搜档网
当前位置:搜档网 › 地板坯料干燥作业指导书(一)
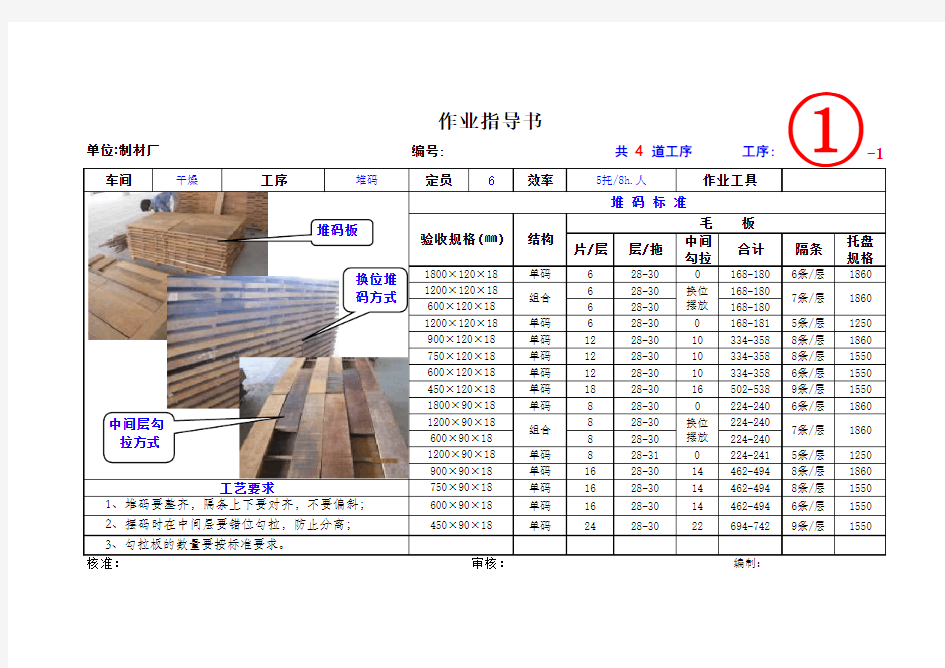
地板坯料干燥作业指导书(一)
编号:
车间
干燥
工序
堆码
定员6
效率
片/层
层/拖
中间
勾拉
合计
隔条
托盘规格
单码628-300168-1806条/层1860628-30168-180628-30168-180单码628-300168-1815条/层1250单码1228-3010334-3588条/层1860单码1228-3010334-3588条/层1550单码1228-3010334-3586条/层1550单码1828-3016502-5389条/层1550单码828-300224-2406条/层1860828-30224-240828-30224-240单码828-310224-2415条/层1250单码1628-3014462-4948条/层1860单码1628-3014462-4948条/层1550单码1628-3014462-4946条/层1550单码
24
28-30
22
694-7429条/层
1550
编制:
①
-1
450×90×18
单位:制材厂 共 4 道工序 工序:
作业指导书
600×90×18900×90×18750×90×18186018601200×120×18600×120×18900×120×18750×120×18600×120×18450×120×181800×90×187条/层7条/层毛 板验收规格(㎜)
1800×120×185托/8h.人
作业工具结构
堆 码 标 准
1、堆码要整齐,隔条上下要对齐,不要偏斜;
2、摆码时在中间层要错位勾拉,防止分离;
3、勾拉板的数量要按标准要求。1200×90×18600×90×18组合换位摆放1200×90×181200×120×18工艺要求
组合换位摆放堆码板
换位堆码方式
中间层勾拉方式
相关主题