机添加剂虽然能够提高结晶度,但是相应的会减慢结晶的速度;而无机核剂则是提高了尼龙6的结晶度和结晶速度,这二者对都会对尼龙6树脂结晶造成影响。 2.1添加剂对于双向拉伸尼龙薄膜韧性的影响 在制造拉伸较强的薄膜时一些韧度要求较高的材料时,对尼龙的拉伸性要求非常高,在经过改性后尼龙的6的的树脂拉伸度可以扩大2.5倍以上,而抗冲击性也将大大提升。再加入核剂如TMB-5之后,薄膜的断裂拉伸应边提高到两倍以上,而抗冲击程度也有微小的上升,而加入MXD6时,尼龙的抗冲击轻度会有较大幅度的增加,断裂拉伸长率增加将近两倍,成核剂还会使晶粒变小,进而提升薄膜的韧性。 2.2添加剂对于双向拉伸尼龙薄膜结晶的影响 有关研究表明,常见的结晶结构有α晶型和γ晶型,在熔融的聚酰胺骤冷后,在对其在130℃的的温度下进行加热会生成γ晶型,而当温度上升并且处于210℃以内时会同时存在γ晶型和α晶型,而当温度超过210℃时只剩下γ晶型,而添加滑石粉等无机核剂时,就会让晶型的种类大部分集中于α晶型,因此我们可以通过添加核剂来控制晶型。 此外,需要注意的是尼龙6的α晶型,因为阿尔法晶型存在两个特征峰,而峰值则处于20℃和23℃,而γ的峰值则位于21.5℃左右。因此在加入添加剂时还要充分考虑到温度的影响。在薄膜的流延过程里,尼龙的熔体经挤出机溶融混合后,会在模上通过冷凝辊冷却形成一定厚度的薄片,而这种条件下的熔体会在结晶时生成不稳定的γ晶型,因为尼龙6拥有比较整齐的对称结构和氢键作用,结晶的效率很高,通常尼龙的初始结晶温度在190℃左右,结晶温度在185.3℃,而受到添加剂的影响,结晶的温度会适当降低一到两度。 3.1改性尼龙双向拉伸性能 因为非晶态高聚物和结晶高聚物的性能有很大的不同,因此拉伸的方法也不一样,对非结晶高聚物来说,需要先对其进行加热软化呈粘流状态,再将其缓慢的冷却到适合拉伸的玻璃化转变温度,在恒温的状态下或者较低温度时进行双向拉伸,再突然降低温度到玻璃转化温度下;而结晶型高聚物则需要对其进行加热到结晶温度的熔点,等到结晶消失时再进行突然降温,流延片就会呈无定形状,然后在进行加热至温度达到玻璃化,从而进行双向拉伸,所以,玻璃化转变温度是双向拉伸薄膜工艺中的重要因素。 3.2添加剂对薄膜玻璃化转变温度的影响 添加剂对于薄膜玻璃化转变的温度有很大的影响,以尼龙6为例,在不添加任何添加剂的情况之下,尼龙6的玻璃化转变温度是 79.2℃,这也就是说温度只有达到80℃才能进行拉伸。如果温度低于80℃时,由于拉伸困难,而且容易发生薄膜断裂的情况,在添加特定的添加剂之后玻璃化转变温度会明显降低;比如,在加入一定浓度的硬脂酸那后,玻璃化转变温度会降低12℃;而别的添加剂通常会降低10℃,增塑的效果也比较好。这对尼龙薄膜拉伸的工艺非常关键 有着非常好的气体阻隔,尤其是在处于高温环境时,它能够实现阻隔,当MXD6和尼龙6混合之后,会影响尼龙6的结晶能力,也会降低薄膜的结晶度。 4 结束语 对双向拉伸尼龙薄膜性能的影响方面,再经过混合添加剂之后,会大幅度提高尼龙6的性能,提升其抗冲击性以及断裂伸长率,而且
用己内酰胺制造大有光尼龙6切片的生产方法
1. 一种用己内酰胺制造大有光尼龙6 切片的生产方法,其特征在于,包括有以下步骤:(1)将固态己内酰胺加热熔融或者直接采用液态己内酰胺作为原料; (2)将原料己内酰胺分成两路,一路送入预热器内,另一路加入改性剂配置罐内,同时加入PTA、添加剂SEED、脱盐水配置改性剂,其中,原料己内酰胺占改性剂总质量的84-86%,PTA 占改性剂总质量的5-7%,SEED 占改性剂总质量的1.5-3%,脱盐水占改性剂总质量的7-8% ; (3)将预热器内的原料己内酰胺加热到175-180℃后加入预聚合器中,再加入配置好的 改性剂以及脱盐脱氧水,进行开环、加成、缩聚反应,所加入的原料己内酰胺:改性剂:脱盐 脱氧水质量百分比为995 :3 :2,反应温度为260-270℃,反应时间为4-5 小时,预聚合器压 力为150-200Kpa,所得相对粘度为1.8-2.0 的熔体聚合物; (4)将预聚合器中制备的熔体聚合物经齿轮泵及压力调节阀后进入后聚合器进行后缩 聚反应,反应时间为8-10 小时,所得相对粘度为2.28-2.32 的高聚物; (5)将后聚合器制得的高聚合物经齿轮泵加压,经熔体过滤器过滤后,再由水下切粒机切成切片; (6)将切片依次经预萃取塔、第一效萃取塔、第二效萃取塔萃取,使得切片中未反应的单体及其低聚物的含量在0.5% 以下; (7)将第二效萃取塔萃取后的切片,经脱水机脱水,获得含5-8% 水份的切片,再将切片送入干燥塔干燥,最后,将切片送入冷却料仓冷却,最终获得含水低于0.05% 的切片,切片 的相对粘度为2.45-2.47。 2. 根据权利要求1 所述的用己内酰胺制造大有光尼龙6 切片的生产方法,其特征在于:所述的输送熔融的己内酰胺的管道采用热水夹套,所述的预聚合器、后聚合器顶部均设有填料塔、冷凝器,冷凝器采用热水冷却。 3. 根据权利要求1 或2 所述的用己内酰胺制造大有光尼龙6 切片的生产方法,其特征 在于:所述的预聚合器上设有用联苯蒸汽加热的加热器,所述的后聚合器上设有液相热媒转移热的列管。 4. 根据权利要求1 或2 所述的用己内酰胺制造大有光尼龙6 切片的生产方法,其特征 在于:步骤(1)中的己内酰胺原料置于储存罐内,储存罐内设有氮气。 5. 根据权利要求3 所述的用己内酰胺制造大有光尼龙6 切片的生产方法,其特征在于:步骤(1)中的己内酰胺原料置于储存罐内,储存罐内设有氮气。 6. 根据权利要求1 或2 或5 所述的用己内酰胺制造大有光尼龙6 切片的生产方法,其 特征在于:步骤(6)中,萃取水由第二效萃取塔底部进入,依次流过第二效萃取塔顶部、第 一效萃取塔底部、第一效萃取塔顶部、预萃取塔底部,切片从预萃取塔顶部进入,依次经过预萃取塔底部、第一效萃取塔顶部、第一效萃取塔底部、第二效萃取塔顶部、第二效萃取塔底部,切片与萃取水实现逆交换,预萃取塔萃取后的萃取水经萃取水蒸发系统回收利用,预萃取塔的萃取温度为80-85℃,第一效萃取塔的萃取温度为108-110℃,第二效萃取塔的萃取温度为110-113℃。 7. 根据权利要求4 所述的用己内酰胺制造大有光尼龙6 切片的生产方法,其特征在 于:步骤(6)中,萃取水由第二效萃取塔底部进入,依次流过第二效萃取塔顶部、第一效萃 取塔底部、第一效萃取塔顶部、预萃取塔底部,切片从预萃取塔顶部进入,依次经过预萃取
尼龙6聚合工艺
尼龙6聚合工艺
PA6聚合生产技术 本文叙述了国外PA6聚合生产工艺与设备,介绍了几种常用的聚合方法及特点,并进行了对比。德国Zimmer公司,Kart Fischer公司,瑞士 Inventa 公司,意大利Noy公司,德国Aqufil公司等的工艺技术设计合理,所生产的产品质量较好,分子量分布均匀。其设备特点是在聚合管内广泛采用静态混合器或整流器。萃取塔采用狭缝式结构,干燥塔采用热氮气干燥,聚合过程采用DCS集散系统控制,生产过程全部连续化。 关健词:PA6聚合先进工艺比较 1938年,德国的P Schlack发明了已内酰胺聚合制取聚已内酰胺(PA6)和生产纤维的技术,并于1941年投入工业化生产。迄今,已内酰胺聚合工艺在长达半个多世纪的生产过程中,经历了从小容量到大容量,从间歇聚合到连续聚合,设备结构不断改进、完善,工艺技术日趋合理、成熟。本文就国外几个有代表性的公司所设计的PA6聚合工艺及设备的特点作一综合性的介绍。
1、PA6聚合方法 随着新技术的发展,PA6生产装置(包括切片萃取、干燥和废料回收)已进入大型化、连续化,自动化的高科技之列。PA6聚合技术有代表性的公司有德国Zimmer公司,Kart Fischer公司,Didier公司,Aqufil公司,瑞士 Inventa公司,意大利Noy公司,以及日本东丽、龙尼吉卡公司等。其聚合工艺根据产品用途不同而有几种不同的方法,表1列出了德国吉玛公司有关VK管能力、单耗、质量指标及切片用途等参数。 表1Zimmer公司PA6聚合工艺参数
*不包括回收的已内酰胺 -
1.1常压连续聚合法 该方法用于生产PA6民用丝。NOY公司特点:采用大型VK管(○1440mm×1690mm)连续聚合,聚合温度260℃,时间20h。热水逆流萃取切片中残余单体及低聚物、氮气气流干燥、DCS集散系统控制,单体回收采用萃取水连续三效蒸发浓缩,间断蒸馏浓缩液工艺。具有生产连续化、产量高、质量好、占地面积少的特点。是当前世界普遍采用的生产民用丝PA6切片的典型工艺。 1.2二段聚合法 该法由前聚合与后聚合二个聚合管组成,主要用于生产高粘度的工业帘子布用丝。二段聚合法又分为前聚合高压、后聚合常压;前聚合加压、后聚合减压;前、后聚合均为常压三种方法。在三种方法中从聚合时间及产物中含单体和低聚体量等比较则以加压、减压聚合法最好(但设备投资大,操作费用最高),高压、常压次之,前、后聚合均为常压最差(但设备投资最省,操作费用最低)、巴陵石化
尼龙膜常见问题汇总
本文摘自再生资源回收-变宝网(https://www.sodocs.net/doc/fc11653750.html,) 尼龙膜常见问题汇总 PA—分子链段中含有许多重复的酰胺基团(-CO-NH-)的线性高聚物,其比重为1.14g/cm3。聚酰胺(Polyamide,PA)指主链上具有酰胺基团的聚合物,通常称为尼龙(Nylon)。 目前国内使用的尼龙薄膜都是由已内酰胺开环聚合得到的尼龙6制成的,属定向薄膜。而尼龙膜就生产成型工艺上分有:流涎法(CPA)、吹筒膜法(IPA)、双向拉伸法(BOPA)。拉伸法又分为同步拉伸和异步拉伸两种不同工艺。 尼龙膜属于定向薄膜,而定向薄膜的性能特点是: ①经纵横向拉伸,聚合物分子有高度的取向,因此失去热封性,如BOPP、PET、BOPA 等; ②提高了结晶度,物力学性能大大提高,透明度也提高; ③引发撕裂强度很大,但继发撕裂强度大大降低。 1、为什么尼龙薄膜印刷后有时会产生色迁移和色渗透? 色迁移和色渗透是两个不同的概念: ①色迁移:主要是墨层中颜料的小分子在一定温度作用下做剧烈的布郎运动,从而脱离靠微弱的分子间力形成的晶格,跟随其它有机分子一起做迁移运动,散布颜色;
②色渗透:则是指塑料印刷基材上下叠合,下边基材表面被移印了上面基材印刷的图案。 主要原因是:印刷有墨膜的塑料薄膜聚合物中,高分子剧烈运动,形成有间隙的孔隙,当温度升高时,其孔隙也扩张变大,而此时,颜料分子也做剧烈的布朗运动,它们就会扩散,透过孔隙形成渗透。特别是青莲色、桃红色等更易出现色渗透现象。 颜料分子的扩散渗透主要是在塑料薄膜的高分子链热运动时的非结晶区内进行。尼龙膜、非线型的聚乙烯等类型的薄膜属于无定型塑料,由于它们结晶度低,分子间隙大,特别是在高温和湿度大的环境下,容易热变形,吸水量大,遇热水解。所以这类型塑料膜就越容易发生某些颜色的渗透现象。 2、为什么尼龙膜复合CPP,成品有零星的起泡现象? 这种情况多是胶水气泡过高或是尼龙膜受潮造成的,以及复合层残留溶剂太多引起。在南方潮湿的气侯环境下,这是蒸煮包装的常见问题,这时要加大胶槽里胶水的循环量,扼制气泡的发生,或是加大印刷和复合机的烘干温度,或者在胶水里增加不大于5%的固化剂,而且天气好时(湿度小于70%)印刷好的尼龙膜要马上复合,或用铝箔纸包好,不要搁置太久(5min以内),以免尼龙膜吸水受潮,而产生气泡。 3、为什么尼龙膜容易吸潮? 尼龙主要由二元酸、二无胺或由氨基酸基经缩聚而成。因为聚酰胺分子内含有极广性酰胺基,但在生产中并不是聚酰胺中的分子都能结晶及分子配位,还有部分非结晶的聚酰胺极性基因的存在,这部分非结晶的聚酰胺分子链中的酰胺基可以与水配位,即具有吸水性,可吸收极性很强的水分子,严重时会在膜表面形成一层水膜,使尼龙膜的阻隔性和气密性大大下降。 4、尼龙膜用做表层复合再水煮易产生脱层的原因?
锦纶6生产工艺流程
1 概述: 锦纶6主要以PA6干切片经熔融纺丝、牵伸、卷绕制取各种规格和用途的牵伸丝。由于聚合物的特性不同,纺丝工艺与其它纤维有一定差异。我公司生产的PA6产品基本流程为:干切片——投料斗——中间料仓——螺杆挤压机——纺丝箱体——熔体计量泵——纺丝组件、喷丝板——卷绕机牵伸辊——卷绕头卷饶成形——成品检验——成品——包装——入库 2 切片投料及挤出: PA6干切片开包加入到投料斗,然后由气动阀控制进入中间料仓,被连续送入到螺杆挤压机内进行熔融、混合和计量。螺杆挤压机有加热量装置,温度分区按工艺要求调定,螺杆又交流电机驱动,变频控制达到要求时挤出压力。 3 纺丝: 熔体在螺杆机头压力下进入分配管道,按等距原则被均匀地送到各纺丝位,每个纺丝位带有高精密熔体计量泵,熔体经计量泵精确计量后,被均匀送到各个纺丝组件,经金属砂和滤网过滤后从喷丝板喷出成丝。从喷丝板出来的熔融态丝条在优化的侧吹风装置中被以层流的侧吹风冷却。丝条变为固态,纤维结构发生结晶取向变为大分子。上油装置采用高精密的上油泵供油,使丝条具有工艺要求的含油量。纺丝箱体和熔体管道都被保温至一定温度。 4 卷绕成形: 纺丝下来的丝条经垂直再进入卷绕间,经分丝罗拉换向、分丝,然后在加热的牵伸辊(HOY为冷辊)上经牵伸网络后,进入高速卷绕头自动卷落筒。 5 成品: 成品丝饼经物检织袜染色,分级后进入包装为成品。 锦纶6工业丝的生产工艺 产品用途: 本机主要用于锦纶6工业丝的生产,适用于切片熔融纺丝牵伸卷绕一步法生产工艺。 主要规格: 工艺流程: (干燥过的切片)→螺杆挤压机→出料头→熔体管道→纺丝箱→带徐冷及单体抽吸的侧吹风装置→上油装置→切丝、吸丝装置→喂入辊→热牵伸辊(四对)→网络器→卷绕头→成品丝筒
EHA高阻隔尼龙薄膜
EHA高阻隔尼龙薄膜 EHA是由PA6共挤EVOH同步双向拉伸而成的高阻隔塑料薄膜,是基于先进的磁驱动线性电机同步双向拉伸设备和工艺而设计的独特产品。集BOPA的机械强度大、韧性好以及EVOH对气体的高阻隔性等优点于一身,可用于休闲风味食品、冷鲜食品、肉制品、酱料、日化产品及电子军工等产品的包装,能起到对气体的高阻隔、保香保味的作用,并可以实现精美印刷。可以直接取代含BOPA包装结构中的BOPA层,不需要任何其它工艺和材料的改变。EHA国内首创是由厦门长塑实业有限公司(全球最大的BOPA 双向拉伸尼龙薄膜生产商、全球领先的软包装材料供应商)生产研发。 名称EHA 特性耐高温/气体高阻隔/保香/环保等应用冷鲜食品/肉制品/酱料/日化等包装 【目录】 (一)产品特性(二)产品结构 (三)应用范围(四)技术指标 (五)发展前景 【正文】 (一)产品特性 1.相比普通BOPA薄膜有极高的气体阻隔性。 2.对内容物有较好的保香保味作用。 3.节省材料的使用,环保节能。 4.材料厚度均匀,继承BOPA良好的印刷性能,可以用于9色以上套印,精美里印。 5.各项性能(强度,收缩率,平整度,光洁度,雾度等)优异。
(二) EHA 产品结构 (三) 应用范围 EHAp ——普通牌号: 可用于对气体高阻隔性及保香保味有要求的普通巴氏杀菌方式的腌制蔬菜、水果果冻包装、 热灌装酱料、奶粉、电子、日化包装及辐照杀菌等其它杀菌方式的包装。 推荐应用结构:EHAp//PE 、EHAp//CPP 、BOPET//EHAp//PE 、BOPET//EHAp//CPP 等 如:水煮杀菌包装:BOPET //EHAp//PE EHAr ——高温蒸煮牌号: 可用于对气体高阻隔性及保香保味有要求的风味休闲食品、肉制品、宠物食品及医疗器械等 产品的包装。耐121℃高温蒸煮。 推荐应用结构:EHAr//CPP 、BOPET//EHAr//CPP 等 如:蒸煮包装: EHAr//CPP (四) EHA 技术指标 EHAp: BOPET PE EHAp CPP EHAr
浅析尼龙6生产工艺技术分析
浅析尼龙6生产工艺技术分析 摘要:尼龙(polyamide fibre)指的是聚酰胺纤维,又叫做锦纶,尼龙包括多种类型的产品,不同产品之间的性质和用途有较大的差别。作为我国最早开发的合成纤维产品,尼龙6有着悠久的生产历史,但在尼龙6生产技术方面还有非常大的发展空间,需要不断进行研究和探索。本文通过对尼龙6纤维性能的描述,对尼龙6的生产过程中的聚合方法进行了分析,分别是常压连续法、二段法、间歇式高压釜法等,并且对以上几种聚合方法的工艺比较分析,以期为我国尼龙6生产技术和产品的发展方向提供参考。 关键词:尼龙6 生产技术发展趋势 锦纶6即为尼龙6,是我国玻璃纤维增强聚酰胺-6的商品名称,也叫做PA6或耐纶6。聚己内酰胺最早于1938年由E-氨基己酸和己内酰胺制成的,经过不断发展,展开了对聚酰胺6纤维的试验和大量生产,进入了工业化生产时期[1]。自1950年后,我国积极的学习国外技术和经验,引进了大量先进的设备,使尼龙6生产技术得到了飞速的发展,逐渐向着国际化的方向发展,最终成为我国锦纶纤维产业产量最大的一种聚酰胺纤维,生产能力超过尼龙66。 一、尼龙6纤维的性能 与传统纤维相同的是尼龙6依然延续了抗溶解性强、工艺温度范围大、熔点低、抗冲击力高、耐霉烂、腐蚀性强及防虫防蛀性好等特征,还具有较高的断裂强度,在所有纤维中强力仅次于芳纶。尼龙6在结节强度、耐磨性、重复弯曲强度、伸长及弹性回复率等方面,均优于其他合成纤维,具有显著的优势,比重也相对较轻。但是尼龙纤维6也存在吸湿性强的问题,其不足之处在于耐光、耐热性差,很容易出现变形的现象,抵抗形变能力较弱,如果长时间受紫外线或日光的照射会导致产品变黄。 二、尼龙6的聚合方法 尼龙6的生产过程中随着新技术的发展已经迈向了大型化的高新技术行列中。根据用处的不一样聚合工艺可以分成以下几种不一样的方法:[2] 第一,二段聚合方法 此种方法是由前聚合和后聚合两种聚合管组合而成的,通常使用在生产高粘度的工业帘子布丝,两种聚合法分成了前聚合高压以及后聚合常压两种;前聚合增加压,后聚合减少压;前、后聚合均为常压三种方法。在以上三种方法的生产过程中都是从聚合时间以及生产物中的个体以及低聚体量等之间的比较进行加压处理,减压聚合法。[3]通常情况下,减压聚合的方法比较好,但是由于投资比较大,费用高;高压以及常压次之,前、后聚合均为常压最差,不过此种方法也是投资最省钱,操作费用较低的。采用前聚合加压,后聚合减压生产方法时,
锦纶6聚合切片生产工艺设计
` 毕业设计说明书 题目:锦纶6聚合切片生产工艺设计 所属系、部:材料与环保学院 年级、专业:高分子材料加工技术 姓名: 学号: 指导教师: 完成时间:
[摘要]锦纶-6是合成纤维的第二大化纤,所以不管是在民用还是在工业用上都占着具足轻重的地位。生产锦纶-6的工厂有很多家,所以锦纶-6切片生产工艺是我们作为一个学习化纤工艺的学生必须要研究的课题,本设计使用己内酰胺为原料,采用瑞士伊文达的连续聚合技术(加压预聚合+常压聚合)。利用瑞士进口的聚合VK管,前聚主要是开环和加成反应,后聚主要是部分加成和缩聚反应,前聚吸热反应采用气相联苯加热,后聚放热反应采用液相联苯带走热量。前聚合器可以使单体在过量水分和加热下生成足够多的带氨基和羧基的活性分子,增加在后聚合器的聚合速度,尽量提高单体在前聚合器的转化率,转化率越高,则切片中单体含量越少。采用热水连续萃取工艺,即切片从萃取塔上部进人,由上至下运动,热水由萃取塔底部进入,由下至上与切片逆向运动,萃取掉PA6切片中的单体和低聚物,使切片中可萃取物含量的百分比低于0.5(高速纺)。切片使用热氮气循环干燥,干燥设备基本分为干燥塔和切片冷却器,干燥介质为纯热氮气。本设计的重点在于切片工艺流程说明、工艺原理及参数确定和工艺设备说明,附带介绍原材料的来源和规格和成品质量指标。 Summary Polyamide fibre- 6 is third big chemical fiber of diamars, therefore disregarding the position being degree of seriousness in civil it is more enough to be taking up an utensil on the industrial. 6's factories producing polyamide fibre at present- have many families, therefore polyamide fibre- 6 section productive technologies are problem we must need to study as being a student who studies the chemical fiber handicraft's. Self own's lactam designing usage originally is raw material , the continuous polymerization technology (compression adopt the Germany Zimmer company gets together + in advance ordinary pressure gets together). Use two polymerization VK tubes that Germany entrance, getting together in the front is a ring opening and addition reaction mainly , that the queen gets together is part addition and condensation polymerization reaction mainly , gather endothermic reaction in the front adopt the gas appearance biphenyl to heat, the queen gathers exothermic reaction adopt liquid to look at and appraise a biphenyl taking away quantity of heat. Former polymerization implement can make a monomer generate the activity molecule being enough to bring amidocyanogen and the carboxyl along muchly under bellyful moisture content and warm-up , increase retro polymerization implement polymerization speed, conversion rate , conversion rate trying one's best to raise a monomer before polymerization implement are getting fewer as high , casting then to take section to be hit by monomer contents more. Adopt hot water to continue extracting a handicraft, namely section enters person from extraction tower upper part , hot water enters from going ahead to issuing sport, from the extraction tower bottom, extracting away monomer in PA6 section and gathering a thing low from time of the highest and reverse motion of section,makes the weight percentage may extract thing contents in section be lower than 0.5 (high speed spins). Hot section usage nitrogen gas circulation is dry , drying equipment divides the drying tower and the section chiller basically, drying medium is hot nitrogen gas of high-purity. The priority designing that originally depends on the section process flow explains that , handicraft principle and the parameter ascertain that preparing handicraft equipment explanation, quality index introducing that the raw material source prepares specification and the finished product in passing.
20122016bopa(双向拉伸尼龙薄膜)市场投资分析
2012-2016年中国BOPA(双向拉伸尼龙薄膜) 市场投资分析报告 内容简介: 本研究报告在大量周密的市场调研基础上,主要依据了国家统计局、国家商务部、国务院发展研究中心、工商局、发改委、国家海关总署、以及各行业协会、国际调研机构、国内外媒体报刊等提供的大量资料,对BOPA(双向拉伸尼龙薄膜)行业进行了全面的分析。报告分别研究了BOPA(双向拉伸尼龙薄膜)的基本情况、我国BOPA(双向拉伸尼龙薄膜)行业现状、BOPA(双向拉伸尼龙薄膜)市场动态、国内外BOPA(双向拉伸尼龙薄膜)优势企业的经营状况、BOPA(双向拉伸尼龙薄膜)的发展趋势等。本报告是BOPA(双向拉伸尼龙薄膜)制造企业、科研部门、投资机构等相关单位准确、全面、迅速了解目前行业发展动向,把握企业战略发展定位不可或缺的重要决策依据。 本报告的研究框架全面、严谨,分析内容客观、公正、系统,是相关单位进行市场研究工作时不可或缺的重要参考资料,同时也可作为金融机构进行信贷分析、证券分析、投资分析等研究工作时的参考依据。以下是报告的详细目录: 目录 第一章BOPA(双向拉伸尼龙薄膜)行业概述 第一节BOPA(双向拉伸尼龙薄膜)简述 一、定义及分类 二、产品特性 三、主要应用领域 第二节BOPA(双向拉伸尼龙薄膜)的生产工艺 第三节BOPA(双向拉伸尼龙薄膜)的型号及用途 第四节BOPA(双向拉伸尼龙薄膜)行业发展现状 第二章世界BOPA(双向拉伸尼龙薄膜)行业运行概况分析 第一节2010-2011年世界BOPA(双向拉伸尼龙薄膜)工业发展现状分析
一、全球BOPA(双向拉伸尼龙薄膜)市场需求分析 二、世界BOPA(双向拉伸尼龙薄膜)应用情况分析 三、国外BOPA(双向拉伸尼龙薄膜)产品结构分析 第二节2010-2011年世界BOPA(双向拉伸尼龙薄膜)行业主要国家发展分析 一、美国 二、日本 三、德国 第三节2012-2016年世界BOPA(双向拉伸尼龙薄膜)市场前景预测分析 第三章BOPA(双向拉伸尼龙薄膜)行业基本情况分析 第一节BOPA(双向拉伸尼龙薄膜)行业发展环境分析 一、2010-2011年我国宏观经济运行情况 二、我国宏观经济发展运行趋势 三、BOPA(双向拉伸尼龙薄膜)行业相关政策及影响分析 第二节BOPA(双向拉伸尼龙薄膜)行业基本特征 一、行业界定及主要产品 二、行业在国民经济中的地位 三、BOPA(双向拉伸尼龙薄膜)行业特性分析 四、BOPA(双向拉伸尼龙薄膜)行业发展历程 五、国内市场的重要动态 第三节国际BOPA(双向拉伸尼龙薄膜)行业发展情况 一、国际BOPA(双向拉伸尼龙薄膜)行业现状分析 二、主要国家BOPA(双向拉伸尼龙薄膜)行业情况 三、国际BOPA(双向拉伸尼龙薄膜)行业发展趋势分析 四、国际市场的重要动态 第四章2010-2011年我国BOPA(双向拉伸尼龙薄膜)行业运行分析第一节2010-2011年我国BOPA(双向拉伸尼龙薄膜)行业发展状况 一、我国BOPA(双向拉伸尼龙薄膜)行业发展现状分析 二、我国BOPA(双向拉伸尼龙薄膜)行业市场特点分析 三、我国BOPA(双向拉伸尼龙薄膜)行业技术发展状况 第二节我国BOPA(双向拉伸尼龙薄膜)行业存在问题及发展限制 一、主要问题与发展受限 二、基本应对的策略 第三节我国BOPA(双向拉伸尼龙薄膜)上、下游产业发展情况 一、BOPA(双向拉伸尼龙薄膜)行业上游产业 二、BOPA(双向拉伸尼龙薄膜)行业下游产业 第四节2010-2011年中国BOPA(双向拉伸尼龙薄膜)行业动态分析 第五章BOPA(双向拉伸尼龙薄膜)行业生产分析 第一节BOPA(双向拉伸尼龙薄膜)行业总体规模 第二节BOPA(双向拉伸尼龙薄膜)产能概况 一、2009-2011年产能分析 二、2012-2016年产能预测
尼龙6企业标准
山东方明化工股份有限公司企业标准 尼龙6切片 201 年月日发布201 年月日实施山东方明化工股份有限公司发布
前言 本标准是由己内酰胺经水解聚合、铸带、切粒、萃取、干燥而制得的工业用尼龙-6切片。由于没有现行国标与行标,需要制定本企业标准。 本标准起草单位:山东方明化工股份有限公司。 本标准主要起草人:,李瑞娇,王保超.张蕊。 本标准于2015年首次发布,自实施之日起三年内有效到期复审。
1 范围 本标准规定了工业用尼龙-6切片的技术要求、检验方法、检验规则、标识、包装、运输和储存。 本标准适用于由己内酰胺经水解聚合、铸带切粒、萃取、干燥而制得的工业用尼龙6切片。可满足高速纺和拉膜生产要求,广泛用于民用丝、工业丝。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 10247-2008 尼龙6切片相对粘度的测定 GB/T 191-2008 包装储运图示标志 GB/T 125 极限数值的表示方法和判定方法 GB/T 6678-2003 化工产品采样总则 GB/T 8947-1998 复合塑料编织袋
4 试验方法 4.1 尼龙6切片相对粘度的测定方法 4.1.1 方法提要 尼龙6切片溶解于一定浓度浓硫酸中,然后测定在温度(25±0.1)℃时溶液流经乌氏粘度计的时间。聚合物溶液流过时间(t)和纯溶剂流过时间(t 0)的比即为相对粘度。 0== 相对 t t ηηη 4.1.2 试剂和溶液 4.1.2.1 硫酸标准溶液:w=96±0.15%; 4.1.2.2 铬酸洗液:研细的重铬酸钾20g 溶于40mL 水中,慢慢加入360mL 浓硫酸; 4.1.2.3 氢氧化钠标准溶液:c (NaOH )=0.5mol/L ; 4.1.2.4 甲基红-次甲基蓝指示剂:取100mL0.1%甲基红(0.1g 甲基红溶于100mL95%乙醇中)和50mL0.1%次甲基蓝(0.1g 次甲基蓝溶于100mL95%乙醇中)混合均匀。 4.1.3 仪器和设备 4.1.3.1 硫酸计量器:50mL ; 4.1.3.2 乌氏粘度管; 4.1.3.3 自动粘度测定仪; 4.1.3.4 恒温水浴。 4.1.4 测定步骤 4.1.4.1 硫酸标准溶液(4.1.2.1)的制备 配制:将98%的浓硫酸混匀静置两天,用定量的水稀释至硫酸浓度在96.0±0.15%的范围内。如果浓度过高,应加入稀硫酸稀释。如果浓度过低就应加入浓硫酸来增加浓度。充分摇匀,放置。 标定:准确称取0.5±0.0001g 的96%硫酸,移入盛有50mL 水的250mL 锥形瓶中混匀,冷至室温后加入2~3滴甲基红-次甲基蓝混合指示剂(4.1.2.4),氢氧化钠标准溶液(4.1.2.3)滴定至溶液呈灰绿色。 硫酸的质量百分含量w (%),按下式计算: 1001000 m 49.04 cV w ???= 式中: V —消耗氢氧化钠标准溶液的体积(mL ); c —氢氧化钠标准溶液的浓度(mol/L ); m —硫酸的质量(g ); 49.04—(1/2H 2SO 4)的摩尔质量(g / mol)。
纺织生产工艺流程
我国纺织工业发展简介 “衣、食、住、行”是人类永久的需求。“衣”不单纯指衣服,它几乎可以涵盖所有纺织产品。“衣”人类永久的需要,具有广阔的市场。 从世界范围来看,纺织服装业销售额仅次于旅游业和信息产业,名列第三。它在世界经济中承担着极为重要的作用。它不仅满足人们生活的基本需要,而且是社会文化的时尚代言者和经济兴衰的晴雨表,它既是最传统的也是最时尚的产业,受到各国政府的重视。 纺织工业是我国国民经济的传统支柱产业和重要的民生产业,也是国际竞争优势明显的产业,对扩大就业、积累资金、出口创汇、带动相关产业和促进区域经济发展发挥了重要作用,所以纺织工业健康平稳发展,事关国计民生和社会稳定大局。 我国是世界上最大的纺织品生产及出口国。纺织工业曾经提出建设纺织大国的奋斗目标,如今我国的纺织业正在全面实现产业升级,逐步开始向纺织强国转变。 我国纺织品服装出口额: 2000年--- 520.8亿美元 2004年--- 931.0亿美元 2009年--- 1713.32亿美元 2010年---2065.30亿美元 织物的形成 织物的分类 织物(Fabric) ——由纺织纤维和纱线制成的柔软而具有一定力学性质和厚度的制品。 包括:机织物、针织物、非织造布、编织物等 一、织物的分类: 1.机织物:由相互垂直排列的二个系统的纱线,在织机上按一定规律交织成的制品。 2.针织物:是由纱线串套而成,线圈则是针织物的最小基本单元。 3.非织造织物:是一种由纤维层构成的纺织品。经机械或化学加工而成的制品。 4.编织物:由纱线通过用结节互相连接或钩连而成的制品,如网、花边等。 二、机织物的分类 1、按原料分类: (1)纯纺织物:经纬纱为同一种纤维的纱织布。 (2)混纺织物:二种或二种以上纤维混纺纱织布。 (3)交织织物:经纱与纬纱为不同类型纱线。 2、按织物用途分类 (1)服装用织物:外衣、内衣 (2)卫生用织物:毛巾、浴巾、枕巾…… (3)装饰用织物:窗帘、床罩、沙发罩…… (4)工业用织物:帆布、水龙带、帘子布…… 3、按织物组织分类: (1)基本组织织物:三原组织 (2)复杂组织织物:毛巾、灯芯绒、水龙带等 (3)小花纹组织织物:在基本组织基础上变化 (4)大花纹组织织物:装饰类家用纺织品