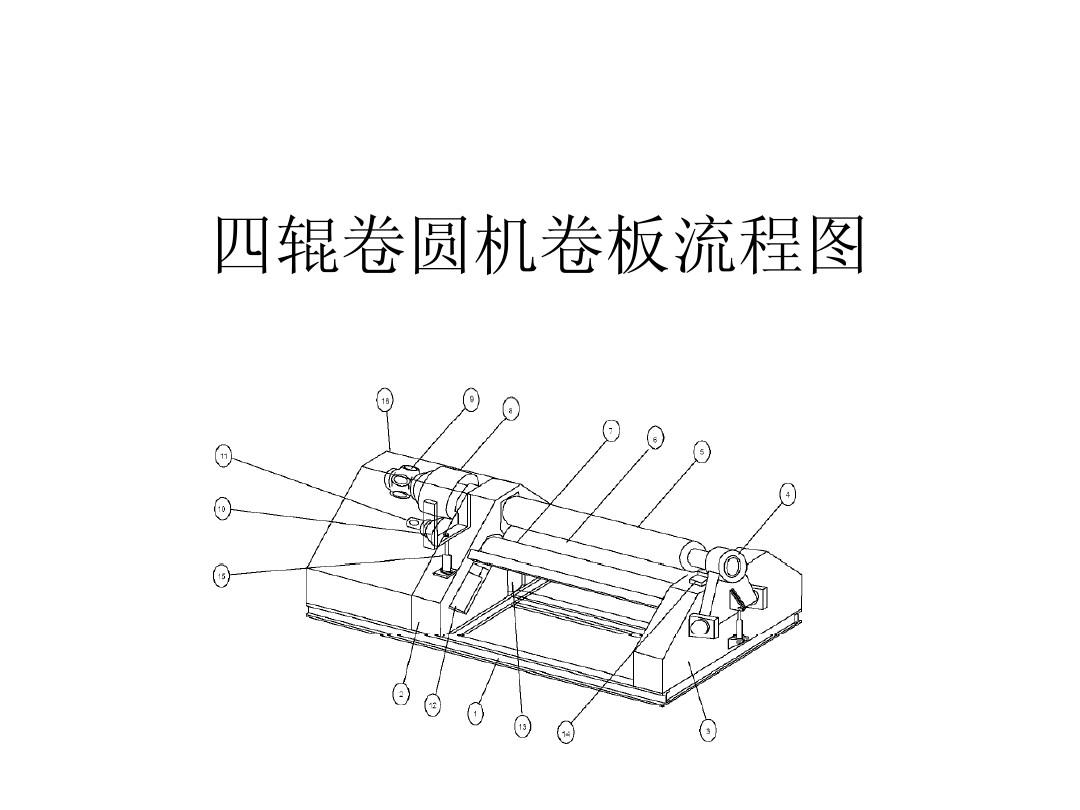
四辊卷圆机卷板流程图

机械毕业设计1358四辊卷板机设计论文
摘要 本说明书是按照所设计的卷板机内容撰写的,主要包括卷板机轴辊的受力分析、电动机的选择、主减速器的设计、侧辊传动系统的设计、下辊液压传动系统的设计以及对下辊液压同步控制系统进行了研究。从而保证了下辊在上升的过程中始终能够保持两端同步。 四辊卷板机主要为锅炉厂辊制锅炉圆筒而设计,它可以用于各种型号锅炉圆筒的生产和加工,也在造船、石油化工、航空、水电、装潢、及电机制造等工业领域得到了广泛的应用,用以把金属板料卷制成圆筒、圆锥以及弧形板等各种零件。 该四辊卷板机利用其四个辊筒的空间布置,最大范围地减少了剩余直边的出现、降低了生产成本、提高了生产效率。 关键词:四辊卷板机辊制剩余直边弧形板
Abstract This statement is in accordance with the design cylinder content written mainly include the pressure analysis of cylinder axle roller, electric motors choice, the reducer design, lateral roller drive train system design, the design of the roller hydraulic drive train system on the roller and hydraulic control systems simultaneously conducted research. Thereby ensuring an increase in the course of the roller always able to maintain both simultaneously. The four cylinder roller machine mainly boiler plant roller system designed boilers cones, which can be used for various types of boilers cones production and processing are also shipbuilding, petrochemical, aviation, utilities, furniture, and electrical manufacturing industries widely applied to the metal plate material volumes produced cones, circular cone arc boards and various parts. The four cylinder roller machine use its four roller cylinders space layout, the greatest scope to reduce the margin in the remaining departments, reducing production costs, improving production efficiency. Key words: four-cylinder roller machine Roller machine Left straight-side Arc board
喷煤工艺流程图及概述
炼铁一厂喷煤系统工艺流程图及概述 山西中阳钢铁有限公司一体系升级改造项目高炉工程制粉喷吹系统,制粉、收粉系统全部利旧;干燥系统除热风炉废气管道需改造外,其她设施利旧;对喷吹系统进行局部改造。 制粉喷吹系统主要工艺现状:制粉喷吹站厂房为混凝土结构,全封闭。煤粉制备系统采用单系列全负压制粉工艺,喷吹系统采用1个煤粉仓、下部六罐并列(每三罐分别对应405m3高炉)。整个系统即1套干燥气发生炉系统、1套磨煤机制粉系统、1套煤粉收集系统、2套喷吹系统(一个煤粉仓,下部六罐并列)。 新建1780m3高炉投产后,2座405m3高炉拟全部拆除,现有制粉喷吹站只为新1780m3高炉供给煤粉。新建1780m3高炉主管及分配器设置方案为:2根喷吹主管(一个主管对应一个分配器)及2个炉前分配器(1#分配器对应奇数风口,2#分配器对应偶数风口)的直接喷吹工艺。 喷吹系统与原系统的交接界面为:喷吹罐输煤阀后的喷吹主管起点。喷吹煤粉主管及分配器平台为本工程设计范围。 1、工艺条件及要求 1) 原煤条件 单一煤种与混合煤均可喷吹,通常使用三种煤组成混合煤,安全措施上按强爆炸性烟煤设计。原煤的理化指标见表2、10-1。 表1 原煤的理化指标表 2) 煤粉条件
煤粉质量要求见表2、10-2。 表2 煤粉质量要求表 3) 制粉喷吹能力 按高炉正常日产铁水量4005吨,正常喷吹能力为160kg/t铁计,高炉正常喷吹所需煤粉量为26、7t/h;按高炉正常日产铁水量4005吨,喷吹能力为200kg/t铁计,高炉最大喷吹所需煤粉量为33、4t/h。 2、主要工艺参数 制粉喷吹系统主要工艺参数见表2、10-3。 表3 喷吹系统工艺参数
毕业设计论文-四辊卷板机
摘要 本说明书是按照所设计的卷板机容撰写的,主要包括卷板机轴辊的受力分析、电动机的选择、主减速器的设计、侧辊传动系统的设计、下辊液压传动系统的设计以及对下辊液压同步控制系统进行了研究。从而保证了下辊在上升的过程中始终能够保持两端同步。 四辊卷板机主要为锅炉厂辊制锅炉圆筒而设计,它可以用于各种型号锅炉圆筒的生产和加工,也在造船、石油化工、航空、水电、装潢、及电机制造等工业领域得到了广泛的应用,用以把金属板料卷制成圆筒、圆锥以及弧形板等各种零件。 该四辊卷板机利用其四个辊筒的空间布置,最大围地减少了剩余直边的出现、降低了生产成本、提高了生产效率。 关键词:四辊卷板机辊制剩余直边弧形板
Abstract This statement is in accordance with the design cylinder content written mainly include the pressure analysis of cylinder axle roller, electric motors choice, the reducer design, lateral roller drive train system design, the design of the roller hydraulic drive train system on the roller and hydraulic control systems simultaneously conducted research. Thereby ensuring an increase in the course of the roller always able to maintain both simultaneously. The four cylinder roller machine mainly boiler plant roller system designed boilers cones, which can be used for various types of boilers cones production and processing are also shipbuilding, petrochemical, aviation, utilities, furniture, and electrical manufacturing industries widely applied to the metal plate material volumes produced cones, circular cone arc boards and various parts. The four cylinder roller machine use its four roller cylinders space layout, the greatest scope to reduce the margin in the remaining departments, reducing production costs, improving production efficiency. Key words:four-cylinder roller machine Roller machine Left straight-side Arc board
焦化厂生产工序及工艺流程图
焦化厂生产工序及工艺流程 焦化厂的生产车间由备煤筛焦车间、炼焦车间、煤气净化车间及相配套的公用工程组成。产品焦炭和副产品煤焦油、硫膏、硫铵、粗苯等外售。焦炉煤气经净化后,部分返回焦炉和化产系统作为燃料气,剩余煤气全部外供发电用燃料气。 焦化厂主要生产工序包括:备煤,炼焦、熄焦,筛贮焦,冷鼓、电捕、脱硫及硫回收、蒸氨、硫铵、洗脱苯等工序。 洗精煤—备配煤—炼焦—熄焦—筛贮焦—煤气净化及化产回收—煤气外送。生产工序如下图所示: 外供燃料气
1. 备配煤工序 备配煤是焦化工程的第一道工序,主要是负责洗精煤的贮运、配煤、粉碎、输送,为焦炉提供合格原料。 备配煤工序主要由储煤场及地下配煤槽、粉碎机楼和胶带机通廊及转运站等组成。 2. 炼焦、熄焦工序 炼焦、熄焦是焦化工程的第二步工序,也是最核心的工艺,主要负责将合格的配合精煤采用高温干馏工艺炼成焦炭,并采用湿法熄焦工艺将焦炭熄火降温。炼焦过程副产荒煤气。 焦化厂炼焦、熄焦工序包括1#、2#焦炉、煤塔、间台、端台、炉门修理站、推焦杆及煤槽底板更换站、装煤出焦除尘地面站、熄焦系统、熄焦塔、晾焦台、粉焦沉淀池、熄焦泵房、烟囱及相应配套焦炉机械。 3. 筛贮焦工序 筛贮焦是焦化工程的第三步工序,筛贮焦工序主要负责将炼焦工序熄火的焦炭进行筛分、输送、储存。焦炭筛分为>35mm、35-15mm、<15mm三个级别外售。 4. 冷凝鼓风工序 冷凝鼓风工序的主要任务是对来自焦炉的荒煤气进行冷凝冷却、加压,脱除煤气中的萘及焦油雾,焦油与氨水的分离贮存及焦油、循环氨水、剩余氨水的输送等。 5. 脱硫及硫回收工序
脱硫及硫回收工序的任务是将来自冷凝鼓风工序焦炉煤气中所含各种硫化物和氰化物脱除,使煤气中的硫化氢含量脱至200mg/Nm3以下送出。浮选出的硫泡沫经熔硫釜连续熔硫,副产硫磺外售。 6. 蒸氨工序 蒸氨工序的任务是将冷鼓来的剩余氨水在蒸氨塔中用蒸汽蒸出,蒸出的氨汽经氨分缩器冷却,冷凝下来的液体入蒸氨塔顶作回流,未冷凝的氨汽用循环水冷凝成浓氨水送脱硫工序作为脱硫补充液。 7. 硫铵工序 硫铵工序的任务是将来自冷鼓工序的煤气进入硫铵饱和器与硫酸接触吸收煤气中的氨,并生成硫铵,可将煤气中的氨含量降至不大于0.05g/Nm3,同时生成含量大于98%,粒度约为0.5mm的硫铵产品。 8. 终冷、洗脱苯工序 本工序包括终冷、洗苯、脱苯三部分。终冷为焦炉煤气的最终冷却,主要是将硫铵工序来的煤气冷却到25~27℃后去洗苯塔,温度低有利于苯的吸收。洗苯主要是采用焦油洗油吸收煤气中的苯,洗苯后煤气含苯量为2g/Nm3~5g/Nm3。脱苯是将洗苯后的含苯富油加热回收粗苯,采用管式炉加热富油,一塔脱苯工艺生产粗苯,脱苯后的贫油返回洗苯塔循环使用。煤气经洗苯后部分返回焦炉和化产工序自用,剩余煤气外供发电燃料气。
四辊卷板机安全操作规程正式样本
文件编号:TP-AR-L3559 There Are Certain Management Mechanisms And Methods In The Management Of Organizations, And The Provisions Are Binding On The Personnel Within The Jurisdiction, Which Should Be Observed By Each Party. (示范文本) 编制:_______________ 审核:_______________ 单位:_______________ 四辊卷板机安全操作规 程正式样本
四辊卷板机安全操作规程正式样本 使用注意:该操作规程资料可用在组织/机构/单位管理上,形成一定的管理机制和管理原则、管理方法以及管理机构设置的规范,条款对管辖范围内人员具有约束力需各自遵守。材料内容可根据实际情况作相应修改,请在使用时认真阅读。 1、卷板机必须有专人负责管理。 2、操作人员必须熟悉卷板机的结构性能和使用方法,经负责管理人员同意后,方可进行操作。 3、开机前要仔细检查安全装置是否完好。 4、操作时,严禁手、脚放在滚轴和传动部件及工件上。 5、工作中断后,应将离合器打至空档。 6、多人协同作业必须要有专人指挥。 7、严禁超负荷工作。 8、上辊的升降翻转轴承的倾倒复位及上辊的平衡,须在主传动停机后进行。
9、工作场地禁止乱堆工件及杂物,做到时刻保持机床及场地清洁。 10、作业完毕,应切断电源,并锁好电源箱。 此处输入对应的公司或组织名字 Enter The Corresponding Company Or Organization Name Here
W12四辊卷板机说明书
W12-6×1500型四辊卷板机 使用说明书 中华人民共和国 南通东晨重型机床有限公司 二〇一一年十月
目录 一. 产品的主要用途与适用范围 (1) 二. 产品的主要技术参数 (1) 三. 产品的主要结构概述 (2) 四. 液压系统 (6) 五. 电气系统 (7) 六. 机器的安装与调试 (8) 七. 机器的润滑 (10) 八. 安全操作与维护 (12) 九. 易损件明细 (15)
一. 产品的主要用途与适用范围 W12-6×1500型四辊卷板机是金属板材弯曲、校正机械.专用于金属板材的成形弯曲工作。各种规格的筒形、弧形工件的预弯、卷曲成形可在一次上料后完成,借助辅助装置,可以进行锥形筒体的卷制。还可以对金属板材进行粗略的整形工作。 二. 产品的主要技术参数 序号项目单位参数 1 机器规格mm 6×1500 2 钢板的屈服极限MPa 245 3 弯曲钢板最大宽度mm 1500 4 预弯钢板最大厚度mm 4 5 弯曲钢板最大厚度mm 6 6 上辊直径mm 190 7 下辊直径mm 170 8 侧辊直径mm 160 9 卷板速度m/min 约4.5 10 弯卷最大规格钢板时最小卷筒直径mm 400 11 倒头翻转角度≥75° 12 液压系统工作压力MPa 16 13 电机功率Kw 5.5-6p 14 机器重量kg 约3200 15 外形尺寸长mm 3800 宽mm 1360 高mm 1400
三. 产品的主要结构概述 1. 结构概述 本机为四辊卷板机,其结构见图1.上辊为主动辊,下辊和侧辊为从动辊,上辊位置固定,下、侧辊可升降移动,上辊为液压马达传动,下、侧辊的转动是靠钢板和各辊间的摩擦力带动的。下辊和侧辊均由其两端油缸推动其实现升降运动。上辊前侧轴承体的翻转、复位由翻倒油缸执行,各辊轴承体和油缸均装于左、右两端的机架内。左右机架是四辊卷板机的主体,采用焊接结构,安装在整体底座上。推料装置是卷制完工件,翻倒油缸翻转到位后,将工件推出机器;机器的全部操作均在操作台上进行。 该四辊卷板机与对称三辊卷板机比较,它可以不借助其它设备模具,直接预弯板材端部,而且剩余直边较小;与非对称三辊卷板机比较,它可以不要板材调头,而卷成工件。这样不仅提高了效率,保证了工件质量,而且工艺简单,操作方便,减轻工人的劳动强度。 2. 主传动机构 该四辊卷板机的上辊为主传动辊,它以每分钟约4.5米的线速度转动,以液压马达带动安装在固定支架速比为5的行星齿轮减速器驱动上辊转动。(见图2) 3. 辅助传动机构 本机的辅助传动为:下辊及两侧辊的升降,倒头的倾倒与复位,均采用液压传动,下辊及两侧辊两端可同时升降,亦可单独升降。
酸轧工艺流程及流程说明
酸轧工艺流程 1#张力辊 2#张力辊 1#纠偏辊 入口活套(2#、3#纠偏辊) 3#张力辊 破鳞拉矫机 4#张力辊 酸洗槽 4#纠偏辊 漂洗槽 烘干机 5#张力辊 5#纠偏辊 酸洗出口活套 6#纠偏辊 月牙剪 7#纠偏辊 切边剪(碎边剪) 6#张力辊 去毛刺辊 8#纠偏辊 联机活套(9#纠偏辊) 10#纠偏辊 7#张力辊 11#纠偏辊 8#张力辊 入口液压剪 三辊稳定辊 1#---5#轧机 板形仪 出口夹送辊 转鼓式飞剪 卡罗塞尔卷取机 出口步进梁 打捆 称重 标识 步进梁 双切剪 矫直机 激光焊机 开卷机 轧后库 成品卷
酸轧工艺说明 钢卷运输 在酸洗入口段,钢卷的运输由步进梁、托辊站、钢卷旋转装置、No.1/ No.2 上卷小车等组成。平行于酸轧机组中心线。No.1/ No.2 上卷小车分别垂直于酸轧机组中心线。 用车间行车将原料库内存放的热轧钢卷吊放到步进梁运输机上,钢卷经过测量宽度、对中、拆除捆带、旋转等操作后,由步进梁将钢卷运到入口 No.1 固定鞍座上,入口往返小车根据生产情况可以将钢卷从入口 No.1 固定鞍座送到No.2 固定鞍座上。上卷小车根据开卷状况进行接卷。然后钢卷由上卷小车输送到等待位置。在等待位置,上卷小车调整钢卷中心与开卷机芯轴中心重合后,再将钢卷运到开卷机卷筒上。钢卷带头由夹送穿带装置送到夹送矫直机矫平后,带头送至入口分切剪进行切头,当前一个钢卷还在生产时,带头将自动停留在 No.2 转向夹送辊前的等待位置。 入口段 在上一个钢卷的带尾快要甩尾之前,开卷机上的自动停车装置将及时对入口段进行减速,当达到甩尾速度时,处理器的矫直辊压下,同时焊机后 No.1 张力辊的压辊也压下。一旦带尾离开开卷机,其卷筒立即收缩,同时夹送辊和矫直机抬起。然后,如前所述,可以进行下一个钢卷相同的穿带程序。被矫直的带尾送进入口分切剪,切去不合格部分。通过分切剪前的对中装置,可以进行直角剪切。矫直辊压下深度根据来料钢种和规格自动设定,并可人工干预。然后带尾进入焊机,在带尾停止之前,焊机出口夹送辊与No.1张力辊之间形成活套之后在焊机内完成带尾的定位、对中及夹紧等操作。在分切剪剪切过程中,分切剪前的废料夹送辊上辊压下,然后将废板送到废料运输机上运到厂房外的废料斗中。当上一卷带钢的带尾离开 No.2 转向夹送辊,已经在 No.2 转向夹送辊前等待位置的另一个通道已切好的带头向前送入焊机。在带头到达焊机内的挡块位置后,将与带尾一样进行自动定位、对中及夹紧。带头、带尾相互对齐后,焊机将启动自动剪切和焊接,包括焊缝检查、冲月牙等。 焊机焊接操作全部完成后发出信号,在入口段准备就绪后启动入口段运行。当入口段开始加速时,No.1 张力辊的压辊抬起,然后加速到设定的充套速度快速充套。活套充满后入口段降速至工艺段正常生产速度。 No.1 纠偏辊用来纠正入口段的带钢跑偏,使带钢对中进入入口活套。活套内的带钢跑偏通过 No.2 纠偏辊纠正,活套出口的 No.3 纠偏辊保证带钢对中进入拉伸破鳞机前的传动转向辊。带压辊的传动转向辊用来补偿由于加减速而引起的张力波动,这样可以保证拉伸破鳞机前的入口带钢张力保持恒定。除尘系统用来抽掉处理器和拉伸破鳞机的氧化铁皮粉尘,以减少车间内的灰尘含量。 工艺段 临时停车,酸洗槽的酸液可自动排放到循环罐内。酸洗槽酸液的串级逆流也是通过循环罐实现的。 各个酸洗槽内的酸洗工作条件如下: 总酸量游离酸Fe2+工艺温度 1#酸洗槽200g/l 30~50g/l 110~130g/l 70-85℃ 2#酸洗槽200g/l 80~100g/l 80~100g/l 70-85℃
(工艺流程)电厂工艺流程图
外部的煤用火车或汽车运进厂后,由螺旋卸车机(或汽车卸车机)卸入缝式煤槽,经运煤皮带送到贮煤仓,经碎煤机破碎后,再由运煤皮带机送到煤仓间,经磨煤机粉末处理后被送到锅炉燃烧,加热锅炉的水,使其变为高温高压蒸汽,之后,高温高压蒸汽被送往汽轮机膨胀做功,推动转子高速旋转,从而带动发电机发电。 从汽轮机出来的热蒸汽通过冷凝器冷却成凝结水,经处理后循环使用。锅炉烟气经脱硝、除尘、脱硫后经烟囱排到空气中。 以下根据单元划分对各系统的工艺流程和设备布局进行详细叙述。各种职业病危害因素标注:1煤尘、2矽尘、3石灰石尘、4石膏尘、5其它粉尘、6噪声、7高温、8辐射热、9全身振动10一氧化碳、二氧化碳、二氧化硫、一氧化氮、二氧化氮、11工频电场、12六氟化硫、13盐酸、14氨、15肼。16硫化氢、17氢氧化钠、18硫酸、19二氧化氯、20甲酚。 2.7.1输煤系统: 自备热电厂改造工程建设时,电厂燃煤厂外运输采用火车来煤与公路汽车运输相结合的方式。拟从原有该项目铁路专用线上接出电厂运煤铁路专用线,所需燃料可方便地运送入厂。在厂址西侧与该项目的运煤通道相连,为燃料运输车辆的出、入口。本电厂燃用煤种为原煤。锅炉对燃料粒度要求:粒度范围≤30mm。 输煤系统中设有三处交叉。火车煤沟下部皮带机头部、筒仓下部皮带机头部、进煤仓间皮带机头部通过交叉均可实现带式输送机甲、乙路的切换运行。 2.7.1.1火车来煤: 火车来煤由该项目内部铁路将煤运至煤场,煤受卸设施为双线缝隙式煤槽。煤沟设计长150m,配三台螺旋卸车机将煤卸入缝式煤沟,煤沟上口宽13m,有效容量约4000t,可存放3列车的来煤量。火车煤沟下部皮带机头部、筒仓下部皮带机头部、进煤仓间皮带机头部通过交叉均为带式输送机甲、乙路的切换运行。
四辊卷板机安全操作规程示范文本
四辊卷板机安全操作规程 示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
四辊卷板机安全操作规程示范文本使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1、卷板机必须有专人负责管理。 2、操作人员必须熟悉卷板机的结构性能和使用方法, 经负责管理人员同意后,方可进行操作。 3、开机前要仔细检查安全装置是否完好。 4、操作时,严禁手、脚放在滚轴和传动部件及工件 上。 5、工作中断后,应将离合器打至空档。 6、多人协同作业必须要有专人指挥。 7、严禁超负荷工作。 8、上辊的升降翻转轴承的倾倒复位及上辊的平衡,须 在主传动停机后进行。 9、工作场地禁止乱堆工件及杂物,做到时刻保持机床
及场地清洁。 10、作业完毕,应切断电源,并锁好电源箱。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
硫化碱生产工艺流程
4.2.1.2 工艺流程说明 本项目对原装置部分使用价值较高的设备进行搬迁,生产工艺流程仍按照搬迁前的进行设计,以焦炭粉为还原剂,采用含铬芒硝和脱水芒硝为原料生产工业低铁硫化碱。生产工序主要包括备料上料工序、煅烧工序、化坯洗渣工序、沉淀洗泥工序、低铁硫化碱制液工序、蒸发工序、制片包装工序。 工艺流程如下: (1) 备料上料工序 由于十水芒硝不能满足硫化碱生产原料的要求,首先要对十水芒硝进行脱水处理。十水芒硝先进入化硝罐,加入热水进行溶解,溶解液体进入蒸发器进行蒸发,蒸发热源采用蒸发工序二次蒸汽,蒸发液送入结晶罐进行冷却结晶,然后再通过皮带输送机送至离心机进行离心分离,分离后的固体为无水芒硝,送至仓库备用,离心母液再返回至蒸发器中进行循环。 原料含铬芒硝和脱水芒硝分别存入专门的储仓,经过破碎后保证进入工艺系统的芒硝粒径不超过50mr,芒硝、焦炭粉分别通过斗式提升机、皮带计量机送至混料机,按一定比例混合,再通过混料皮带输送机送入储料仓,然后经送料螺旋机送入煅烧工序。 (2)煅烧工序 物料在长转炉(①2500 X 45000)内进行还原反应所需的热量由燃 料煤燃烧提供。燃料煤由煤库经皮带输送机送至雷蒙机研磨后,再用斗式提升机送到煤粉仓,由皮带输送机送到炉头煤粉斗,再经下端送料螺
旋机送入送风管道内,由罗茨鼓风机吹入长转炉内燃烧。来自储料仓的芒硝与焦炭粉先进入预热器,然后进入长转炉尾部,燃料煤粉从转炉头部进入,与原料成逆向流动,当炉内温度为1050-1150C时,芒硝与焦炭粉发生如下化学反应: N Q SQ+2C I Na e S+2CO 生成硫化碱; Cr6++SCr3+毒性较大的。严变为无毒稳定的C严; 同时,在有水蒸汽存在条件下,发生副反应 Na2S+CO+H? N S R CQ+HS生成碳酸钠和硫化氢。 物料在转炉内经预热、熔化、沸腾、成熟制得熔体黑灰,从炉头送入热熔罐中,进入化坯洗渣工序,进行热溶。 每台转炉配套一台特制预热器,高温转炉烟气先经过预热器对生料进行预热,然后经降尘室降尘,再用麻石水膜除尘器进行除尘,除尘后进入脱硫塔进行脱硫,达标后排空。回收粉尘经过酸洗后外运至园区指定地点,可用作制砖。 (3) 化坯洗渣工序由煅烧工序来的熔融态黑灰由炉头直接进入热溶罐进行热溶,在搅拌机的作用下,用沉淀洗泥工序的洗渣水(稀卤水)直接制取浓卤碱水,当溶液中N Q S浓度达到23注右时,用浓卤液下泵将其打至沉淀罐,沉淀罐上层清液送至沉淀洗泥工序浓卤储槽。 沉淀泥渣经过一号铰刀输送至一洗罐,在一洗罐中进一步浸取泥渣中含有的Na z S, —洗罐洗净的渣泥经二号绞刀送至二洗罐,当渣泥中碱含量小于1%时,将渣泥进行酸洗后外运至园区指定地点。洗渣用水为沉淀洗泥工序送来的洗泥水(稀卤水) ,洗渣水送至热熔罐循环使用。 化坯过程中,N Q S与H20反应产生少量的HHS气体,故热溶罐为封闭装置,热溶过程中产生的碱雾及H2S气体经喷淋塔洗涤后,由高度为
球团工艺简介及生产流程图
烧结厂球团工艺简介及生产流程图 德晟金属制品有限公司烧结厂建设1座12m 2竖炉,利用系数 6.3t/m 2?h ,年产酸性球团矿60万t 。 车间组成及工艺流程 1.1 车间组成 车间组成:配料室、烘干机室、润磨室、造球室、生筛室、转运站、焙烧室、带冷机通廊、成品缓冲仓、风机房、煤气加压站、软水站、高低压配电室等。 1.2 工艺流程 工艺流程图见付图 1.2.1 精矿接受与贮存 竖炉生产主要原料为磁铁矿精粉,对铁精粉化学成分要求是 精矿进料采用汽车输送,汽车将精矿粉卸到下沉式精矿堆场,经抓斗吊运至配料仓。 进厂铁精粉化学成分 名称 TFe( %) Feo (%) SiO2(%) S(%) 粒度(-200mm ) 磁铁矿 份 ≥65 ≤23 ≤7 ≤0.2 ≥85
1.2.2膨润土接受与贮存 竖炉对膨润土化学成分要求是: 进厂膨润土化学指标 名称 吸水率(2h) ∕% 吸蓝量 (100g膨润土∕g) 膨胀容(2g 膨润土∕ml) 粒度 (-200mm) 水分 (%) 钠基膨 润土 ≥400 ≥30 15 ≥95 ≤10 袋装膨润土用汽车运入,储存在膨润土库,由库内设的电葫芦将袋装 膨润土运至膨润土配料仓平台,由人工抖袋将膨润土卸到膨润土配料仓。 1.2.3配料系统 配料矿槽采用单列配置,4个精矿配料仓,容积100m3,储量8.8h,三用一备;2个膨润土仓,膨润土仓为一用一备。配料室为地 下结构。采用自动重量配料,根据设定的给料量和铁精粉与膨润土的 配比,自动调节给料量。铁精粉通过仓下2m圆盘给料机和配料皮带 秤配料。膨润土通过螺旋给料机和螺旋秤配入皮带。圆盘给料机和螺 旋给料机采用变频控制。并且尽量做到铁精矿与膨润土两料流首尾重合。在配料室膨润土落料点处和膨润土设抽风除尘,采用布袋除尘器, 布袋除尘器采用反吹清灰方式。 设置铁精粉仓库和膨润土库。铁精粉仓库能容纳约9天的用量, 下沉式结构,铁精粉采用抓斗吊上料,设置2台10t抓斗吊。膨润土 库用来堆放袋装膨润土,膨润土设电葫芦环形轨道由电葫芦将袋装膨
四辊卷板机设计毕业论文
四辊卷板机设计毕业论文 目录 前言 (1) 第1章绪论 (2) 1.1卷板的分类及特点 (2) 1.2卷板机的分类及特点 (2) 1.3 W12X2000型四辊卷板机的用途 (5) 1.4 传动系统设计 (6) 第2章卷板机轴辊受力分析 (7) 2.1作用在卷板机辊子上的弯曲扭矩 (7) 2.2卷板机的空载扭矩 (8) 2.3四辊卷板机的卷板力 (8) 第3章电动机的选择与计算 (12) 3.1功率计算 (12) 3.2电动机的选择 (12) 第4章主减速器的设计 (14) 4.1电动机的确定 (14) 4.2 传动比的分配 (15) 4.3传动系统的运动和动力参数设计 (15) 4.4 高速级斜齿圆柱齿轮传动的设计计算 (17) 4.4.1选择精度等级,材料和齿数 (17) 4.4.2 按齿面接触强度设计 (17) 4.4.3按齿根弯曲疲劳强度设计 (21) 4.4.4几何尺寸计算 (21)
4.5中间级斜齿圆柱齿轮传动的设计计算 (22) 4.5.1选择精度等级,材料和齿数 (22) 4.5.2. 按齿面接触强度设计 (22) 4.5.3.按齿根弯曲疲劳强度设计 (24) 4.5.4几何尺寸计算 (26) 4.6 低速级斜齿圆柱齿轮传动的设计计算: (26) 4.6.1选择精度等级,材料和齿数 (26) 4.6.2. 按齿面接触强度设计 (27) 4.6.3按齿根弯曲疲劳强度设计 (29) 4.6.4几何尺寸计算 (30) 4.7高速轴的设计以及轴的校核 (32) 第5章侧辊传动系统的设计 (36) 5.1侧辊电动机的确定 (36) 5.2侧辊减速器的确定 (36) 5.3蜗轮蜗杆传动设计 (36) 第6章下辊筒液压缸的设计 (41) 6.1下辊液压系统的工作原理 (41) 6.2下辊筒液压缸设计 (42) 第7章辊筒轴的强度校核 (47) 第8章专题论文 (50) 8.1前言 (50) 8.2四辊卷板机工作原理 (50) 8.3液压同步控制系统研究及设计原理 (52) 8.4.结论 (53)
卷板机的原理
第1章绪论 1.1概述 卷板机是一种将金属板材卷弯成筒形、弧形或其它形状工件的通用设备。根据三点成圆的原理,利用工件相对位置变化和旋转运动使板材产生连续的塑性变形,以获得预定形状的工件。该产品广泛用于锅炉、造船、石油、木工、金属结构及其它机械制造行业。 卷板机作为一个特殊的机器,它在工业基础加工中占有重要的地位。凡是钢材成型为圆柱型,几乎都用卷板机辊制。其在汽车,军工等各个方面都有应用。根据不同的要求,它可以辊制出符合要求的钢柱,是一种相当实用的器械。 在国外一般以工作辊的配置方式来划分。国内普遍以工作辊数量及调整形式等为标准实行混合分类,一般分为: 1、三辊卷板机:包括对称式三辊卷板机、非对称式三辊卷板机、水平下调式三辊卷板机、倾斜下调式三辊卷板机、弧形下调式三辊卷板机和垂直下调式三辊卷板机等。 2、四辊卷板机:分为侧辊倾斜调整式四辊卷板机和侧辊圆弧调整式四辊卷板机。 3、特殊用途卷板机:有立式卷板机、船用卷板机、双辊卷板机、锥体卷板机、多辊卷板机和多用途卷板机等。 卷板机采用机械传动已有几十年的历史,由于结构简单,性能可靠,造价低廉,至今在中、小型卷板机中仍广泛应用。在低速大扭矩的卷板机上,因传动系统体积庞大,电动机功率大,起动时电网波动也较大,所以越来越多地采用液压传动。近年来,有以液压马达作为源控制工作辊移动但主驱动仍为机械传动的机液混合传动的卷板机,也有同时采用液压马达作为工作辊旋转动力源的全液压式卷板机。 卷板机的工作能力是指板材在冷态下,按规定的屈服极限卷制最大板材厚度与宽度时最小卷筒直径的能力。国内外采用冷卷方法较多。冷卷精度较高,操作工艺简便,成本低廉,但对板材的质量要求较高(如不允许有缺口、裂纹等缺陷),金相组织一致性要好。当卷制板厚较大或弯曲半径较小并超过设备工作能力时,在设备允许的前提下可采用热卷的方法。有些不允许冷卷的板材,热卷刚性太差,则采用温卷的方法。 1.2卷板机的原理
精编【工艺流程】电厂工艺流程图
【工艺流程】电厂工艺流程 图 xxxx年xx月xx日 xxxxxxxx集团企业有限公司 Please enter your company's name and contentv
外部的煤用火车或汽车运进厂后,由螺旋卸车机(或汽车卸车机)卸入缝式煤槽,经运煤皮带送到贮煤仓,经碎煤机破碎后,再由运煤皮带机送到煤仓间,经磨煤机粉末处理后被送到锅炉燃烧,加热锅炉的水,使其变为高温高压蒸汽,之后,高温高压蒸汽被送往汽轮机膨胀做功,推动转子高速旋转,从而带动发电机发电。 从汽轮机出来的热蒸汽通过冷凝器冷却成凝结水,经处理后循环使用。锅炉烟气经脱硝、除尘、脱硫后经烟囱排到空气中。 以下根据单元划分对各系统的工艺流程和设备布局进行详细叙述。各种职业病危害因素标注:1煤尘、2矽尘、3石灰石尘、4石膏尘、5其它粉尘、6噪声、7高温、8辐射热、9全身振动10一氧化碳、二氧化碳、二氧化硫、一氧化氮、二氧化氮、11工频电场、12六氟化硫、13盐酸、14氨、15肼。16硫化氢、17氢氧化钠、18硫酸、19二氧化氯、20甲酚。 2.7.1输煤系统: 自备热电厂改造工程建设时,电厂燃煤厂外运输采用火车来煤与公路汽车运输相结合的方式。拟从原有该项目铁路专用线上接出电厂运煤铁路专用线,所需燃料可方便地运送入厂。在厂址西侧与该项目的运煤通道相连,为燃料运输车辆的出、入口。本电厂燃用煤种为原煤。锅炉对燃料粒度要求:粒度范围≤30mm。 输煤系统中设有三处交叉。火车煤沟下部皮带机头部、筒仓下部皮带机头部、进煤仓间皮带机头部通过交叉均可实现带式输送机甲、乙路的切换运行。 2.7.1.1火车来煤: 火车来煤由该项目内部铁路将煤运至煤场,煤受卸设施为双线缝
烧结作业区工艺流程图
烧结作业区管理流程图 一、管理步骤 来料验收-----卸车储备-----混匀布料、混匀供料-----烧结生产 二、流程图 1、验收 2、储备 3、混匀布料、供料工艺 a、铁料
4、烧结工艺 白灰窑
现作业区以创建“书香型”作业区、全力打造视觉文化为目标,提出“科学管理、管理科学”的全新理念,统筹安排生产工作,坚持纵向贯通、横向协同的管理思路,加强生产协调的核心作用,控制好各生产工序的稳定,服务好其它作业区的保供、做到各工序间的无缝连接,保证产品质量,并与先进行业指标对标挖潜,寻找差距、降低成本、创新工艺、提升产品质量。打造烧结先进的指标,构建和谐顺畅的生产流程,使烧结机利用系数突破1.30 t/㎡·h已达1.482t/㎡·h,年产量163万吨,且各项指标都在接近全国最高指标水平,基本满足高炉正常生产。 先将各流程做一简单的介绍: 1、从PL-2皮带把混匀矿打到配料室1#、2#、3#、4#铁料仓;
2、从白灰窑把-3mm粒级大于85%以上的生石灰通过手动葫芦吊打入配 料室11#生石灰仓; 3、通过PL-6皮带将-3mm粒级大于85%的石灰石打入配料室9#、10#仓; 4、通过PL-3皮带将-3mm粒级在80%-85%的焦粉打入配料室7#、8#仓; 5、按正常配比将混匀矿、焦粉、石灰石、生石灰、烧结返矿通过PL-12、 Z4-1、H-1运输到一次混合机里面,在混合机加水、混匀通过ZL-1皮带运输到制粒机,在制粒机配加蒸汽以提高料温;物料(混合料)在制粒机里面混匀制粒6分钟通过Z5-1、S-1皮带,在通过梭布小车均匀布料到烧结小矿槽。 6、在烧结机上先布一层粒级10-20mm的烧结矿10mm作为底料,混合料 在通过圆辊及六辊布料到烧结机,料层布到650mm,在通过圧料器把料通过点火器点火烧结。 7、混合料在烧结机上烧结50分钟左右,通过单齿辊破碎到环冷机,在环冷 机冷却1个小时左右,通过Z6-1、LS-1在成品筛分室通过振动筛将-5mm烧结返矿通过Z2-1、PL-9、PL-10皮带运输到配料室5#、6#仓内;将10-20mm烧结矿通过Z5-2、Z7-1、S-2皮带打到底料仓;将大于20mm粒级烧结矿通过Z8-1输送到高炉 8、在烧结上料之前先开启机头、机尾电场及主抽风机。
硫化碱生产工艺流程
硫化碱生产工艺流程 LG GROUP system office room 【LGA16H-LGYY-LGUA8Q8-LGA162】
4.2.1.2 工艺流程说明 本项目对原装置部分使用价值较高的设备进行搬迁,生产工艺流程仍按照搬迁前的进行设计,以焦炭粉为还原剂,采用含铬芒硝和脱水芒硝为原料生产工业低铁硫化碱。生产工序主要包括备料上料工序、煅烧工序、化坯洗渣工序、沉淀洗泥工序、低铁硫化碱制液工序、蒸发工序、制片包装工序。 工艺流程如下: (1) 备料上料工序 由于十水芒硝不能满足硫化碱生产原料的要求,首先要对十水芒硝进行脱水处理。十水芒硝先进入化硝罐,加入热水进行溶解,溶解液体进入蒸发器进行蒸发,蒸发热源采用蒸发工序二次蒸汽,蒸发液送入结晶罐进行冷却结晶,然后再通过皮带输送机送至离心机进行离心分离,分离后的固体为无水芒硝,送至仓库备用,离心母液再返回至蒸发器中进行循环。 原料含铬芒硝和脱水芒硝分别存入专门的储仓,经过破碎后保证进入工艺系统的芒硝粒径不超过50mm,芒硝、焦炭粉分别通过斗式提升机、皮带计量机送至混料机,按一定比例混合,再通过混料皮带输送机送入储料仓,然后经送料螺旋机送入煅烧工序。 (2) 煅烧工序 物料在长转炉(Φ2500×45000)内进行还原反应所需的热量由燃料煤燃烧提供。燃料煤由煤库经皮带输送机送至雷蒙机研磨后,再用斗式提升机
送到煤粉仓,由皮带输送机送到炉头煤粉斗,再经下端送料螺旋机送入送风管道内,由罗茨鼓风机吹入长转炉内燃烧。 来自储料仓的芒硝与焦炭粉先进入预热器,然后进入长转炉尾部,燃料煤粉从转炉头部进入,与原料成逆向流动,当炉内温度为1050-1150℃时,芒硝与焦炭粉发生如下化学反应: Na2SO4+2C+→Na2S+2CO2 生成硫化碱; Cr6++C→Cr3+ 毒性较大的Cr6+变为无毒稳定的Cr6+; 同时,在有水蒸汽存在条件下,发生副反应 Na2S+CO2+H2O→Na2CO3+H2S 生成碳酸钠和硫化氢。 物料在转炉内经预热、熔化、沸腾、成熟制得熔体黑灰,从炉头送入热熔罐中,进入化坯洗渣工序,进行热溶。 每台转炉配套一台特制预热器,高温转炉烟气先经过预热器对生料进行预热,然后经降尘室降尘,再用麻石水膜除尘器进行除尘,除尘后进入脱硫塔进行脱硫,达标后排空。回收粉尘经过酸洗后外运至园区指定地点,可用作制砖。 (3)化坯洗渣工序 由煅烧工序来的熔融态黑灰由炉头直接进入热溶罐进行热溶,在搅拌机的作用下,用沉淀洗泥工序的洗渣水(稀卤水)直接制取浓卤碱水,当溶液中Na2S浓度达到23%左右时,用浓卤液下泵将其打至沉淀罐,沉淀罐上层清液送至沉淀洗泥工序浓卤储槽。 沉淀泥渣经过一号铰刀输送至一洗罐,在一洗罐中进一步浸取泥渣中含有的Na2S,一洗罐洗净的渣泥经二号绞刀送至二洗罐,当渣泥中碱含量小
刮板输送机检修工艺及工艺流程图
刮板输送(转载)机(不含电气部分)大修工艺 一、刮板输送(转载)机检修工艺作业流程 设备初步解体入厂→预检验收→外部清洗→解体分类→零部件清洗鉴定→零部件分类修理、修复→部件组装→总装→试运转、调整→喷漆防腐→验收出厂。 二、刮板输送(转载)机检修标准 (一)机头、机尾传动部 1.机头、机尾、过渡槽、桥架槽无开焊。机架两侧的对中板的垂直度允差不得 大于2mm。机架上安装传动装置的定位面、孔符合技术文件的要求。 2.机头架、机尾架与过渡槽的连接要严密,搭接部分无卷边,上下左右交错不 得大于3mm,机头架螺栓孔不得变形严重。 3.压链器连接牢固,磨损不得超过6 mm。超过时,可用电焊或热喷涂方法修复。 4.整体链轮组件、盲轴安装符合技术文件的要求。采用分体链轮结构时,半滚 筒、半链轮组合间隙应符合设计要求,一般在1~3mm范围内。 5.机头轴、机尾轴转动灵活,不得有卡碰现象。 (二)机械传动装置 1.机壳各轴孔尺寸精度、粗糙度、中心距、各孔的形位公差,均应符合技术文 件的要求。 2.机壳和联接罩上的螺纹孔、定位孔、台修复后符合技术文件的要求。 3.轴承无明显磨损痕迹,游隙符合要求,转动灵活无异响。 4.紧固件无明显塑性变形。 5.各零件无损伤,无明显磨损痕迹、变形。 6.密封件和有机软管全部更新。 7.组装时各零部件要认真清洗,不得有锈斑,机壳内不得有任何污杂物。 8.各传动部安装、调整后符合技术文件的要求。 9.减速器按规定注入润滑油。液力耦合器作耐压试验并注入规定品种和体积的 介质。 10.制动盘、联轴器、耦合器动平衡试验符合技术文件的要求。 11.减速器、链轮组件无渗漏现象。冷却、润滑装置齐全、完好,无渗漏现象。 12.安装完毕,人力试转无卡阻现象。 (三)链轮、舌板、分链器
BF12卫生纸机工艺流程_图文(精)
作者简介:谢舒煜,男,助理工程师,现从事广东银洲湖纸业基地部分纸业项目筹建工作。 BF -12高速卫生纸机工艺流程 谢舒煜1 洪红琴1 雷光友2 吴家敏 2 (1.江门市新会仁科电力集团有限公司,广东江门529153; 2.江门仁科绿洲纸业有限公司,广东江门529153 摘要:近年来,生活用纸在我国正迅速成为与消费者关系最为密切的快速消费品。我国已成为仅次于美国的全球第二大卫生纸生产国及消耗国,生活用纸的生产量和消费量均呈现出稳步上升的态势。随着新增产能的逐步释放,不少生活用纸企业(如维达、中顺、南宁凤凰、上海潜力等选择了日本川之江的BF (Best For mer Yankee Paper M achine 系列纸机,现就川之江BF -12工艺流程及纸机相关结构进行简要介绍,以促进工艺的优化改进。 关键词:生活用纸;BF -12纸机;工艺流程 中图分类号:TS734文献标识码:B 文章编号:1671- 4571(20080520051204 目前中国人均生活用纸不到3kg/a,而美国、日
本等发达国家是13kg/a,西欧国家也在12kg/a 以上。因此随着中国人生活质量的提高,生活用纸的市场前景很大。生活用纸在今后十几年内仍处于成长期,消费层次出现多样化,且向中高档过渡,消费领域不断扩大,国内、国际竞争将更加激烈。不少生活用纸企业(如维达、中顺等在不断扩大生产规模,与此同时,它们在扩大产能的过程中不约而同地选用了日本川之江生产的BF 系列纸机。 日本川之江造机株式会社从1988年开始向中国市场出售BF 型卫生纸机,截止到2008年7月份,已先后与维达纸业、中顺纸业、东冠纸业、南宁凤凰等生活用纸厂家签约出售40多条BF 型卫生纸生产线,仅维达等企业已投入运行以及即将投入运行的BF 系列卫生纸生产线就已达到20条。现就川之江BF -12型卫生纸生产工艺流程及相关设备结构进行简要介绍,让读者更深刻的认识BF -12卫生纸生产线的主要工艺流程和相关设备。1纸机的主要特征概述 BF -12纸机是由日本川之江公司提供的,生产 卫生原纸的改良式圆网纸机。BF -12纸机用 100%原木浆生产定量为13~25g/m 2 的卫生原纸,纸机设计车速1000m /m in,卷纸缸成纸宽度 3400mm ,起皱率为20%(标准。最高日产量:14g/m 2 ×3.4m ×1000m /m in ×0.80×60×24×0.95= 52t/day (以生产14g/m 2 生活用纸为例,并结合有独立的后加工车间可将原纸加工成厕用卷筒纸、手帕纸、盒抽纸及软抽纸。相对于生产同类产品的新月型卫生纸机而言,BF 系列卫生纸机有结构简单、操作方便、生产及设备维护成本低,性价比高的特 点。因此川之江BF -10α、BF -10