数控车加工实例培训教

1 导套零件的加工
导套零件的加工工序的分析、装夹和编制加工程序如下: 1. 分析加工图纸和工艺文件
零件“导套”图形比较简单,尺寸的公差较大,没有位置要求,孔的表面粗糙度为3.2,零件如图1所示。
图1 导套零件图
2. 加工路线和装夹方法的确定
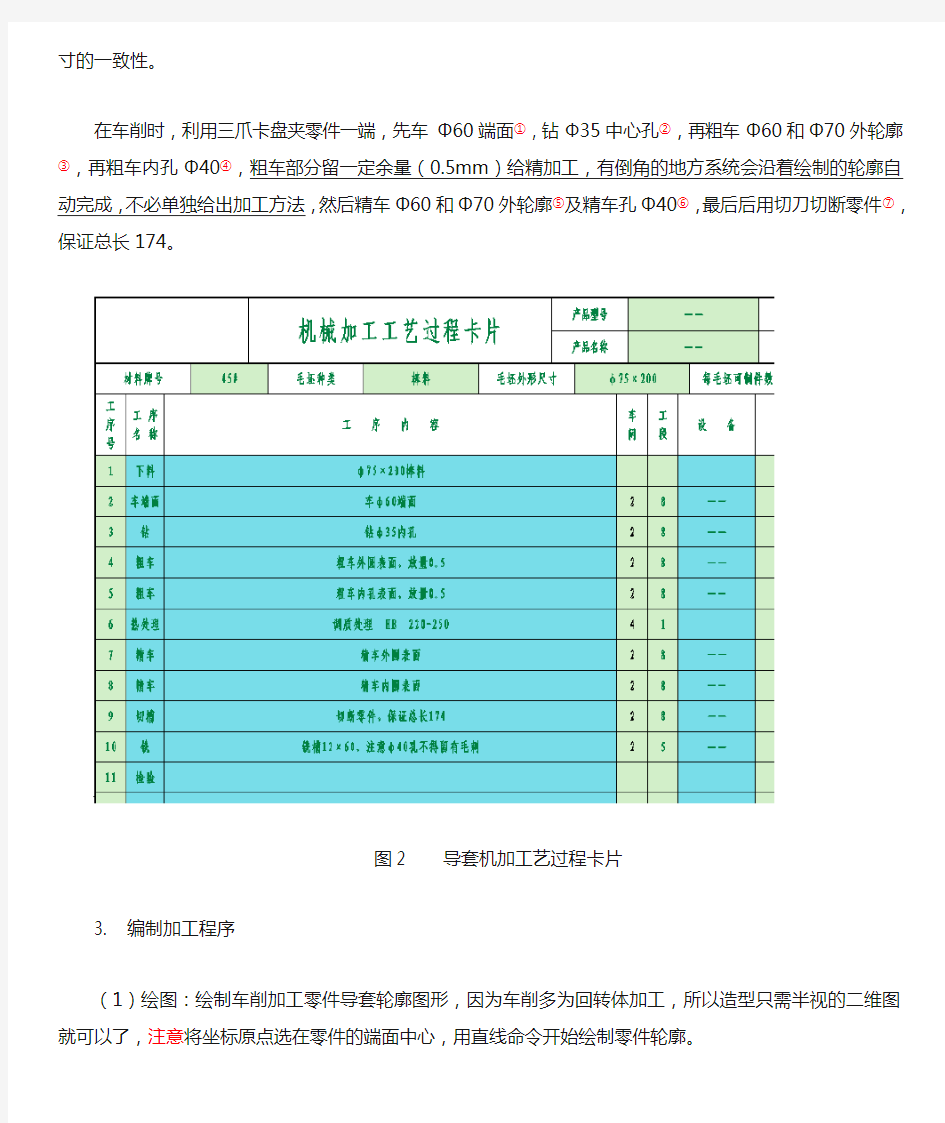
由编制的零件工艺文件(如下页图2)中可见,第2、3、4、5、7、8、9工序由数控车完成,并注意尺寸的一致性。
在车削时,利用三爪卡盘夹零件一端,先车Φ60端面①
,钻Ф35中心孔②
,再粗车Φ60和Φ70外轮廓③
,再粗车内孔Φ40④
,粗车部分留一定余量(0.5mm )给精加工,有倒角的地方系统会沿着绘制的轮廓自动完成,不必单独给出加工方法,然后精车Φ60和Φ70外轮廓⑤
及精车孔Φ40⑥
,最后后用切刀切断零件⑦
,保证总长174。
图2 导套机加工艺过程卡片
3. 编制加工程序
(1)绘图:绘制车削加工零件导套轮廓图形,因为车削多为回转体加工,所以造型只需半视的二维图就可以了,注意将坐标原点选在零件的端面中心,用直线命令开始绘制零件轮廓。
单击直线按钮,在左边菜单中选择绘图方式,以坐标原点为起点绘制,如图3所示,
然后修改长度值并结合曲线编辑绘制接下来的轮廓,绘图过程就不再重述了,如图4所示,
图4 轮廓示意图
接下来绘制毛坯,毛坯内外尺寸分别以Φ35,Φ75绘制,端面毛坯左右分别偏移5,2这个尺寸来绘制,如图5所示,
图5 毛坯示意图
为区分和方便拾取轮廓及毛坯,注意在图5中有10处是断点,如图6所示
图6 断点示意图
至此,导套零件在本软件中的造型就完成了,下面进入加工部分。
2 管接头零件的加工
管接头零件的加工工序的分析、装夹和编制加工程序如下:
1. 分析加工图纸和工艺文件
零件“管接头”图形要复杂一些,其中Φ11.1尺寸公差较小,为0.05,两外台阶垂直度为0.02,Φ11.1、Φ11.8和Φ12.3与零件轴线有同轴度要求,同轴度公差为0.02,锥口表面粗糙度为0.8,外台阶表面粗糙度为1.6,内台阶中心距要求公差为0.1。零件图如图1、局部放大图图2所示。
图1 管接头零件图
图2 局部放大图
2. 加工路线和装夹方法的确定
由编制的零件工艺文件(如下页图3)中可见,第2、4、5、6、7、8、9工序由数控车完成,并注意尺寸的一致性。
先下料,钻好中心孔Ф10①,送去热处理,在车削时,利用三爪卡盘夹零件一端,先车另
一端端面②
,粗车成一段台阶(不给余量)
③
,再粗车内轮廓
④
,再精车成内轮廓
⑤
(以上两步均可
用对中型车刀一次车成),然后掉头粗车成另一段台阶⑥
,最后车端面
⑦
,保证总长35。
图3管接头机加工艺过程卡片
3. 编制加工程序
(1)绘图:绘制车削加工零件管接头轮廓图形,只需半视的二维图就可以了,注意将坐标原点选在零件的端面中心,用直线命令开始绘制零件轮廓。
单击直线按钮,在左边菜单中选择绘图方式,以坐标原点为起点绘制,如图4所示,
然后修改长度值并结合曲线编辑绘制接下来的轮廓,绘图过程就不再重述了,如图5所示,
图5 轮廓示意图
接下来绘制毛坯,毛坯内外尺寸分别以Φ10,Φ17绘制,端面毛坯左右分别偏移1.5这个尺寸来绘制,如图6所示,
图6 毛坯示意图
为区分和方便拾取轮廓及毛坯,注意在图5中有10处是断点,如图7所示
图7 断点示意图
至此,管接头零件在本软件中的造型就完成了,下面进入加工部分。