数控加工工艺与编程(张兆隆)第一章答案.doc
习题参考答案
1.1简述数控加工的基本过程。
答:1、首先要根据零件图样、技木要求、零件材料等分析制订合理的加工工艺、选用合适的工装及刀具。2、根据工艺要求及毛坯材料性质等编写加工程序,经校X寸无误后输入数控装置,再次检查后模拟加工过程。3、确定一切正常无误后对刀,低速试切,检查零件尺寸是否符合图样要求,并根据实际情况修改刀补,至零件完全符合图样要求后即可正常加工。 1.2数控加工工艺主要包括哪些内容?
答:数控加工工艺文件应包括:
(1)编程任务|弓。
(2)数控加工工序卡片。
(3)数控机床调整单。
(4)数控加工刀具卡片。
(5)数控加工进给路线图。
(6)数控加工程序单。
1.3结合数控加工的特点和适应性分析:哪些情况下需要选择数控加工,哪些情况下不宜选用数控加工。
答:选择数控加工的情况:
1)能适应不同零件的自动加工。2)生产效率和加工精度高、加工质量稳定。3)能完成复杂型面的加工。4)工序集中,一机多用。
不宜选用数控加工的情况:
综合考虑零件的复杂程度,生产类型、精度要求及经济成木等因素,精度要求高、大批量生产时不宜选用数控加工。
1.4应从哪些方而对数控加工的零件进行结构工艺性分析?
答:(1)审查与分析零件图样中的尺寸标注方法是否适应数控加工的特点、(2)审查与分析零件图样中构成轮廓的儿何元素的条件是否充分、正确。(3)审查与分析在数控车床上加工时零件结构的合理性。
1.5数控加工划分工序的原则有哪些?
答:1、以一次安装加工作为一道工序。2、以同一把刀具加工的内容划分工序。3、以加工部位划分工序。4、以粗、精加工划分工序。
1.6数控加工安排加工顺序的原则是什么?
答:(1)上道工序的加工不能影响下道工序的定位与夹紧,中间穿插有通用机床加工工序的也要综合考虑。
(2)先进行内型腔加工工序,后进行外型腔加工工序。
(3)在同-?次安装中进行的多道工序,应先安排对工件刚性破坏小的工序。
(4)以相同定位、夹紧方式或同一把刀具加工的工序,最好连接进行,以减少重复定位次数、换刀次数与挪动压板次数。
1.7数控加工工序设计的主要任务是什么?
答:工艺设计是对工件进行数控加工的而期准备工作,它必须在程序编制工作之前?完成。填写数控加工专用技术文件是数控加工工艺设计的内容之一。这些技术文件既是数控加工的依据、产品验收的依据,也是操作者遵守、执行的规程,同时还为产品零件重复生产积累了必要的工艺资料,为企业进行了技术储备。技术文件是对数控加工的具体说明,目的是让操作者更明确加工程序的内容、装夹方式、各个加工部位所选用的刀具及其它技术问题。
1.8数控加工确定走刀路线的原则是什么?
答:1.应能保证零件的加工精度和表面粗糙度要求;2.应使走刀路线最短,减少刀具空行程时间,提高加工效率。
1.9根据数控加工的特点,对夹具的选择提出了什么要求?如何选择夹具?
答:数控加工的特点对夹具提出了两个基本要求:一是保证夹具的坐标方向与机床的坐标方向相对固定;二是要能协调零件与机床坐标系的尺寸。
选择夹具时应考虑以卜?儿点:
1. 单件小批量生产时,优先选用组合夹具、可调夹具和其他通用夹具。以缩短生产准备
时间利节省生产费用。
2. 在成批生产时,才考虑采用专用央具,并力求结构简单。
3. 零件的装卸要快速、方便、可靠,以缩短机床的停顿时间,减少辅助时间。
4. 为满足数控加工精度,要求夹具定位、夹紧精度高。
5. 夹具上各零、部件应不妨碍机床对零件各表面的加工,即夹具要撇开,其定位、夹紧
元件不能影响加工可采用气动或液压夹具、多工位夹具。
6. 为提高数控加工的效率,批量较大的零件加工可采用气动或液压夹具、多工位夹具。1.10数控加工选择刀具的原则是什么?
答:刀具选择总的原则是:适用、安全、经济。
1.11什么是机床坐标系?机床的坐标轴Z轴、X轴、Y轴如何确定?以数控车床和立式数控锐床为例说明C
答:机床坐标系:在数控编程时为了描述机床的运动,简化程序编制的方法及保证纪录数据的互换性,以机床原点。为坐标系原点并遵循右手笛卡尔直角坐标系建立的由X、丫、Z轴组成的固定的直角坐标系。
机床的坐标轴Z轴、X轴、Y轴的确定遵循右手笛K儿直角坐标系;永远假设工件是静止的,刀具相对于工件运动;刀具远离工件的方向为正方向。
坐标轴的确定方法:
1、先确定Z轴。
a、传递主要切削力的主轴为Z轴。
b、若没有主轴,则Z轴垂直于工件装夹而。
c、若有多个主轴,选择一个垂直于工件装夹而的主轴为Z轴。
2、再确定X轴。(X轴始终水平,且平行于工件装夹而)
a、没有回转刀具和工件,X轴平行于主要切削方向。(牛头刨)
b、有回转工件,X轴是径向的,且平行于横滑座。(车、磨)
c、有刀具回转的机床,分以下三类:
Z轴水平,由刀具主轴向工件看,X轴水平向右。
Z 轴垂直,由刀具主轴向立柱看,X
轴水平向右。 龙门机床,由刀具主轴向左侧立柱看,X 轴水平向右。
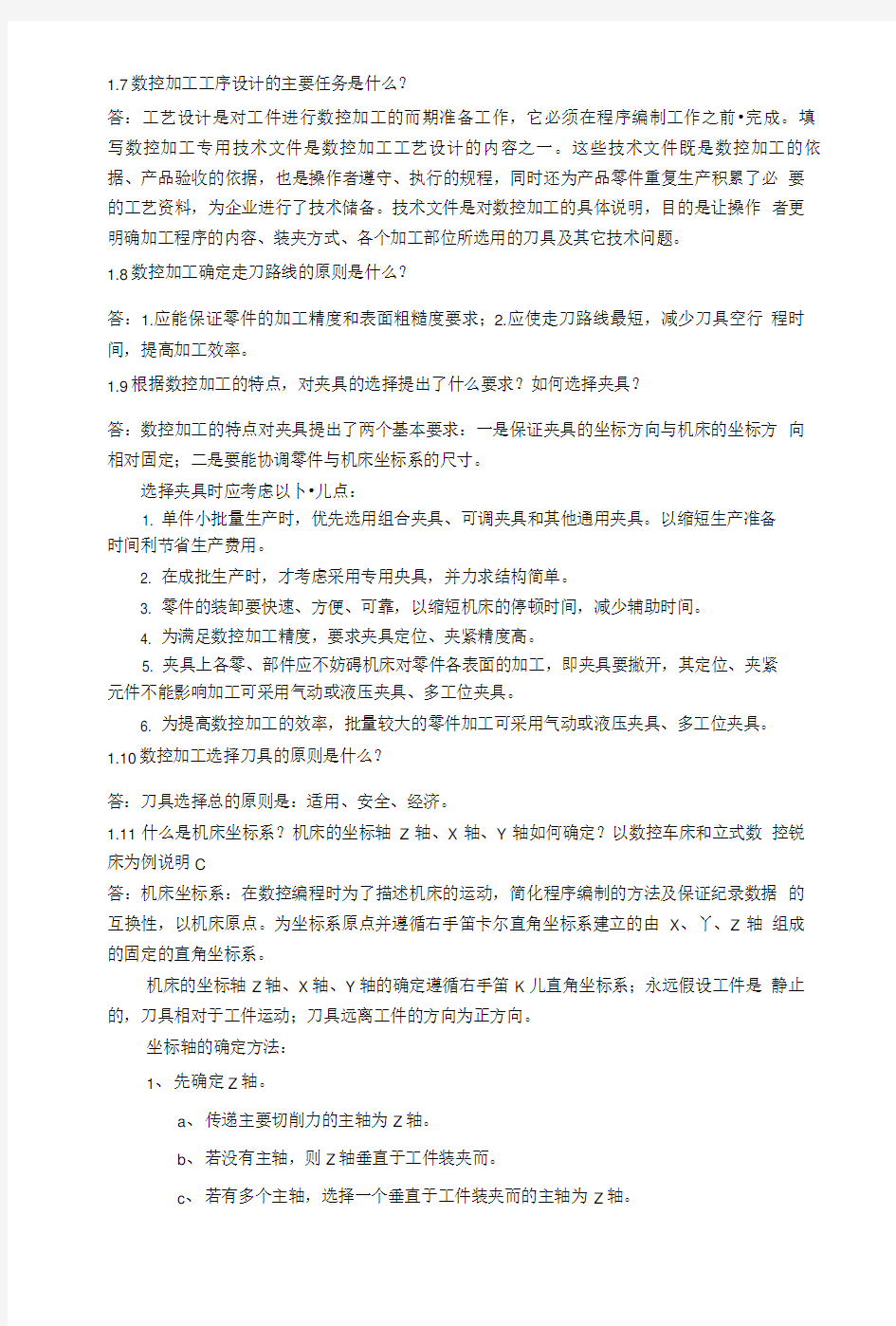
3、最后确定丫轴。按右手笛卡儿直角坐标系确定。 数控车床坐标系的确定:
立式数控快床的坐标系 卧式数控铢床的坐标系
1.12何谓机床原点?何谓机床参考点?二者的关系如何?
答:机床原点是机床坐标系的原点,它是固定的点。它的作用是使机床的各运动部件都一个 相应的位置;机床参考点可以是机床原点,也可以设置好多,一般用于一段程序结束时的复 归点。数控装置上电后为了正确地在机床工作时建立机床坐标系就必需设置一个机床参考 点。
1.13什么是工件坐标系?选择工件原点的原则是什么?以数控车床和立式数控饨床为例说 明其工件坐标系的建立。
答:工件坐标系是编程人员在编程时使用的,编程人员选择工件上的某一已知点为原点(也 称程序原点),建立一个新的坐标系,称为工件坐标系。工件坐标系一旦建立便一直有效, 直到被新的工件坐标系所取代。
选择工件原点的原则:1)应使用工件原点与工件尺寸基准重合;2)当工件图中的尺寸容 易换算成坐标值,尽量直接用图纸尺寸作为坐标;3)选容易找正、加工过程中容易测量的 位置;4)满足编程简单、尺寸换算少、引起加工误差小。
1.14何谓对刀点?选择对刀点时应考虑哪些因素?
答:对刀点是工件在机床上定位装央后,设置在工件坐标系中,用于确定工件坐标系与机床 坐标系空间位置关系的参考点。选择对刀点时要考虑到找正容易,编程方便,对刀误差小, 加工时检查方便、可靠。
1.15何谓换刀点?确定换刀点时应注意什么问题?
后洗刀架数控车床的坐标系
前置刀架数控车床的坐标系 数控铢床坐标系的确定:
答:换刀点是指加工过程中需要换刀时刀具的相对位置点。换刀点往往设在工件的外部,以能顺利换刀、不碰撞工件及其其它部件为准。
1.16数控系统中应用的数控代码主要有哪些?各代码有何主要作用?
答:1.顺序号字,在程序段之首,以字母N开头,其后为一-个2?4位的数字。数控程序是按程序段的排列次序执行的,与顺序段号的大小次序无关。
2. 准备功能字,以字母G开头,后接一个两位数字,因此又称为G指令,它是控制机床运动的主要功能类别。
3. 辅助功能字,由字符M及随后的2位数字组成,因此也称为M指令。它用来指令数控机床的辅助装置的接通和断开(即开关动作),表示机床各种辅助动作及其状态。