锡膏印刷标准
锡膏印刷检查事项及对策
●锡膏印刷品质是SMT不良产品的主要影响因素,据统计有约66%的不良品可以追溯到
锡膏印刷品质,有15%的不良品来至于回流焊,其余的不良来至于贴片机和原材料等,由此可见,锡膏印刷品质的好坏是电子产品好坏的主要影响因素。
●锡膏印刷质量的主要因素
1.首先是钢网质量:钢网厚度与开口尺寸确定了锡膏的印刷量。锡膏量过多会产生桥接,
锡膏量过少会产生锡膏不足或虚焊。钢网开口形状及开孔壁是否光滑也会影响脱模质量。
2.其次是锡膏质量:锡膏的粘度、印刷性(滚动性、转移性)、常温下的使用寿命等都会
影响质量。
3.印刷工艺参数:刮刀速度、压力、刮刀与网板的角度以及锡膏的粘度之间存在的一定制
约关系,因此只有正确控制这些参数,才能保证锡膏的印刷质量。
4.设备精度方面:在印刷高密度细间距产品时,印刷机的印刷精度和重复印刷精度也会起
一定影响。
5.环境温度、湿度、以及环境卫生:环境温度过高会降低锡膏的粘度,湿度过大时锡膏会
吸收空气中的水分,湿度过小时会加速锡膏中溶剂的挥发,环境中灰尘混入锡膏中会使焊点产生针孔等缺陷。
6.基板支撑位置的分布:机板支撑绝对与印刷结果有关,利用两支刮刀来回刮印如大部分
锡膏被刮走,残余未被刮走的部分就是支撑不良,容易出现连锡。
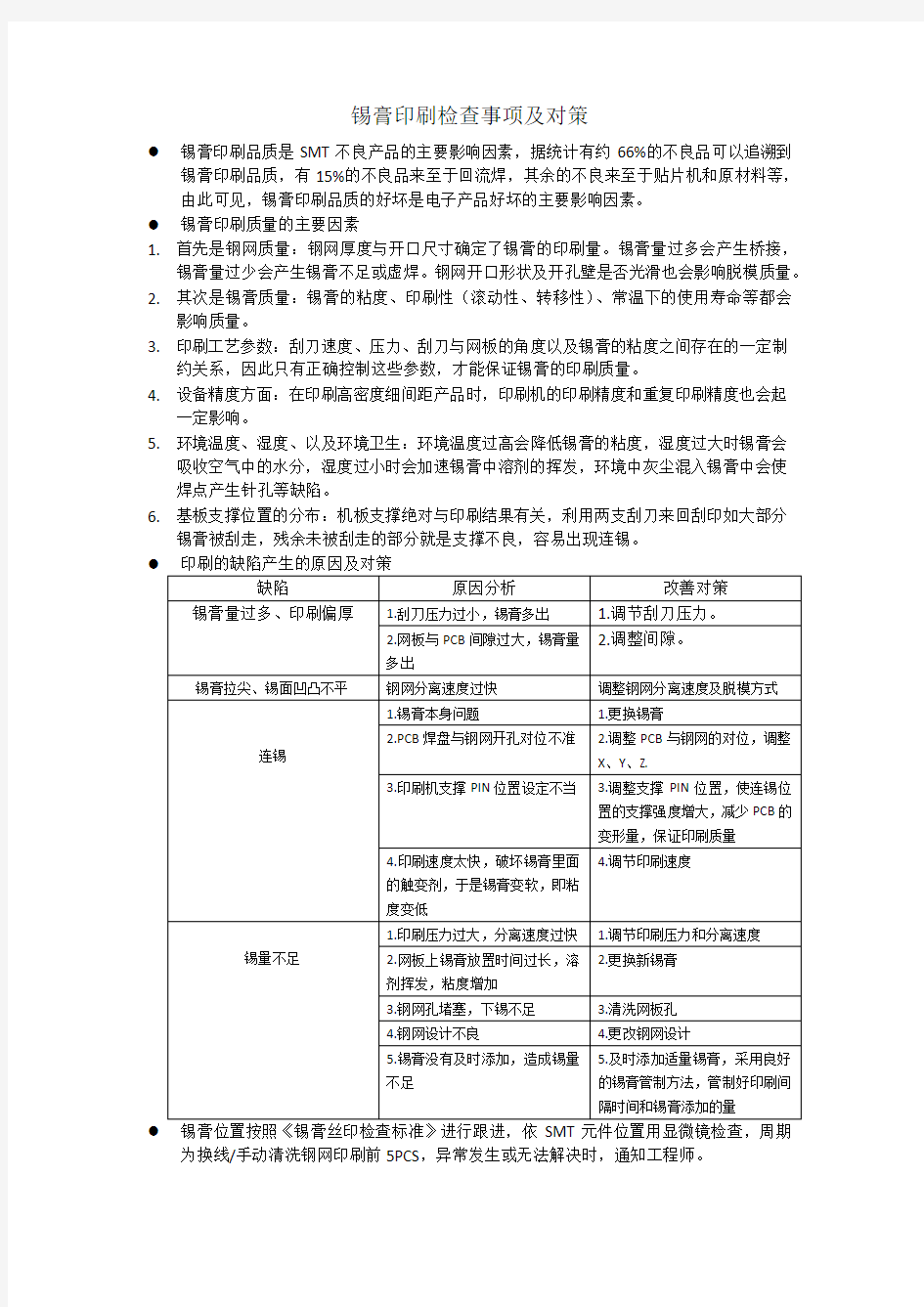
●
●
为换线/手动清洗钢网印刷前5PCS,异常发生或无法解决时,通知工程师。
123402J0601482018 A0正实自动锡膏印刷机操作规程
操作文件
文件修订页
1 目的 建立正实自动锡膏印刷机作业规范,为操作人员提供作业依据、确保产品品质达到工艺要求。 2 适应范围 适用于公司内所有正实自动锡膏印刷机。 3 术语与定义 引用公司《管理手册》中的术语与定义 4 职责与权限 4.1工程技术部有指导使用者正确操作及保养正实自动锡膏印刷机,负责工艺参数的设定。 4.2 使用部门负责正实自动锡膏印刷机的日常检查、维护保养和使用。 5 内容与方法 5.1 操作步骤 5.1.1 开机前的准备: 5.1.1.1 检查刮刀安装位置,工作轨道,PCB平台,PCB支撑PIN是否正确完好。 刮刀要装平行工作轨道有无PCB,有则取出平台内支撑PIN则全部取出 5.1.1.2 检查安全门,急停开关是否完整、安全可靠,进气压力表指针在45MPA以上,若不是则调整。 拔出安全开关安全门 5.1.1.3 检查确认各电、气旋钮和开关是否在规定位置,电线、气管是否松脱及破损,若有则紧固或更换。 5.1.1.4 检查PCB板的设计是否符合机器工艺要求,根据生产工艺要求,在电脑里编好印刷程序。 5.1.2 操作方法 5.1.2.1 搬动电源开关置于“1”位置,打开电源;
搬到“1”位置 5.1.2.2 等待系统启动进入Windows界面,双击“ATECH-V 6.0H”,进入操作程序。 5.1.2.3 旋开急停开关。 5.1.2.4 等待系统初始化完成,按下“启动”键。 左边为“启动”右边为“照明” 5.1.2.5 在电脑上点击“上电”,“电机复位”,等待机器归零。 5.1.2.6 在电脑上点击“文件”,选择产品名称点击“加载”,再点击“完成”。5.1.2.7 点击宽度“调整”键调整轨道宽度,检查与所生产的PCB是否相符。 5.1.2.8 旋开钢网压紧气缸开关,放入该产品钢网并压紧气缸。 向上为锁紧,向下为松动 5.1.2.9 加入回温后的红胶至钢网前端,红胶要横向覆盖钢网开孔位置。 5.1.2.10 点击“印刷”,将刮刀移动至钢网前端。 5.1.2.11 点击“启动自动模式”,机器开始自动印刷。 5.1.3 停机 5.1.3.1 确定有无未生产之PCB,若无则点击“退出自动模式”。 5.1.3.2 点击“基准位置”待机器所有轴回到基准位置。 5.1.3.3 取下刮刀,并清洁刮刀。 5.1.3.4 松开钢网压紧气缸,取出钢网。 5.1.3.5 清洁PCB平台、轨道上的异物。 5.1.3.6 点击“退出”并压下紧急停止开关。
SMT印刷检验标准
S M T印刷检验标准 Document number:PBGCG-0857-BTDO-0089-PTT1998
锡膏印刷检验规范
standards 东莞光虹电子有限公司文件编号GH/DZ-W-005 生效日期2015/4/15 版本/版次A/0 页码1/3 项目判定说明图示说明备注 1.CHIP 料1.锡膏印刷无偏移 2.锡膏量.厚度符合要求 3.锡膏成型佳.无崩塌断裂 4.锡膏覆盖焊盘90%以上 标准 1.钢网的开孔有缩孔,但锡膏 仍有85%覆盖焊盘. 2.锡膏量均匀 3.锡膏厚度在要求规格内 允收 1.锡膏量不足. 2.两点锡膏量不均 3.锡膏印刷偏移超过15%焊盘 拒收锡膏印刷检验标准 Solder paste printing inspection standards 编制:李盆玉审核: 批准: 东莞光虹电子有限公司文件编号GH/DZ-W-005 生效日期2015/4/15 版本/版次A/0 页码2/3 项目判定说明图示说明备注
元件 1.锡膏无偏移 2.锡膏完全覆盖焊盘 3.三点锡膏均匀 4.锡膏厚度满足测试要求标准 1.锡膏量均匀且成形佳 2.有85%以上锡膏覆盖焊盘. 3.印刷偏移量少于15% 4.锡膏厚度符合规格要求 允许 1.锡膏85%以上未覆盖焊盘. 2.有严重缺锡 拒收 锡膏印刷检验标准 Solder paste printing inspection standards 编制:李盆玉 审核: 批准: 东莞光虹电子有限公司文件编号GH/DZ-W-005 生效日期2015/4/15 版本/版次A/0 页码3/3 项目判定说明图示说明备注
GKGG全自动印刷机操作规范
G K G G全自动印刷机操 作规范 Document serial number【LGGKGB-LGG98YT-LGGT8CB-LGUT-
全自动锡膏印刷机操作 规程
1目的 正确操作全自动印刷机,保证机器正常运行,从而确保产品品质。 2适用范围 制造部生产车间SMT线 3名词解释 锡膏印刷机:现代锡膏印刷机一般由装板、加锡膏、压印、输电路板等机构组成。它的工作原理是:先将要印刷的电路板固定在印刷定位台上,然后由印刷机的前后刮刀把锡膏或红胶通过钢网漏印于对应焊盘,对漏印均匀的PCB,通过传输台输入至贴片机进行自动贴片。 4职责 4.1设备工程师负责印刷机的维修及周期性维护。 4.2设备技术员负责印刷机程序的制作与修改。 4.3操作员负责印刷机的操作及日常保养。 4.4生产主管负责监督执行。 5管理规定 5.1开机前检查 5.1.1确认机器外观清洁,确认设备内部尤其是运动轨道运行范围内有无杂 物。 5.1.2确认工作环境温度为23±5℃之间,湿度<80%。
5.1.3确定设备的工作气压为~之间。 5.1.4确认设备电源及相关连接线正常。 5.2开机 5.2.1打开设备电源。 关闭开启 图1.设备电源 5.2.2设备开机完成后,进入归零界面,点击【开始归零】,等待归零完成。 图2.设备归零界面图3.设备归零完成界面 5.3调用生产程序 5.3.1根据系统提示选择程序权限,操作员无需输入密码,其余均需输入相应密码获得权限。完成后点击返回。 图4.权限选择界面 5.3.2在主界面点击【打开工程】选项,选取对应的生产程序,如BCLG4A- V05。 图5.主界面图6.调用程序界面 5.3.3选取完成后自动返回主界面,此时程序已打开。点击【数据录入】,确认将要生产的产品印刷参数。 图7.数据录入第一页 5.4安装钢网 5.4.1确认第一步数据后,点击下一步,进入第二页,印刷机提示调整轨道宽
GKG-G5全自动印刷机操作要求规范
全自动锡膏印刷机 操作规程 2017.10.27
1目的 正确操作全自动印刷机,保证机器正常运行,从而确保产品品质。 2适用范围 制造部生产车间SMT线 3名词解释 锡膏印刷机:现代锡膏印刷机一般由装板、加锡膏、压印、输电路板等机构组成。它的工作原理是:先将要印刷的电路板固定在印刷定位台上,然后由印刷机的前后刮刀把锡膏或红胶通过钢网漏印于对应焊盘,对漏印均匀的PCB,通过传输台输入至贴片机进行自动贴片。 4职责 4.1设备工程师负责印刷机的维修及周期性维护。 4.2设备技术员负责印刷机程序的制作与修改。 4.3操作员负责印刷机的操作及日常保养。 4.4生产主管负责监督执行。 5管理规定 5.1开机前检查 5.1.1确认机器外观清洁,确认设备内部尤其是运动轨道运行范围内有无杂物。 5.1.2确认工作环境温度为23±5℃之间,湿度<80%。 5.1.3确定设备的工作气压为0.4~0.6MPa之间。 5.1.4确认设备电源及相关连接线正常。 5.2开机
5.2.1打开设备电源。 图1.设备电源 5.2.2设备开机完成后,进入归零界面,点击【开始归零】,等待归零完成。 图2.设备归零界面图3.设备归零完成界面 5.3调用生产程序 5.3.1根据系统提示选择程序权限,操作员无需输入密码,其余均需输入相应密码获得权限。完成后点击返回。 图4.权限选择界面 5.3.2在主界面点击【打开工程】选项,选取对应的生产程序,如BCLG4A-V05。 关闭开启
图5.主界面 图6.调用程序界面 5.3.3 选取完成后自动返回主界面,此时程序已打开。点击【数据录入】,确认将要生产的产品印刷参数。 图7.数据录入第一页 5.4 安装钢网 5.4.1 确认第一步数据后,点击下一步,进入第二页,印刷机提示调整轨道宽度。调整宽度前应确认平台上有无顶板/ 顶针,有则取出,待宽度调整完毕后重新安 ① ② ③
锡膏_红胶印刷品质检验标准
一. 目的 为了使SMT的印刷效果满足工艺要求,确保回流炉后贴片PCBA的品质,制定此标准。 二. 范围 本标准参照IPC规范所制定,适用于本公司内部SMT工厂对印刷效果的判定,包括红胶工艺与锡膏工艺。 三. 判定标准内容 锡膏印刷判定标准 3.1.1 Chip 1608,2125,3216锡膏印刷标准 图 1 标准: 1.锡膏无偏移。 2.锡膏量,厚度均匀,厚度。 3.锡膏成型佳,无崩塌断裂。 4.锡膏覆盖焊盘90%以上。 图 2 合格: 1.钢网的开孔有缩孔但锡膏仍有85%覆盖焊盘。 2.锡量均匀。 3.锡膏厚度于规格要求内。 4.依此判定为合格。 图 3 不合格: 1.锡膏量不足。 2.两点锡膏量不均。 3.印刷偏移超過20%焊盘。 4.依此判定为不合格。
3.1.2 MINI(SOT)锡膏印刷标准 图 4标准: 1.锡膏无偏移。 2.锡膏完全覆盖焊盘。 3.三点锡膏量均匀,厚度 4.依此为SOT零件锡膏印刷标准。 图 5 合格: 1.锡膏量均匀且成形佳。 2.厚度合乎规格。 3.85%以上锡膏覆盖。 4.偏移量少于15%焊盘。 5.依此应判定为允收。 图 6 不合格: 1.锡膏85%以上未覆盖焊盘。 2.严重缺锡。 3.依此判定为不合格。 3.1.3 Diode,Melf,MelF,RECT陶磁电容锡膏印刷标准
图 7 1. 锡膏印刷成形佳。 2. 锡膏无偏移。 3. 厚度。 4. 如此开孔可以使热气排除,以免造成气流使零件偏 移。 5. 依此应为标准要求。 图 8 合格: 1. 锡膏量足 2. 锡膏覆盖焊盘有85%以上。 3. 锡膏成形佳。 4. 依此应为合格。 图 9 不合格: 1. 20%以上锡膏未完全覆盖焊盘。 2. 锡膏偏移量超过20%焊盘。 3. 依此判定为不合格。 3.1.4 LEAD PITCH=1.25mm 零件锡膏印刷标准 标准: 1. 各锡膏几近完全覆盖各焊盘。 2. 锡膏量均匀,厚度在。 3. 锡膏成形佳,无缺锡、崩塌。 热气宣泄道 锡膏印刷偏移超过20% 焊盘 W W=焊盘宽
GKG-G5全自动印刷机操作规范
全自动锡膏印刷机 操作规程
1目的 正确操作全自动印刷机,保证机器正常运行,从而确保产品品质。 2适用范围 制造部生产车间SMT线 3名词解释 锡膏印刷机:现代锡膏印刷机一般由装板、加锡膏、压印、输电路板等机构组成。它的工作原理是:先将要印刷的电路板固定在印刷定位台上,然后由印刷机的前后刮刀把锡膏或红胶通过钢网漏印于对应焊盘,对漏印均匀的PCB,通过传输台输入至贴片机进行自动贴片。 4职责 4.1设备工程师负责印刷机的维修及周期性维护。 4.2设备技术员负责印刷机程序的制作与修改。 4.3操作员负责印刷机的操作及日常保养。 4.4生产主管负责监督执行。 5管理规定
5.1开机前检查 5.1.1确认机器外观清洁, 确认设备内部尤其是运动轨道运行范围内有无杂物。 5.1.2确认工作环境温度为23±5℃之间,湿度<80%。 5.1.3确定设备的工作气压为~之间。 5.1.4确认设备电源及相关连接线正常。 5.2开机 5.2.1打开设备电源。 图1.设备电源 5.2.2设备开机完成后,进入归零界面,点击【开始归零】,等待归零完成。 图2.设备归零界面图3.设备归零完成界面 5.3调用生产程序 关闭开启
5.3.1根据系统提示选择程序权限,操作员无需输入密码,其余均需输入相应密码获得权限。完成后点击返回。 图4.权限选择界面 5.3.2在主界面点击【打开工程】选项,选取对应的生产程序,如BCLG4A-V05。 图5.主界面图6.调用程序界面 5.3.3选取完成后自动返回主界面,此时程序已打开。点击【数据录入】,确 ①② ③
认将要生产的产品印刷参数。 图7.数据录入第一页 5.4安装钢网 5.4.1确认第一步数据后,点击下一步,进入第二页,印刷机提示调整轨道宽度。调整宽度前应确认平台上有无顶板/顶针,有则取出,待宽度调整完毕后重新安装。顶板安装时应尽量靠近轨道,距离轨道1-2CM之间但不接触轨道,防止轨道磨损变形。如需安装顶针则应避开底部元件,防止撞件。点击【自动定位】选项,此时印刷机将会移动CCD镜头并设置进板挡板。
锡膏规范
锡膏检验规范 1. 本规范引用下列下列标准: JIS C 6408印刷线路板所用铜片之通论 JIS H 3100铜和铜合金、薄板及铜片 JIS Z 3197锡膏助焊剂合成松香的检验方法 JIS Z 3282软性锡膏 JIS Z 8801筛选测试 2. 与本规范有关连之国际标准 第一部份:分类,标签和包装?ISO 9454-1:1990软性锡膏助焊剂的分类和资格 第一部份:测定挥发性、热重损失试验?检验方法?ISO 9455-1:1990软性锡膏助焊剂 2. 定义为使本规范易于达成目的,定义名词如下: (1) 锡膏:锡铅合金粉末和膏状助焊剂的混合物。 (2) 助焊剂活性:助焊剂能够提升液态融锡在基板表面之沾锡力程度。 (3) 助焊剂效率:助焊剂的功效表现在焊接过程中。 (4) 活性剂:用以提升助焊剂能力。 (5) 合成松香:助焊剂中天然或合成松香。 (6) 松香:自松树所提炼之树脂,加以蒸馏所得之自然硬性树脂,或称橡胶松香、木材松香,或酸性指数为130以上之长油松香。 (7) 改良式松香:不同松香种类之混合松香,但无法归类于松香分类之中。 (8) 松香助焊剂:助焊剂的主要成份为松香,形式为溶剂之溶液或膏状物。 (9) 助焊剂残留物:溶锡加热之后,残留于基板之上的助焊剂物质。 10) 塌陷:锡膏印刷后干燥或加热中,其外观上的改变。 (11) 粘滞力:锡膏粘着于基板上的力量。 (12) 锡球:在锡膏熔化之后,基板表面,出现许多小球状颗粒。 (13) 锡溅:锡膏凝固后,散布不一的形状 (14) 不沾锡:溶锡无法粘着于基板表面上。 3. 种类锡膏种类的定义是取决于不同锡铅球粉末等级、锡球的外形、尺寸和助焊剂成份品质等分类:如下列表一 1.等级E之锡膏是用在如电子设备仪器中之高品质的焊点需求上。 2.等级A之锡膏是用在一般普通的电路、电气设备中。 4. 品质锡铅粉末和助焊剂的品质如下要求 4.1锡膏锡铅粉末须依标准JIS Z 3282制作,并混合均匀,锡粉表面须平滑有光泽,且没有其他小粒子粘附。其它粉末表面的状态必须经由买卖双方协议(1) 锡粉的外观锡粉将被区分为球型(S)和不规则(I)两种,球型意指锡粉型。
锡膏印刷机的操作规程
DEK基本操作培训 一、主画面菜单: 1、 RUN:运行 2、 HEAD:头部:按该键,画面提示按下两个控制按键升起头部 3、 PASTE LOAD:锡膏加入 4、 CLEAN SCREEN:清洁钢网 5、 ADJUST :校正 6、 SET UP:设置 7、 MONITOR:监视(内为生产情报) 二、选择程式和修改程式: 1、按SET UP进入LOAD DATA,用上下键选择程式,按LOAD装载已有程式 2、按SET UP进入EDIT DATA,修改名字及内容; 3、 PRODUCT NAME:程式名 4、 CUSTOM SCREEN:钢网客户 5、 SCREEN IMAGE:钢网画面有边缘与中心之分 6、 DIST TO ZMAGE:区域至画面 7、 BOARD WIDTH:板宽 8、 BOARD LENGTH:板长 9、 BOARD THICKNESS:板厚 10、 PRINT SPEED:印刷速度 11、 PRINT FRONT LIMIT:印刷前极限 12、 PRINT REAR LIMIT:印刷后极限 13、 FRONT PRESSURE:前刮刀压力 14、 REAR PRESSURE:后刮刀压力 15、 PRINT GAP:印刷间隙 16、 UNDER CLEARANCE:下降间隔,以分离速度下降完该段距离恢复原速 17、 SEPARATION SPEED:分离速度 18、 STOP CYCLE AFTER:一个循环停止,设置一定印刷数量后自动停止 19、 PRINT MODE:印刷模式,选择PRINT/PTINT 20、 SCREEN CLEAN MODE:钢网清洁模式 21、 SCREEN CLEAN RATE:钢网清洁数量 22、 DRY CLEAN SPEED:干擦速度 23、 WET CLEAN SPEED:湿擦速度 24、 VAC CLEAN SPEED:真空擦速度 25、 FRONT SEART OFFSET 26、 REAR SEART OFFSET 27、 BOARD 1 FIO TYPE PCB:第1个是准符号类型 28、 SCREEN 1 FIO TYPE:钢网第1个基准符号类型 29、 FIDUCIAL 1 X Y:第1个基准符号的X、Y坐标 30、 FORWARD X Y Q OFFSET:向前印刷的X、Y、Q的补偿 31、 REVERSE X Y Q OFFSET:相反印刷的X、Y、Q的补偿 32、 ALIGNMENT MODE:列队类型,通常用两个基准符号 33、 BOARD STOP X:停板X方向位置 34、 BOARD STOP Y:停板Y方向位置
全自动锡膏印刷工位作业指导书
1.目的 通过钢网网孔把锡膏均匀的沉积在待贴装元件的电路基板上,以得到所要求的具有一定厚度和 形状的图形。 为使操作人员熟知本工位的质量要求、工艺标准和操作步骤,特拟定本作业指导书。 2.范围 适用本公司全自动锡膏印刷工位。 3.设备、工具和材料: 设备:Gstorm 全自动视觉印刷机; 工具:钢网、刮刀、搅拌刀、周转盘; 材料:锡膏、擦网布、无水乙醇; 4.生产准备: 环境温度:20~30℃,相对湿度:30%~75%; SMT 组长根据生产计划按产品技术要求,正确选用锡膏(品牌、型号、有铅或无铅),并依照《锡膏储存与使用管理规定》到库房领取锡膏(在保证生产的前提下尽量减少锡膏的在线量); 按照《钢网使用规定》备好相应的钢网模板并检查钢网张力是否合格,图形是否完整; 检查刮刀的磨损情况,替换刀口不符合要求的刮刀。 5.操作步骤 设备主要部分名称如下图: 开机前准备: ● 检查所输入电源的电压、气源的气压是否符合要求; ● 检查机器各连接线是否连接好; ● 检查气动系统是否漏气,空气输入口过滤装置有无积水; ● 检查机器各传送皮带松紧是否适宜; ● 检查磁性顶针和真空吸盘是否按所要生产的PCB 尺寸大小摆放到到工作台板上; ● 检查清洗用卷纸有无装好,检查酒精箱的液位(液面应超出液位感应器); ● 检查机器的紧急制动开关是否弹起; ● 检查三色灯工作是否正常,检查机器前后罩盖是否盖好。 机器初始化: 打开总电源开关→打开气源开关→打开机器主电源开关→打开电脑→双击电脑桌面上的软件图标→进入机器主画面(参考实际机型),首先进行“机器归零”将机器初始化; 定位PCB 板和钢网: 电源开关 急停开关 运行/停止 图1
SMT检验标准
印制板组装要求与检验规范 SMT焊接品质验收标准 1 片状、圆柱体、欧翼形等焊点接受标准 理想状态(目标): 1.最佳焊点高度为焊锡高度加元件可焊端高度。 2.焊点覆盖引脚表面,但没有超过引脚转折处。 允收状态:1.最大焊点高度可超出焊盘或爬伸至金属镀层可焊端顶部,但不可接触元件体。 2.最小焊点高度(F)为焊锡厚度加可焊端高度(H)的25﹪或0.5mm(最小值)。 3.末端连接宽度(C)至少为元器件端子宽度(W)的75﹪, 或焊盘宽度(P)的75﹪,取两者中的较小者。
4.最小侧面焊点长度(D)等于引脚宽度(W)。 5.当引脚长度(L)(由趾部到跟部弯折半径中心测量)小于引脚宽度(W),最小侧面焊点长度(D)至少为引脚长度(L)的75﹪。 6. 引脚厚度(T)等于或小于0.38mm时,最小跟部填充为(G)+(T)。 引脚厚度(T)大于0.38mm时,最小跟部填充为(G)+(T)×50﹪。 7. 底部带散热面端子的元器件,散热面无侧面偏移,端子边缘100%润湿。
1.焊点廷伸到本体上。 2.焊锡接触高引脚外形元件体或末端封装。 3.焊点没有呈现良好的浸润状态。 4.端连接宽度(C)小于元器件端子宽度(W)的50﹪, 或焊盘宽度(P)的50﹪,取两者中的较小者。 5.元器件端子面无可见的填充爬升。 最小填充高度(F)小于焊料厚度(G)加上25﹪的(H), p
取两者中的较小者。 6.最小侧面焊点长度(D)小于引脚宽度(W) 侧面焊点长度(D)小于引脚长度(L)或引脚宽度(W)的25﹪。 7.最小跟部焊点高度(F)小于焊锡厚度(G)加引脚厚度(T)的50﹪。 F<G+(T×50﹪) 8.焊接后,由于某些因素的影响,使焊点产生开裂。
锡膏厚度测试仪操作指引
1.目的: 检验SMT生产线锡膏印刷质量,确保产品的品质.2.范围: 适用于本厂SMT所有产品的锡膏厚度检测。 3.检验标准规范: 3.13.2锡膏测试仪机器操作方法参照工程部的《锡膏厚度测试仪AT-WI-02-03》。 3.3A :钢网厚度为0.10mm ,标准工艺下限=0.075mm ,上限=0.13mm ,中间值=0.10mm 。 B :钢网厚度为0.12mm ,标准工艺下限=0.095mm ,上限=0.15mm ,中间值=0.12mm 。 3.43.53.63.7 4.1 4.2 4.3 4.4请做好防静电措施(戴好静电手环和静电手套) 基准点的选择原则:三个基准点尽量呈三角形,选择同类型区域(全是铜箔或全是基板绿油上)测试点的选择原则:测试点需分布在PCB的不同方位,且优先选择IC等间距小的关键元器件,以保证锡膏印刷出来的均匀性,如某个区域没有印刷锡膏,则在其他区域增加一个测试点。制作:(签名/日期)审核:(签名/日期)批准:(签名/日期)锡膏厚度测试仪测试标准规范 AT-WI-02-04A/01/1版 次页 码4、注意事项: 质量体系 作业指导IPQC对自己负责的产线的印锡产品进行测量并记录测量数据,新产品测量频率为连续测量25组数 据供做CPK分析,其它已量产的产品在有时生产时,每天测量一次并记录,每片PCB板上选取四个测量点进行测量。 锡膏厚度在测量完后记录的值为面积平均高度,针对钢网厚度不同,上下限控制线标准有所改变,具体如下: 按锡膏测试仪操作规范步骤进行操作,每测完一个PAD ,仪器自动生成一个报告。检查界面报告 不良项中数据(包括偏位、少锡、多锡、连锡等),如有出现不良,依据图标显示位置采用3D 电子显微镜观察确认。 每次抽测完毕后,必须将测试自动生成的数据,手动输入到电脑的《X-R 控制图》图表中,方便生产查询《X-R 控制图》图表自动生成的CPK 值,以便制程控制。 东莞市安泰电子科技有限公司 锡膏厚度标准的上下限为:钢网厚度+0.03mm/-0.025mm;如:钢网厚度为0.12mm,那么锡膏的厚度标准为:0.095mm~0.15mm。文件编号测试时未发现不良,该产线可以继续正常生产。如在检测过程中出现不良时,要求生产主管、工程人员来确认。如发现有不良,则生产线必须立即停止生产,由品质开出《品质异常单》,生产、工程必须针对不良进行分析改善,并将分析结果记录与《品质异常单》中。对于已印刷出来的产品区分标识,要求生产部对此批产品做全检。 工程人员找出不良原因后进行改善时,生产线应该先投产8pcs ,由工程人员对其进行100%检测,如全部合格并有IPQC 确认改善有效后,方可以进行批量正常生产。
GKGG全自动印刷机操作规范
全自动锡膏印刷机操作规 程
1目的 正确操作全自动印刷机,保证机器正常运行,从而确保产品品质。 2适用范围 制造部生产车间SMT线 3名词解释 锡膏印刷机:现代锡膏印刷机一般由装板、加锡膏、压印、输电路板等机构组成。它的工作原理是:先将要印刷的电路板固定在印刷定位台上,然后由印刷机的前后刮刀把锡膏或红胶通过钢网漏印于对应焊盘,对漏印均匀的PCB,通过传输台输入至贴片机进行自动贴片。 4职责 4.1设备工程师负责印刷机的维修及周期性维护。 4.2设备技术员负责印刷机程序的制作与修改。 4.3操作员负责印刷机的操作及日常保养。 4.4生产主管负责监督执行。
5管理规定 5.1开机前检查 5.1.1确认机器外观清洁,确认设备内部尤其是运动轨道运行范围内有无杂物。 5.1.2确认工作环境温度为23±5℃之间,湿度<80%。 5.1.3确定设备的工作气压为0.4~0.6MPa之间。 5.1.4确认设备电源及相关连接线正常。 5.2开机 5.2.1打开设备电源。 关闭开启 图1.设备电源 5.2.2设备开机完成后,进入归零界面,点击【开始归零】,等待归零完成。 图2.设备归零界面图3.设备归零完成界面 5.3调用生产程序 5.3.1根据系统提示选择程序权限,操作员无需输入密码,其余均需输入相应密码获得权限。完成后点击返回。 图4.权限选择界面 5.3.2在主界面点击【打开工程】选项,选取对应的生产程序,如BCLG4A-V05。 图5.主界面图6.调用程序界面 5.3.3选取完成后自动返回主界面,此时程序已打开。点击【数据录入】,确
认将要生产的产品印刷参数。 图7.数据录入第一页 5.4安装钢网 5.4.1确认第一步数据后,点击下一步,进入第二页,印刷机提示调整轨道宽度。调整宽度前应确认平台上有无顶板/顶针,有则取出,待宽度调整完毕后重新安装。顶板安装时应尽量靠近轨道,距离轨道1-2CM之间但不接触轨道,防止轨道磨损变形。如需安装顶针则应避开底部元件,防止撞件。点击【自动定位】选项,此时印刷机将会移动CCD镜头并设置进板挡板。 图8.调整运输轨道 ④ 图9.数据录入第二页 图https://www.sodocs.net/doc/10961277.html,D镜头及进板挡板 5.4.2将PCB自印刷机出口送入,印刷机将完成自动定位。此时,PCB应高出 轨道约0.5mm左右。 图11.PCB定位 5.4.3根据所要生产的机种选取相对应编号的钢网(如BCLG4A-V05)。然后选择【Z轴上升】,将钢网放入网框支撑板并夹紧。调整PCB焊盘与钢网开孔的位
锡膏厚度仪作业指导书
一、目的: 监测锡膏的厚度和变化趋势,提高SMT质量,降低返修成本,满足TS质量体系对过程参数监测记录的要求。 二、仪器型号: REAL SPI7500锡膏测厚仪。 三、操作步骤: 3.1 外观和部件图 (图一) 3.2打开电脑→打开SPI7500锡膏测厚仪电源开关; 3.3点击桌面“SPI3D”图标(如图二),在对话框中输入密码“goodspi”(如图三),进入 SPI3D界面; 图二 图三
3.4 装板: 3.4.1点击“移动到…”按钮(如图四),然后在下拉菜单中点击“出板”按钮(如图五); 图五 图四 3.4.2松开轨道锁定旋钮(如图六),根据PCB的尺寸将轨道调整到合适的宽度,然后将PCB 放入轨道,并将Y定位挡块打到阻挡PCB退出的位置(如图七); Y轴 X轴 图六图七 3.4.3点击“移动到…”下拉菜单中的“进板”按钮,将PCB送入待检测位置(如图八); 注意:每次放入 PCB的方向必须与 (图九)所示的 丝印文字方向保 持一致,以便实 物扫描的区域与 自动测试程序的 目标扫描区域保 持一致。 图八图九
3.5 编程; 3.5.1 新建程序:点击“新建程序”按钮(如图十),然后在对话框中输入与PCB 型号对应的程序名称(如图十一),再点击“保存”按钮; 3.5.2点击“编辑当前程序”按钮(如图十二); 3.5.3输入PCB 尺寸等信息(如图十三),并确认其它参数无误后点击“确认”按钮(如十四、十五); 图十 图十一 图十二 图十三 用直尺测量PCB 板X 轴和Y 轴的尺寸(如图七标示的X 、Y 周方向,单位:mm )
图十四 图十五 3.5.4寻找MARK点:用鼠标左键点击导航图中PCB板MARK点的位置(如图十六),用鼠标右键点击显示画面中左下角的图像,将蓝色十字光标移动到MARK点的中心位置(如图十七); 图十六图十七
锡膏厚度仪作业指导书
锡膏厚度仪作业指导书
一、目的: 监测锡膏的厚度和变化趋势,提高SMT 质量,降低返修成本,满足TS 质量体系对过程参数监测记录的要求。 二、仪器型号: REAL SPI7500锡膏测厚仪。 三、操作步骤: 3.1 外观和部件图 (图一) 3.2打开电脑→打开SPI7500锡膏测厚仪电源开关; 3.3点击桌面 “SPI3D ”图标(如图二),在对话框中输入密码“goodspi ”(如图三),进入 SPI3D 界面; 3.4 装板: 3.4.1点击“移动到…”按钮(如图四),然后在下拉菜单中点击“出板”按钮(如图五); 图三 图二
3.4.2松开轨道锁定旋钮(如图六),根据PCB 的尺寸将轨道调整到合适的宽度,然后将PCB 放入轨道,并将Y 定位挡块打到阻挡PCB 退出的位置(如图七); 3.4.3点击“移动到…”下拉菜单中的“进板”按钮,将PCB 送入待检测位置(如图八); 3.5 编程; 3.5.1 新建程序:点击“新建程序”按钮(如图十),然后在对话框中输入与PCB 型号对应的程序名称(如图十一),再点击“保存”按钮; 图四 图五 图六 图七 图八 图九 X 轴 Y 轴 注意:每次放入PCB 的方向必须与(图九)所示的丝印文字方向保持一致,以便实物扫描的区域与自动测试程序的目标扫描区域保持一致。
3.5.2点击“编辑当前程序”按钮(如图十二); 3.5.3输入PCB 尺寸等信息(如图十三),并确认其它参数无误后点击“确认”按钮(如十四、十五); 图十 图十一 图十二 图十三 用直尺测量PCB 板X 轴和Y 轴的尺寸(如图七标示的X 、Y 周方向,单位:mm )
SMT焊接质量检验-标准最新版本
焊接质量检验标准 焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要环节之一。它在电子产品实验、调试、生产中应用非常广泛,而且工作量相当大,焊接质量的好坏,将直接影响到产品的质量。 电子产品的故障除元器件的原因外,大多数是由于焊接质量不佳而造成的。 (一)焊点的质量要求: 对焊点的质量要求,应该包括它包括良好的电气接触、足够的机械强度和光洁整齐的外观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。 (1) 插件元件焊接可接受性要求: 1.引脚凸出: 单面板引脚伸出焊盘最大不超过2.3mm;最小不低于0.5 mm。对于厚度超过2.3mm的通孔板(双面板),引脚长度已确定的元件(如IC、插座),引脚凸出是允许不可辨识的。 2.通孔的垂直填充: 焊锡的垂直填充须达孔深度的75%,即板厚的3/4;焊接面引脚和孔壁润湿至少270°。 3.焊锡对通孔和非支撑孔焊盘的覆盖面积须≥75%。 4.插件元件焊点的特点是: ①外形以焊接导线为中心,匀称、成裙形拉 开。 ②焊料的连接呈半弓形凹面,焊料与焊件交 界处平滑,接触角尽可能小。 ③表面有光泽且平滑,无裂纹、针孔、夹渣。 (2) 贴片(矩形或方形)元件焊接可接受性要求: 1.贴片元件位置的歪斜或偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的1/2,且不可违反最小电气间隙。 2.末端焊点宽度最小为元件可焊端宽度的50%或焊盘宽度的50%,其中较小者。 3.最小焊点高度为焊锡厚度加可焊端高度的25%或0.5 mm,其中较小者。 (3) 扁平焊片引脚焊接可接受性要求: 1.扁平焊片引脚偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的25%,且不违反最小电气间隙。 2.末端焊点宽度最小为元件引脚可焊端宽度的75%。 3.最小焊点高度为正常润湿。 (二)焊接质量的检验方法: ⑴目视检查 目视检查就是从外观上检查焊接质量是否合格,也就是从外观上评价焊点有什么缺陷。 目视检查的主要内容有: ①是否有漏焊,即应该焊接的焊点没有焊上; ②焊点的光泽好不好; ③焊点的焊料足不足; ④焊点的周围是否有残留的焊剂; ⑤有没有连焊、焊盘有滑脱落; 图2正确焊点剖面图 (a)(b) 凹形曲线 主焊体 焊接薄的边缘
锡膏_红胶印刷品质检验标准
页 码 第 1 页 共 18 页 品质检验标准 生效日期 2011-8-6 一. 目的 为了使SMT 的印刷效果满足工艺要求,确保回流炉后贴片PCBA 的品质,制定此标准。 二. 范围 本标准参照IPC 规范所制定,适用于本公司内部SMT 工厂对印刷效果的判定,包括红胶工艺与锡膏工艺。 三. 判定标准内容 3.1 锡膏印刷判定标准 3.1.1 Chip 1608,2125,3216锡膏印刷标准 合格:1.2.3.4.
页码第 2 页共 18 页 品质检验标准 生效日期2011-8-6 3.1.2 MINI(SOT)锡膏印刷标准 合格 1. 2. 3. 4. 5. 3.1.3 Diode,Melf,MelF,RECT陶磁电容锡膏印刷标准
页码第 3 页共 18 页 品质检验标准 生效日期2011-8-6 合格 1. 2. 3. 4. 不合格 1. 2. 3. 3.1.4 LEAD PITCH=1.25mm零件锡膏印刷标准 锡膏印刷偏移超过20%
页码第 4 页共 18 页 品质检验标准 生效日期2011-8-6 图12 3.1.5 LEAD PITCH=0.8~1.0MM锡膏印刷标准 偏移大于15%焊盘
页 码 第 5 页 共 18 页 品质检验标准 生效日期 2011-8-6 图 15 3.1.6 LEAD PITCH=0.7MM 锡膏印刷标准 合格:1. 2. 3. 4. 图 18 偏移大于15%焊盘 A>15%W 偏移小于15%焊盘 偏移大于15%焊盘
页码第 6 页共 18 页 品质检验标准 生效日期2011-8-6 3.1.7 LEAD PITCH=0.65MM之锡膏印刷标准 合格: 1. 2. 3. 4. 图 21 3.1.8 LEAD PITCH=0.5MM零件锡膏印刷标准 图 22 标准: 1. 各锡块印刷成形佳,无崩塌及缺锡。 2. 锡膏100%覆盖于焊盘之上。 3. 锡膏厚度6.54MILS。 4. 依此应为标准的要求。 偏移少于10%焊盘 偏移量大于10%W
GKG G5全自动印刷机操作要求规范
实用文档 全自动锡膏印刷机操作规程 2017.10.27 文案大全. 实用文档
目的1 正确操作全自动印刷机,保证机器正常运行,从而确保产品品质。适用范围2线制造部生产车间SMT名词解释3 输电路板等机构组成。压印、现代锡膏印刷机一般由装板、加锡膏、锡膏印刷机:然后由印刷机的前先将要印刷的电路板固定在印刷定位台上,它的工作原理是:通过传输台PCB,后刮刀把锡膏或红胶通过钢网漏印于对应焊盘,对漏印均匀的输入至贴片机进行自动贴片。职责4 设备工程师负责印刷机的维修及周期性维护。4.1 设备技术员负责印刷机程序的制作与修改。4.2 操作员负责印刷机的操作及日常保养。4.3 生产主管负责监督执行。4.4 管理规定5 开机前检查5.1 确认设备内部尤其是运动轨道运行范围内有无杂物。确认机器外观清洁, 5.1.1 。℃之间,湿度<±580%确认工作环境温度为5.1.223 0.6MPa之间。~5.1.3确定设备的工作气压为0.4 确认设备电源及相关连接线正常。5.1.4 开机5.2
文案大全. 实用文档 5.2.1打开设备电源。 1.设备电源图5. 2.2设备开机完成后,进入归零界面,点击【开始归零】,等待归零完成。 图2.设备归零界面图3.设备归零完成界面 5.3调用生产程序 5.3.1根据系统提示选择程序权限,操作员无需输入密码,其余均需输入相应密码获得权限。完成后点击返回。
图4.权限选择界面 5.3.2在主界面点击【打开工程】选项,选取对应的生产程序,如BCLG4A-V05。文案大全. 实用文档 ②①③ 主界面图6.调用程序界面图5. 选取完成后自动返回主界面,此时程序已打开。点击【数据录入】,确 5.3.3 认将要生产的产品印刷参数。
Solder Paste 锡膏印刷机标准操作保养规范
Solder Paste handling procedure 1.0目的 为了保证SP公司所有锡膏处于合理受控的状态,满足生产的需求 2.0 适用范围 适用于SP公司锡膏管理。 3.0 职责 3.1工程部 3.1.1负责本程序的制定及更改,相关部门严格执行。 3.2 生产部 3.2.1 负责使用以及日常管理,使用过程中注意人身安全及环境保护。 4.0 定义 IPQC-制程检验 5.0 参考文件 无 6.0 作业流程 6.1 锡膏管理流程图
Solder Paste handling procedure 7.0 作业描述 7.1 收料检查 7.1.1 收货仓收到锡膏时,收货员必须确认料号正确, 附有合格证书。 7.2 IPQC检查 7.2.1 IPQC检查料号正确,附有合格证书(COC证明),是否在合格供应商之内,包 良好,标签是否完整清晰可辨等。 7.2.2如果制造日期超过3个月或送货时保质期已不足3个月的,拒绝接收。 7.3 储存/发料 7.3.1锡膏贮存冰箱的温度控制在2°C~10°C之间,管理员每天上班时必须点检冰箱的温度,并将结 果记录在《冰箱温度记录表》温度记录表中,产线领班巡检确认,若有异常及时报告IPQC。如果 在车间温度下12个小时内仍然不能控制冰箱温度,必须将所有锡膏转移到备用冰箱中储存,并 将这一批锡膏做上优先使用标识;使用时通知IPQC或SMT工程师,IPQC必须检查和测试焊接 品质,如果不符合焊接要求填写《锡膏报废记录表》申请报废这一批锡膏。 7.3.2管理员接收根据锡膏生产日期,采用先入先出的标示原则。 7.3.3解冻锡膏时,要遵循先进先出(FIFO)的原则使用。 图示 当从冰箱里取出后,填写《锡膏领用记录表》,作业员并在瓶上写下取出日期和时间,解冻时间必 须要达到4小时,最后填写《锡膏回温记录表》。 锡膏取出后4小时的时间. 锡膏搅拌的时间 锡膏开封使用的时间 锡膏取出使用,48小时的时间 7.4生产使用 7.4.1对照锡膏型号是否正确; 确认解冻时间达到4小时,按锡膏搅拌程序搅拌锡膏,搅拌时间为1至3 分钟,并填写《锡膏搅拌记录》。 7.4.2作业员在锡膏瓶标签上记录开封时间和失效时间,开瓶, 手动用搅拌刀慢慢匀速搅拌锡膏。一个搅拌 周期时间是4~5秒,搅拌19~20周期即可,大约2分钟。 7.4.3 IPQC 检验锡膏的粘度,同批锡膏检验两瓶,并记录粘度测试值。 7.4.4 当搅拌刀提起时锡膏呈现流线型状态, 添加到钢网上。 7.4.5连续生产时,锡膏在钢网的高度应控在8mm-20mm(见刮刀上标识范围),添加锡膏时间间隔必须小 于2小时,有特殊用量时可以缩短间隔时间;锡膏的长度要大于刮刀的长度。添加时要向刮刀的底部 加一点锡膏,以减小刮刀和钢网之间的摩擦力。 7.4.5未开瓶的锡膏可放置生产线有效时间为12小时,如不使用请放入冰箱储存,下次优先使用。 7.4.6 在钢网上的锡膏必须在8个小时内用完,在8小时内若无新的锡膏添加则必须收回,从印刷到回流, 时间间隔不能超过4小时,如果超过4小时需要清洗PCB上的锡膏。 7.4.7 临时停止生产(预计超过30分钟以上),需将所有的锡膏放入一个空的瓶子里。当问题解决之后如 果还要用锡膏,则需搅拌后再使用,但累计暴露时间不超过8小时。 7.4.8 保证在工作区域内锡膏数量不能超过两瓶。 7.4.9 从领锡膏放入冰箱时,把不同批次的锡膏按先后的顺序隔开摆放。从冰箱内取锡膏时,要遵循先进 先出的原则,批次较早的要优先使用。 7.5 回收与报废 7.5.1 如果锡膏在解冻12小时之内,没有开封使用,则需放回冰箱里。
SMT品质检验标准
S M T品质检验标准 Prepared on 22 November 2020
SMT品质检验标准 一、品质判定: SMT制程分为锡膏制程与点胶制程 (1)制程中缺点分为: A、严重缺点,〈CRITICAL DEFECT〉:简写CR,凡有危害制品的使用者或携带者 之生命或安全之缺点谓之。 B、主要缺点,〈MAJOR DEFECT〉简写MA,制品单位的使用性能不能达到所期望 之目的,明显的减低其实用性质的缺点谓之。 C、次要缺点,〈MINOR DEFECT〉简写MI。 (2)、点胶制程中的缺点,一般有:错件、缺件、反向、倒置、偏离、异物、溢胶、浮高、侧立、刮伤。 (3)、锡膏制程中的缺点,一般有:空焊、假焊、冷焊、针孔、少锡、包焊、短路、错件、缺件、反向、倒置、偏离、异物、PCB起泡、直立、侧立、锡珠。 二、SMT重点品质说明: (1)、空焊:零件脚或引脚与锡垫间因没有锡或其它因素造成没有接洽; (2)、假焊:假焊之现象与空焊类似,但其锡垫之锡量太少,低于接洽面标准; (3)、冷焊:锡或锡膏在回风炉气化后,在锡垫上仍有模糊的粒状附着物; (4)、针孔:板底不能有洞孔现象出现; (5)、少锡:零件面吃锡不良,未达75%以上; (6)、包焊:焊点焊锡过多,看不到零件脚或其轮廓者; (7)、短路:又称桥接,有脚零件在脚与脚之间被多余之焊锡所联接短路; (8)、错件:零件放置之规格或种类与作业规定或BOM、ECN不符者,即为错件; (9)、缺件:应放置零件之位置,因陋就简正常之缘故而产生空缺;
(10)反向:有极性之零组件与加工工程样品、方向相反,即为反向; (11)、倒置:又为反白,零件有规格标示一面倒置于PDA上; (12)、偏离:零件超出PAD之部分,不得大于本体宽度之1/4; (13)、异物:可导电之异物〈锡渣、锡球、铁线〉;不可导电之异物〈贴纸〉; (14)、不洁:加工作业不良,造成板面不洁净或CHIPS脚与脚之间附有异物或CHIPS 修补不良有点胶、助焊剂、防焊绿漆、松香等均视为不合格品; (15)、PCB起泡:PCB板离层起泡或白斑现象; (16)、溢胶:胶水溢于零件两端PAD上; (17)、点胶推拉力必须在1。5KG以上; (18)、锡珠:于零件脚四周,有白色结晶沉淀物。〈也可说为锡珠SOLDER BALL〉(19)、浮高:零件一脚〈端〉跷起; (20)、侧立:零件侧面立起; (21)、直立:零件纵向站立〈又称墓碑现象〉; (22)、刮伤:PCB板堆积防护不当或重工防护不当产生刮伤问题; (23)、报废:线路断; 三、SMT检验要项: 1、检验部分: A、板子外观是否有起泡、撞伤、刮伤等现象; B、核对BOM是否有错件、多件、缺件; C、检视吃锡状况是否良好; D、零件是否有极性反向、零件倒置、零件偏位; E、零件外观是否有破损、印刷不良等现象; F、板子及零件是否有污染、不洁、氧化等现象;
锡膏检测方法
工作文件锡膏检测方法文件编号:版本号:页数:生效日期: 1.0目的 通过规范焊膏的检测方法,确保焊膏的品质符合产品规格。 2.0适用范围 本公司用于高品质电子组装的各类焊膏 3.0引用标准 ANSI/J-STD-005,1995年1月 所有标准都会被修订,本检验方法将力求使用最新版本的标准 4.0参考标准 ANSI/J-STD-004A 5.0检验方法 5.1 焊膏中金属含量、焊剂含量(重量)的测定 5.2 焊膏中卤素含量的测定 5.3 焊膏粘度和Ti测试 5.4 焊膏焊料球测试 5.5 焊膏润湿性测试 5.6 焊膏坍塌性测试 5.7 锡膏印刷性测试 5.1焊膏中金属含量、焊剂含量(重量)的测定 5.1.1 目的 测定焊膏中的金属含量与焊剂含量。 5.1.2 仪器 锡炉,电子天平,烘箱,烧杯 5.1.3试剂和试样 焊膏50克,丙酮 5.1.4测试步骤 A 准确称量20克左右焊膏试样于烧杯(A)中(精确到0.001克) B 加热试样到温度比焊膏中焊粉熔点高25℃,小心倾出上层焊剂溶液于一已称重容器(B)中,然后冷却。 C 用50mL丙酮提取金属中残留的焊剂,虑出金属,再反复用丙酮提取(50mL*3),虑出金属,放在50℃烘箱中干燥,直至重量恒定,然后准确称量金属重量(精确到0.001克)。 D计算: 金属含量%=(提取金属重量/焊膏样品重量)*100% 焊剂含量%=100% - 金属含量% 5.2焊膏中卤素含量的测定 5.2.1 原理 用水萃取助焊剂中的卤化物,然后用硝酸银进行滴定.卤化物含量以助焊剂中氯化物的百分含量来表示。 5.2.2 仪器 A.分析天平(精确至0.001g) B.量筒:20ml和50ml C.容量瓶:1000ml D.烧杯:100ml E.分液漏斗:125ml F.锥形瓶:250ml
相关文档
- Solder Paste 锡膏印刷机标准操作保养规范
- 锡膏印刷标准
- 日本工业标准, 锡膏检验规范(JIS Z3284-1994)
- SMT贴片检验规范
- 锡膏检测方法
- SMT产品锡膏印刷检查作业指导书
- 锡膏检验项目及标准
- SMT锡膏印刷品质检验规范
- 锡膏工艺要求及性能检测方法
- JISZ3284_1994Japan锡膏检验规范标准
- SMT印刷检验标准
- WI-SMT59 锡膏厚度检验标准
- 全自动锡膏印刷工位作业指导书
- 锡膏印刷检验指导书
- 日本工业标准,锡膏检验规范(JISZ3284-1994).
- 锡膏检验规范
- 锡膏承认检验规格书
- SMT锡膏印刷检查标准
- 锡膏工艺要求及性能检测方法讲义
- 锡膏_红胶印刷品质检验标准