无菌药品
附录1:
无菌药品
第一章范围
第一条无菌药品是指法定药品标准中列有无菌检查项目的制剂和原料药,包括无菌制剂和无菌原料药。
第二条本附录适用于无菌制剂生产全过程以及无菌原料药的灭菌和无菌生产过程。
第二章原则
第三条无菌药品的生产须满足其质量和预定用途的要求,应当最大限度降低微生物、各种微粒和热原的污染。生产人员的技能、所接受的培训及其工作态度是达到上述目标的关键因素,无菌药品的生产必须严格按照精心设计并经验证的方法及规程进行,产品的无菌或其它质量特性绝不能只依赖于任何形式的最终处理或成品检验(包括无菌检查)。
第四条无菌药品按生产工艺可分为两类:采用最终灭菌工艺的为最终灭菌产品;部分或全部工序采用无菌生产工艺的为非最终灭菌产品。
第五条无菌药品生产的人员、设备和物料应通过气锁间进入洁净区,采用机械连续传输物料的,应当用正压气流保护并监测压差。
第六条物料准备、产品配制和灌装或分装等操作必须在洁净区内分区域(室)进行。
第七条应当根据产品特性、工艺和设备等因素,确定无菌药品生产用洁净区的级别。每一步生产操作的环境都应当达到适当的动态洁净
度标准,尽可能降低产品或所处理的物料被微粒或微生物污染的风险。
第三章洁净度级别及监测
第八条洁净区的设计必须符合相应的洁净度要求,包括达到“静态”和“动态”的标准。
第九条无菌药品生产所需的洁净区可分为以下4个级别:
A级:高风险操作区,如灌装区、放置胶塞桶和与无菌制剂直接接触的敞口包装容器的区域及无菌装配或连接操作的区域,应当用单向流操作台(罩)维持该区的环境状态。单向流系统在其工作区域必须均匀送风,风速为0.36-0.54m/s(指导值)。应当有数据证明单向流的状态并经过验证。
在密闭的隔离操作器或手套箱内,可使用较低的风速。
B级:指无菌配制和灌装等高风险操作A级洁净区所处的背景区域。
C级和D级:指无菌药品生产过程中重要程度较低操作步骤的洁净区。
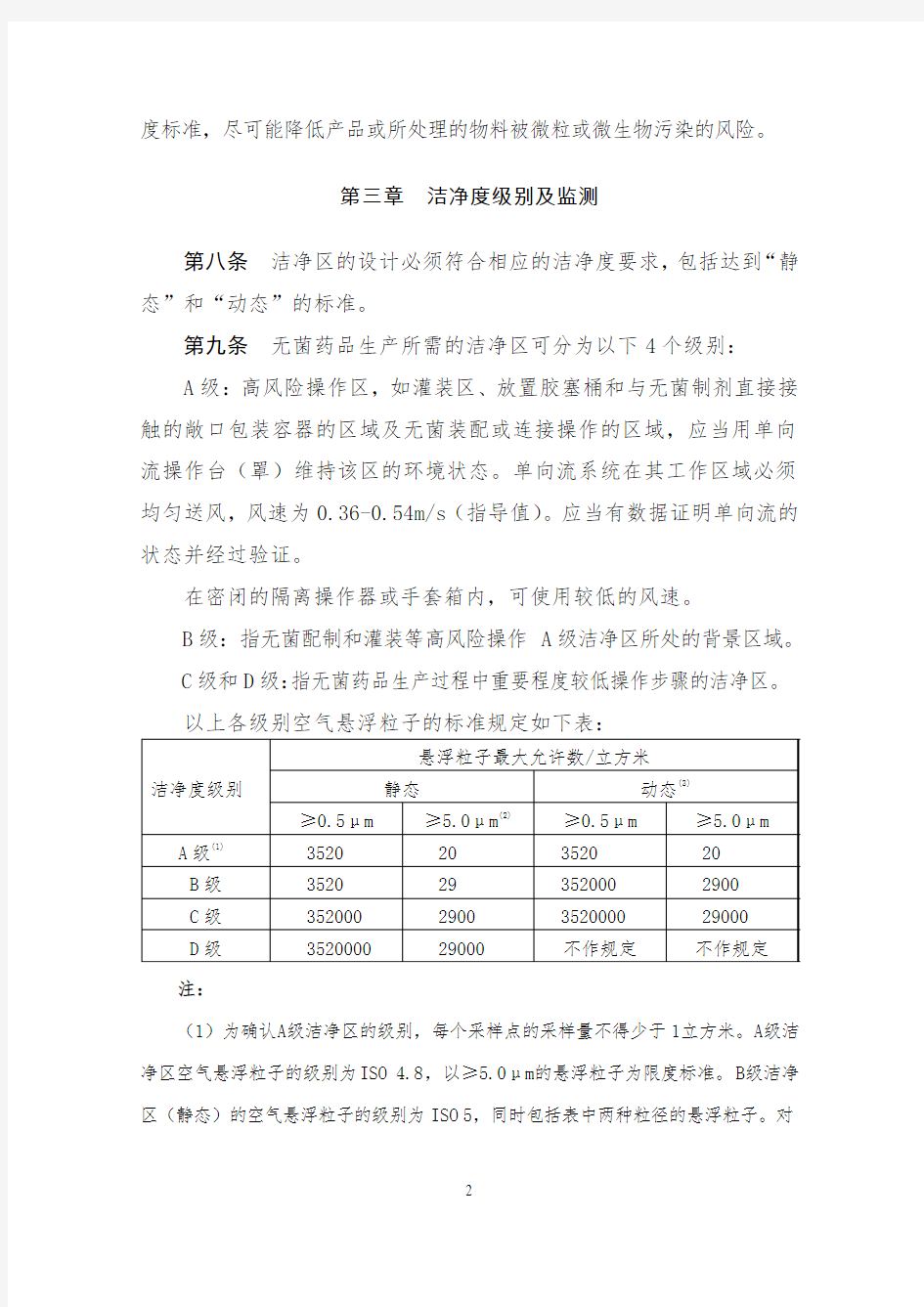
以上各级别空气悬浮粒子的标准规定如下表:
注:
(1)为确认A级洁净区的级别,每个采样点的采样量不得少于1立方米。A级洁净区空气悬浮粒子的级别为ISO 4.8,以≥5.0μm的悬浮粒子为限度标准。B级洁净区(静态)的空气悬浮粒子的级别为ISO 5,同时包括表中两种粒径的悬浮粒子。对
于C级洁净区(静态和动态)而言,空气悬浮粒子的级别分别为ISO 7和ISO 8。对于D级洁净区(静态)空气悬浮粒子的级别为ISO 8。测试方法可参照ISO14644-1。
(2)在确认级别时,应当使用采样管较短的便携式尘埃粒子计数器,避免≥5.0μm悬浮粒子在远程采样系统的长采样管中沉降。在单向流系统中,应当采用等动力学的取样头。
(3)动态测试可在常规操作、培养基模拟灌装过程中进行,证明达到动态的洁净度级别,但培养基模拟灌装试验要求在“最差状况”下进行动态测试。
第十条应当按以下要求对洁净区的悬浮粒子进行动态监测:
(一)根据洁净度级别和空气净化系统确认的结果及风险评估,确定取样点的位置并进行日常动态监控。
(二)在关键操作的全过程中,包括设备组装操作,应当对A级洁净区进行悬浮粒子监测。生产过程中的污染(如活生物、放射危害)可能损坏尘埃粒子计数器时,应当在设备调试操作和模拟操作期间进行测试。A级洁净区监测的频率及取样量,应能及时发现所有人为干预、偶发事件及任何系统的损坏。灌装或分装时,由于产品本身产生粒子或液滴,允许灌装点≥5.0μm的悬浮粒子出现不符合标准的情况。
(三)在B级洁净区可采用与A级洁净区相似的监测系统。可根据B级洁净区对相邻A级洁净区的影响程度,调整采样频率和采样量。
(四)悬浮粒子的监测系统应当考虑采样管的长度和弯管的半径对测试结果的影响。
(五)日常监测的采样量可与洁净度级别和空气净化系统确认时的空气采样量不同。
(六)在A级洁净区和B级洁净区,连续或有规律地出现少量≥5.0 μm的悬浮粒子时,应当进行调查。
(七)生产操作全部结束、操作人员撤出生产现场并经15~20分
钟(指导值)自净后,洁净区的悬浮粒子应当达到表中的“静态”标准。
(八)应当按照质量风险管理的原则对C级洁净区和D级洁净区(必要时)进行动态监测。监控要求以及警戒限度和纠偏限度可根据操作的性质确定,但自净时间应当达到规定要求。
(九)应当根据产品及操作的性质制定温度、相对湿度等参数,这些参数不应对规定的洁净度造成不良影响。
第十一条应当对微生物进行动态监测,评估无菌生产的微生物状况。监测方法有沉降菌法、定量空气浮游菌采样法和表面取样法(如棉签擦拭法和接触碟法)等。动态取样应当避免对洁净区造成不良影响。成品批记录的审核应当包括环境监测的结果。
对表面和操作人员的监测,应当在关键操作完成后进行。在正常的生产操作监测外,可在系统验证、清洁或消毒等操作完成后增加微生物监测。
洁净区微生物监测的动态标准(1)如下:
注:
(1)表中各数值均为平均值。
(2)单个沉降碟的暴露时间可以少于4小时,同一位置可使用多个沉降碟连续进行监测并累积计数。
第十二条应当制定适当的悬浮粒子和微生物监测警戒限度和纠偏限度。操作规程中应当详细说明结果超标时需采取的纠偏措施。
第十三条无菌药品的生产操作环境可参照表格中的示例进行选择。
注:
(1)此处的高污染风险是指产品容易长菌、灌装速度慢、灌装用容器为广口瓶、容器须暴露数秒后方可密封等状况;
(2)此处的高污染风险是指产品容易长菌、配制后需等待较长时间方可灭菌或不在密闭系统中配制等状况。
注:
(1)轧盖前产品视为处于未完全密封状态。
(2)根据已压塞产品的密封性、轧盖设备的设计、铝盖的特性等因素,轧盖操作可选择在C级或D级背景下的A级送风环境中进行。A级送风环境应当至少符
合A级区的静态要求。
第四章隔离操作技术
第十四条高污染风险的操作宜在隔离操作器中完成。隔离操作器及其所处环境的设计,应当能够保证相应区域空气的质量达到设定标准。传输装置可设计成单门或双门,也可是同灭菌设备相连的全密封系统。
物品进出隔离操作器应当特别注意防止污染。
隔离操作器所处环境取决于其设计及应用,无菌生产的隔离操作器所处的环境至少应为D级洁净区。
第十五条隔离操作器只有经过适当的确认后方可投入使用。确认时应当考虑隔离技术的所有关键因素,如隔离系统内部和外部所处环境的空气质量、隔离操作器的消毒、传递操作以及隔离系统的完整性。
第十六条隔离操作器和隔离用袖管或手套系统应当进行常规监测,包括经常进行必要的检漏试验。
第五章吹灌封技术
第十七条用于生产非最终灭菌产品的吹灌封设备自身应装有A 级空气风淋装置,人员着装应当符合A/B级洁净区的式样,该设备至少应当安装在C级洁净区环境中。在静态条件下,此环境的悬浮粒子和微生物均应当达到标准,在动态条件下,此环境的微生物应当达到标准。
用于生产最终灭菌产品的吹灌封设备至少应当安装在D级洁净区
环境中。
第十八条因吹灌封技术的特殊性,应当特别注意设备的设计和确认、在线清洁和在线灭菌的验证及结果的重现性、设备所处的洁净区环境、操作人员的培训和着装,以及设备关键区域内的操作,包括灌装开始前设备的无菌装配。
第六章人员
第十九条洁净区内的人数应当严加控制,检查和监督应当尽可能在无菌生产的洁净区外进行。
第二十条凡在洁净区工作的人员(包括清洁工和设备维修工)应当定期培训,使无菌药品的操作符合要求。培训的内容应当包括卫生和微生物方面的基础知识。未受培训的外部人员(如外部施工人员或维修人员)在生产期间需进入洁净区时,应当对他们进行特别详细的指导和监督。
第二十一条从事动物组织加工处理的人员或者从事与当前生产无关的微生物培养的工作人员通常不得进入无菌药品生产区,不可避免时,应当严格执行相关的人员净化操作规程。
第二十二条从事无菌药品生产的员工应当随时报告任何可能导致污染的异常情况,包括污染的类型和程度。当员工由于健康状况可能导致微生物污染风险增大时,应当由指定的人员采取适当的措施。
第二十三条应当按照操作规程更衣和洗手,尽可能减少对洁净区的污染或将污染物带入洁净区。
第二十四条工作服及其质量应当与生产操作的要求及操作区的洁净度级别相适应,其式样和穿着方式应当能够满足保护产品和人员
的要求。各洁净区的着装要求规定如下:
D级洁净区:应当将头发、胡须等相关部位遮盖。应当穿合适的工作服和鞋子或鞋套。应当采取适当措施,以避免带入洁净区外的污染物。
C级洁净区:应当将头发、胡须等相关部位遮盖,应当戴口罩。应当穿手腕处可收紧的连体服或衣裤分开的工作服,并穿适当的鞋子或鞋套。工作服应当不脱落纤维或微粒。
A/B级洁净区:应当用头罩将所有头发以及胡须等相关部位全部遮盖,头罩应当塞进衣领内,应当戴口罩以防散发飞沫,必要时戴防护目镜。应当戴经灭菌且无颗粒物(如滑石粉)散发的橡胶或塑料手套,穿经灭菌或消毒的脚套,裤腿应当塞进脚套内,袖口应当塞进手套内。工作服应为灭菌的连体工作服,不脱落纤维或微粒,并能滞留身体散发的微粒。
第二十五条个人外衣不得带入通向B级或C级洁净区的更衣室。每位员工每次进入A/B级洁净区,应当更换无菌工作服;或每班至少更换一次,但应当用监测结果证明这种方法的可行性。操作期间应当经常消毒手套,并在必要时更换口罩和手套。
第二十六条洁净区所用工作服的清洗和处理方式应当能够保证其不携带有污染物,不会污染洁净区。应当按照相关操作规程进行工作服的清洗、灭菌,洗衣间最好单独设置。
第七章厂房
第二十七条洁净厂房的设计,应当尽可能避免管理或监控人员不必要的进入。B级洁净区的设计应当能够使管理或监控人员从外部观
察到内部的操作。
第二十八条为减少尘埃积聚并便于清洁,洁净区内货架、柜子、设备等不得有难清洁的部位。门的设计应当便于清洁。
第二十九条无菌生产的A/B级洁净区内禁止设置水池和地漏。在其它洁净区内,水池或地漏应当有适当的设计、布局和维护,并安装易于清洁且带有空气阻断功能的装置以防倒灌。同外部排水系统的连接方式应当能够防止微生物的侵入。
第三十条应当按照气锁方式设计更衣室,使更衣的不同阶段分开,尽可能避免工作服被微生物和微粒污染。更衣室应当有足够的换气次数。更衣室后段的静态级别应当与其相应洁净区的级别相同。必要时,可将进入和离开洁净区的更衣间分开设置。一般情况下,洗手设施只能安装在更衣的第一阶段。
第三十一条气锁间两侧的门不得同时打开。可采用连锁系统或光学或(和)声学的报警系统防止两侧的门同时打开。
第三十二条在任何运行状态下,洁净区通过适当的送风应当能够确保对周围低级别区域的正压,维持良好的气流方向,保证有效的净化能力。
应当特别保护已清洁的与产品直接接触的包装材料和器具及产品直接暴露的操作区域。
当使用或生产某些致病性、剧毒、放射性或活病毒、活细菌的物料与产品时,空气净化系统的送风和压差应当适当调整,防止有害物质外溢。必要时,生产操作的设备及该区域的排风应当作去污染处理(如排风口安装过滤器)。
第三十三条应当能够证明所用气流方式不会导致污染风险并有
记录(如烟雾试验的录像)。
第三十四条应设送风机组故障的报警系统。应当在压差十分重要的相邻级别区之间安装压差表。压差数据应当定期记录或者归入有关文挡中。
第三十五条轧盖会产生大量微粒,应当设置单独的轧盖区域并设置适当的抽风装置。不单独设置轧盖区域的,应当能够证明轧盖操作对产品质量没有不利影响。
第八章设备
第三十六条除传送带本身能连续灭菌(如隧道式灭菌设备)外,传送带不得在A/B级洁净区与低级别洁净区之间穿越。
第三十七条生产设备及辅助装置的设计和安装,应当尽可能便于在洁净区外进行操作、保养和维修。需灭菌的设备应当尽可能在完全装配后进行灭菌。
第三十八条无菌药品生产的洁净区空气净化系统应当保持连续运行,维持相应的洁净度级别。因故停机再次开启空气净化系统,应当进行必要的测试以确认仍能达到规定的洁净度级别要求。
第三十九条在洁净区内进行设备维修时,如洁净度或无菌状态遭到破坏,应当对该区域进行必要的清洁、消毒或灭菌,待监测合格方可重新开始生产操作。
第四十条关键设备,如灭菌柜、空气净化系统和工艺用水系统等,应当经过确认,并进行计划性维护,经批准方可使用。
第四十一条过滤器应当尽可能不脱落纤维。严禁使用含石棉的过滤器。过滤器不得因与产品发生反应、释放物质或吸附作用而对产
品质量造成不利影响。
第四十二条进入无菌生产区的生产用气体(如压缩空气、氮气,但不包括可燃性气体)均应经过除菌过滤,应当定期检查除菌过滤器和呼吸过滤器的完整性。
第九章消毒
第四十三条应当按照操作规程对洁净区进行清洁和消毒。一般情况下,所采用消毒剂的种类应当多于一种。不得用紫外线消毒替代化学消毒。应当定期进行环境监测,及时发现耐受菌株及污染情况。
第四十四条应当监测消毒剂和清洁剂的微生物污染状况,配制后的消毒剂和清洁剂应当存放在清洁容器内,存放期不得超过规定时限。A/B级洁净区应当使用无菌的或经无菌处理的消毒剂和清洁剂。
第四十五条必要时,可采用熏蒸的方法降低洁净区内卫生死角的微生物污染,应当验证熏蒸剂的残留水平。
第十章生产管理
第四十六条生产的每个阶段(包括灭菌前的各阶段)应当采取措施降低污染。
第四十七条无菌生产工艺的验证应当包括培养基模拟灌装试验。
应当根据产品的剂型、培养基的选择性、澄清度、浓度和灭菌的适用性选择培养基。应当尽可能模拟常规的无菌生产工艺,包括所有对无菌结果有影响的关键操作,及生产中可能出现的各种干预和最差条件。
培养基模拟灌装试验的首次验证,每班次应当连续进行3次合格试验。空气净化系统、设备、生产工艺及人员重大变更后,应当重复进行培养基模拟灌装试验。培养基模拟灌装试验通常应当按照生产工艺每班次半年进行1次,每次至少一批。
培养基灌装容器的数量应当足以保证评价的有效性。批量较小的产品,培养基灌装的数量应当至少等于产品的批量。培养基模拟灌装试验的目标是零污染,应当遵循以下要求:
(一)灌装数量少于5000支时,不得检出污染品。
(二)灌装数量在5000至10000支时:
1.有1支污染,需调查,可考虑重复试验;
2.有2支污染,需调查后,进行再验证。
(三)灌装数量超过10000支时:
1.有1支污染,需调查;
2.有2支污染,需调查后,进行再验证。
(四)发生任何微生物污染时,均应当进行调查。
第四十八条应当采取措施保证验证不能对生产造成不良影响。
第四十九条无菌原料药精制、无菌药品配制、直接接触药品的包装材料和器具等最终清洗、A/B级洁净区内消毒剂和清洁剂配制的用水应当符合注射用水的质量标准。
第五十条必要时,应当定期监测制药用水的细菌内毒素,保存监测结果及所采取纠偏措施的相关记录。
第五十一条当无菌生产正在进行时,应当特别注意减少洁净区内的各种活动。应当减少人员走动,避免剧烈活动散发过多的微粒和微生物。由于所穿工作服的特性,环境的温湿度应当保证操作人员的
舒适性。
第五十二条应当尽可能减少物料的微生物污染程度。必要时,物料的质量标准中应当包括微生物限度、细菌内毒素或热原检查项目。
第五十三条洁净区内应当避免使用易脱落纤维的容器和物料;在无菌生产的过程中,不得使用此类容器和物料。
第五十四条应当采取各种措施减少最终产品的微粒污染。
第五十五条最终清洗后包装材料、容器和设备的处理应当避免被再次污染。
第五十六条应当尽可能缩短包装材料、容器和设备的清洗、干燥和灭菌的间隔时间以及灭菌至使用的间隔时间。应当建立规定贮存条件下的间隔时间控制标准。
第五十七条应当尽可能缩短药液从开始配制到灭菌(或除菌过滤)的间隔时间。应当根据产品的特性及贮存条件建立相应的间隔时间控制标准。
第五十八条应当根据所用灭菌方法的效果确定灭菌前产品微生物污染水平的监控标准,并定期监控。必要时,还应当监控热原或细菌内毒素。
第五十九条无菌生产所用的包装材料、容器、设备和任何其它物品都应当灭菌,并通过双扉灭菌柜进入无菌生产区,或以其它方式进入无菌生产区,但应当避免引入污染。
第六十条除另有规定外,无菌药品批次划分的原则:
(一)大(小)容量注射剂以同一配液罐最终一次配制的药液所生产的均质产品为一批;同一批产品如用不同的灭菌设备或同一灭菌设备分次灭菌的,应当可以追溯;
(二)粉针剂以一批无菌原料药在同一连续生产周期内生产的均质产品为一批;
(三)冻干产品以同一批配制的药液使用同一台冻干设备在同一生产周期内生产的均质产品为一批;
(四)眼用制剂、软膏剂、乳剂和混悬剂等以同一配制罐最终一次配制所生产的均质产品为一批。
第十一章灭菌工艺
第六十一条无菌药品应当尽可能采用加热方式进行最终灭菌,最终灭菌产品中的微生物存活概率(即无菌保证水平,SAL)不得高于10-6。采用湿热灭菌方法进行最终灭菌的,通常标准灭菌时间F0值应当大于8分钟,流通蒸汽处理不属于最终灭菌。
对热不稳定的产品,可采用无菌生产操作或过滤除菌的替代方法。
第六十二条可采用湿热、干热、离子辐射、环氧乙烷或过滤除菌的方式进行灭菌。每一种灭菌方式都有其特定的适用范围,灭菌工艺必须与注册批准的要求相一致,且应当经过验证。
第六十三条任何灭菌工艺在投入使用前,必须采用物理检测手段和生物指示剂,验证其对产品或物品的适用性及所有部位达到了灭菌效果。
第六十四条应当定期对灭菌工艺的有效性进行再验证(每年至少一次)。设备重大变更后,须进行再验证。应当保存再验证记录。
第六十五条所有的待灭菌物品均须按规定的要求处理,以获得良好的灭菌效果,灭菌工艺的设计应当保证符合灭菌要求。
第六十六条应当通过验证确认灭菌设备腔室内待灭菌产品和物
品的装载方式。
第六十七条应当按照供应商的要求保存和使用生物指示剂,并通过阳性对照试验确认其质量。
使用生物指示剂时,应当采取严格管理措施,防止由此所致的微生物污染。
第六十八条应当有明确区分已灭菌产品和待灭菌产品的方法。每一车(盘或其它装载设备)产品或物料均应贴签,清晰地注明品名、批号并标明是否已经灭菌。必要时,可用湿热灭菌指示带加以区分。
第六十九条每一次灭菌操作应当有灭菌记录,并作为产品放行的依据之一。
第十二章灭菌方法
第七十条热力灭菌通常有湿热灭菌和干热灭菌,应当符合以下要求:
(一)在验证和生产过程中,用于监测或记录的温度探头与用于控制的温度探头应当分别设置,设置的位置应当通过验证确定。每次灭菌均应记录灭菌过程的时间-温度曲线。
采用自控和监测系统的,应当经过验证,保证符合关键工艺的要求。自控和监测系统应当能够记录系统以及工艺运行过程中出现的故障,并有操作人员监控。应当定期将独立的温度显示器的读数与灭菌过程中记录获得的图谱进行对照。
(二)可使用化学或生物指示剂监控灭菌工艺,但不得替代物理测试。
(三)应当监测每种装载方式所需升温时间,且从所有被灭菌产
品或物品达到设定的灭菌温度后开始计算灭菌时间。
(四)应当有措施防止已灭菌产品或物品在冷却过程中被污染。除非能证明生产过程中可剔除任何渗漏的产品或物品,任何与产品或物品相接触的冷却用介质(液体或气体)应当经过灭菌或除菌处理。
第七十一条湿热灭菌应当符合以下要求:
(一)湿热灭菌工艺监测的参数应当包括灭菌时间、温度或压力。
腔室底部装有排水口的灭菌柜,必要时应当测定并记录该点在灭菌全过程中的温度数据。灭菌工艺中包括抽真空操作的,应当定期对腔室作检漏测试。
(二)除已密封的产品外,被灭菌物品应当用合适的材料适当包扎,所用材料及包扎方式应当有利于空气排放、蒸汽穿透并在灭菌后能防止污染。在规定的温度和时间内,被灭菌物品所有部位均应与灭菌介质充分接触。
第七十二条干热灭菌符合以下要求:
(一)干热灭菌时,灭菌柜腔室内的空气应当循环并保持正压,阻止非无菌空气进入。进入腔室的空气应当经过高效过滤器过滤,高效过滤器应当经过完整性测试。
(二)干热灭菌用于去除热原时,验证应当包括细菌内毒素挑战试验。
(三)干热灭菌过程中的温度、时间和腔室内、外压差应当有记录。
第七十三条辐射灭菌应当符合以下要求:
(一)经证明对产品质量没有不利影响的,方可采用辐射灭菌。辐射灭菌应当符合《中华人民共和国药典》和注册批准的相关要求。
(二)辐射灭菌工艺应当经过验证。验证方案应当包括辐射剂量、辐射时间、包装材质、装载方式,并考察包装密度变化对灭菌效果的影响。
(三)辐射灭菌过程中,应当采用剂量指示剂测定辐射剂量。
(四)生物指示剂可作为一种附加的监控手段。
(五)应当有措施防止已辐射物品与未辐射物品的混淆。在每个包装上均应有辐射后能产生颜色变化的辐射指示片。
(六)应当在规定的时间内达到总辐射剂量标准。
(七)辐射灭菌应当有记录。
第七十四条环氧乙烷灭菌应当符合以下要求:
(一)环氧乙烷灭菌应当符合《中华人民共和国药典》和注册批准的相关要求。
(二)灭菌工艺验证应当能够证明环氧乙烷对产品不会造成破坏性影响,且针对不同产品或物料所设定的排气条件和时间,能够保证所有残留气体及反应产物降至设定的合格限度。
(三)应当采取措施避免微生物被包藏在晶体或干燥的蛋白质内,保证灭菌气体与微生物直接接触。应当确认被灭菌物品的包装材料的性质和数量对灭菌效果的影响。
(四)被灭菌物品达到灭菌工艺所规定的温、湿度条件后,应当尽快通入灭菌气体,保证灭菌效果。
(五)每次灭菌时,应当将适当的、一定数量的生物指示剂放置在被灭菌物品的不同部位,监测灭菌效果,监测结果应当纳入相应的批记录。
(六)每次灭菌记录的内容应当包括完成整个灭菌过程的时间、灭
菌过程中腔室的压力、温度和湿度、环氧乙烷的浓度及总消耗量。应当记录整个灭菌过程的压力和温度,灭菌曲线应当纳入相应的批记录。
(七)灭菌后的物品应当存放在受控的通风环境中,以便将残留的气体及反应产物降至规定的限度内。
第七十五条非最终灭菌产品的过滤除菌应当符合以下要求:
(一)可最终灭菌的产品不得以过滤除菌工艺替代最终灭菌工艺。如果药品不能在其最终包装容器中灭菌,可用0.22μm(更小或相同过滤效力)的除菌过滤器将药液滤入预先灭菌的容器内。由于除菌过滤器不能将病毒或支原体全部滤除,可采用热处理方法来弥补除菌过滤的不足。
(二)应当采取措施降低过滤除菌的风险。宜安装第二只已灭菌的除菌过滤器再次过滤药液,最终的除菌过滤滤器应当尽可能接近灌装点。
(三)除菌过滤器使用后,必须采用适当的方法立即对其完整性进行检查并记录。常用的方法有起泡点试验、扩散流试验或压力保持试验。
(四)过滤除菌工艺应当经过验证,验证中应当确定过滤一定量药液所需时间及过滤器二侧的压力。任何明显偏离正常时间或压力的情况应当有记录并进行调查,调查结果应当归入批记录。
(五)同一规格和型号的除菌过滤器使用时限应当经过验证,一般不得超过一个工作日。
第十三章无菌药品的最终处理
第七十六条小瓶压塞后应当尽快完成轧盖,轧盖前离开无菌操
作区或房间的,应当采取适当措施防止产品受到污染。
第七十七条无菌药品包装容器的密封性应当经过验证,避免产品遭受污染。
熔封的产品(如玻璃安瓿或塑料安瓿)应当作100%的检漏试验,其它包装容器的密封性应当根据操作规程进行抽样检查。
第七十八条在抽真空状态下密封的产品包装容器,应当在预先确定的适当时间后,检查其真空度。
第七十九条应当逐一对无菌药品的外部污染或其它缺陷进行检查。如采用灯检法,应当在符合要求的条件下进行检查,灯检人员连续灯检时间不宜过长。应当定期检查灯检人员的视力。如果采用其它检查方法,该方法应当经过验证,定期检查设备的性能并记录。
第十四章质量控制
第八十条无菌检查的取样计划应当根据风险评估结果制定,样品应当包括微生物污染风险最大的产品。无菌检查样品的取样至少应当符合以下要求:
(一)无菌灌装产品的样品必须包括最初、最终灌装的产品以及灌装过程中发生较大偏差后的产品;
(二)最终灭菌产品应当从可能的灭菌冷点处取样;
(三)同一批产品经多个灭菌设备或同一灭菌设备分次灭菌的,样品应当从各个/次灭菌设备中抽取。
第十五章术语
第八十一条下列术语含义是:
(一)吹灌封设备
指将热塑性材料吹制成容器并完成灌装和密封的全自动机器,可连续进行吹塑、灌装、密封(简称吹灌封)操作。
(二)动态
指生产设备按预定的工艺模式运行并有规定数量的操作人员在现场操作的状态。
(三)单向流
指空气朝着同一个方向,以稳定均匀的方式和足够的速率流动。单向流能持续清除关键操作区域的颗粒。
(四)隔离操作器
指配备B级(ISO 5级)或更高洁净度级别的空气净化装置,并能使其内部环境始终与外界环境(如其所在洁净室和操作人员)完全隔离的装置或系统。
(五)静态
指所有生产设备均已安装就绪,但没有生产活动且无操作人员在场的状态。
(六)密封
指将容器或器具用适宜的方式封闭,以防止外部微生物侵入。
版药典非无菌药品微生物限度检查操作规程
1.目的:建立非无菌药品微生物限度检查检验标准操作规程,规范检验操作,确保检验结果准确。 2.适用范围:适用于本公司所有采用非无菌药品微生物限度检查法测定的供试品。 3.责任者:QC检验员、QC经理。 4.正文: 4.1非无菌产品微生物限度检查:微生物计数法 4.1.1简述 微生物计数法系用于能在有氧条件下生长的嗜温细菌和真菌的计数。 当本法用于检查非无菌制剂及其原、辅料等是否符合规定的微生物限度标准时,应按下述规定进行检验,包括样品的取样量和结果的判断等。除另有规定外,本法不适用于活菌制剂的检查。 本检查法可采用替代的微生物检查法,包括自动检测方法,但必须证明替代方法等效于药典规定的检查方法。 微生物计数试验应在受控洁净环境下的局部洁净度不低于B级的单向流空气区域内进行。检验全过程必须严格遵守无菌操作,防止再污染,防止污染的措施不得影响供试品中微生物的检出。单向流空气区域、工作台面及环境应定期进行监测。 如供试品有抗菌活性,应尽可能去除或中和。供试品检查时,若使用了中和剂或灭活剂,应确认其有效性及对微生物无毒性。 供试液制备时如果使用了表面活性剂,应确认其对微生物无毒性以及与所使用中和剂或灭活剂的相容性。 4.1.2计数方法
计数方法包括平皿法、薄膜过滤法和最可能数法(Most-Probable-NumberMethod,简称MPN 法)。MPN法用于微生物计数时精确度较差,但对于某些微生物污染量很小的供试品,MPN法可能是更适合的方法。 供试品检查时,应根据供试品理化特性和微生物限度标准等因素选择计数方法,所选的方法必须具备检测充足样品量的能力,以保证所获得的试验结果能够判断供试品是否符合规定。所选方法的适用性须经确认。 4.1.3计数培养基适用性检查和供试品计数方法适用性试验 供试品微生物计数中所使用的培养基应进行适用性检查。 供试品的微生物计数方法应进行方法适用性试验,以确认所采用的方法适合于该产品的微生物计数。 若检验程序或产品发生变化可能影响检验结果时,计数方法应重新进行适用性试验。 表1试验菌液的制备和使用
附录1无菌药品
附录3: 生物制品 第一章范围 第一条生物制品的制备方法是控制产品质量的关键因素。采用下列制备方法的生物制品属本附录适用的范围: (一)微生物和细胞培养,包括DNA重组或杂交瘤技术; (二)生物组织提取; (三)通过胚胎或动物体内的活生物体繁殖。 第二条本附录所指生物制品包括:细菌类疫苗(含类毒素)、病毒类疫苗、抗毒素及抗血清、血液制品、细胞因子、生长因子、酶、按药品管理的体内及体外诊断制品,以及其它生物活性制剂,如毒素、抗原、变态反应原、单克隆抗体、抗原抗体复合物、免疫调节剂及微生态制剂等。 第三条生物制品的生产和质量控制应当符合本附录要求和国家相关规定。 第二章原则 第四条生物制品具有以下特殊性,应当对生物制品的生产过程和中间产品的检验进行特殊控制: (一)生物制品的生产涉及生物过程和生物材料,如细胞培养、活生物体材料提取等。这些生产过程存在固有的可变性,因而其副产物的范围和特性也存在可变性,甚至培养过程中所用的物料也是污染微生物生长的良好培养基。
(二)生物制品质量控制所使用的生物学分析技术通常比理化测定具有更大的可变性。 (三)为提高产品效价(免疫原性)或维持生物活性,常需在成品中加入佐剂或保护剂,致使部分检验项目不能在制成成品后进行。 第三章人员 第五条从事生物制品生产、质量保证、质量控制及其他相关人员(包括清洁、维修人员)均应根据其生产的制品和所从事的生产操作进行专业知识和安全防护要求的培训。 第六条生产管理负责人、质量管理负责人和质量受权人应当具有相应的专业知识(微生物学、生物学、免疫学、生物化学、生物制品学等),并能够在生产、质量管理中履行职责。 第七条应当对所生产品种的生物安全进行评估,根据评估结果,对生产、维修、检验、动物饲养的操作人员、管理人员接种相应的疫苗,并定期体检。 第八条患有传染病、皮肤病以及皮肤有伤口者、对产品质量和安全性有潜在不利影响的人员,均不得进入生产区进行操作或质量检验。 未经批准的人员不得进入生产操作区。 第九条从事卡介苗或结核菌素生产的人员应当定期进行肺部X 光透视或其它相关项目健康状况检查。 第十条生产期间,未采用规定的去污染措施,员工不得从接触活有机体或动物体的区域穿越到生产其它产品或处理不同有机体的区域中去。
无菌药品试卷
GMP(2010年版)附录1 无菌药品考试题姓名:日期:分数: 一、填空题(每空1分,共45分) 1.无菌药品的生产须满足其质量和预定用途的要求,应当、和的污染。、及其是达到上述目标的关键因素。 2.无菌药品生产的人员、设备和物料应通过气锁间进入洁净区,采用机械连续传输物料的,应当并监测压差。 3.洁净区的设计必须符合相应的要求,包括达到和的标准。 4.无菌药品生产所需的洁净区可分为那4个级别::A级区单向流系统在其工作区域必须均匀送风,风速为。 5.培养基模拟灌装试验通常应当按照生产工艺,每次至少。 6.评估无菌生产的微生物状况的监测方法有、和等。 7.无菌生产的隔离操作器所处的环境至少应为洁净区。 8.凡在洁净区工作的人员(包括清洁工和设备维修工)应当定期,使无菌药品的操作符合要求。培训的内容应当包括和方面的基础知识。未受培训的外部人员(如外部施工人员或维修人员)在生产期间需进入洁净区时,应当对他们进行特别详细的是。 9.从事无菌药品生产的员工应当随时报告任何可能的异常情况,包括污染的类型和程度。 10.工作服及其质量应当与及相适应,其式样和穿着方式应当能够满足保护产品和人员的要求。 11.A/B级洁净区的着装要求:应当用将所有头发以及胡须等相关部位全部遮盖,应当塞进衣领内,应当戴以防散发飞沫,必要时戴防护目镜。
12.个人外衣不得带入通向B级或C级洁净区的更衣室。每位员工每次进入A/B 级洁净区,应当。 13.无菌生产的洁净区内禁止设置水池和地漏。 14.气锁间两侧的门同时打开。 15.关键设备,如灭菌柜、空气净化系统和工艺用水系统等,应当经过,并进行计划性维护,经方可使用。 16.无菌原料药精制、无菌药品配制、直接接触药品的包装材料和器具等最终清洗、A/B级洁净区内消毒剂和清洁剂配制的用水应当符合的质量标准。 17.当无菌生产正在进行时,应当特别注意减少洁净区内的各种活动。应当减少人员,避免剧烈活动散发过多的和。 18.洁净区内应当避免使用的容器和物料;在无菌生产的过程中,不得使用此类容器和物料。 19.为确认A级洁净区的级别,悬浮粒子每个采样点的采样量不得少于。 20.在,连续或有规律地出现少量≥5.0 μm的悬浮粒子时,应当进行调查。 21.应当对进行动态监测,评估无菌生产的微生物状况。监测方法有、和等。动态取样应当避免对洁净区造成不良影响。 22.处于未完全密封(1)状态下产品的操作和转运,如产品灌装(或灌封)、分装、压塞、轧盖(2)等应当选择的操作环境。 23.A/B级洁净区应当使用消毒剂和清洁剂。 二、名词解释:(每题3分,共15分) 无菌药品: 单向流:
最新GMP知识竞赛试题(无菌药品、原料药、取样附录)
2017年质量月GMP知识竞赛题库(生产部) 无菌药品 一、判断题 1、无菌药品在B级洁净区要采用与A级洁净区相同的监测系统。 (×)(无菌药品,在B级洁净区可采用与A级洁净区相似的监测系统) 2 、在灌装/分装时,由于产品本身产生粒子或液滴,允许灌装点≥5.0μm的悬浮粒子出现不符合标准的情况(√ ) 3、无菌药品生产,一般情况下,洗手设施应安装在更衣的任何阶段. (×)(无菌药品生产,一般情况下,洗手设施只能安装在更衣的第一阶段。) 4、无菌药品生产设备及辅助装置的设计和安装,应当尽可能便于在洁净区进行操作、保养和维修。 (×)(无菌药品生产设备及辅助装置的设计和安装,应当尽可能便于在洁净区外进行操作、保养和维修。) 5、在无菌生产的过程中,应当尽量避免使用易脱落纤维的容器和物料。 (×)(在无菌生产的过程中,不得使用易脱落纤维的容器和物料。) 6、流通蒸汽处理不属于最终灭菌. (√ ) 7、非最终灭菌产品直接接触药品的包装材料、器具灭菌后处于密闭容器内的转运和存放可以在C级区操作(×)(应在B级区) 8、非最终灭菌产品的轧盖操作可选择在C级或D级背景下的A级送风环境中进行,但A级送风环境至少符合A级区的静态要求。(√ ) 9、可以使用化学或生物指示剂监控灭菌工艺来替代物理测试。(×)(不能使用) 10、最终灭菌的产品可以用过滤除菌工艺替代最终灭菌工艺。(×)(不可以) 11、企业的厂房、设施、设备和检验仪器应当经过确认,应当采用经过验证的生产工艺、操作规程和检验方法进行生产、操作和检验,并保持持续的验证状态。(√ ) 12、制药用水应当适合其用途,并符合《中华人民共和国药典》的质量标准及相关要求。制药用水至少应当采用纯化水。(×) 13、每批药品的检验记录应当包括中间产品、待包装产品和成品的质量检验记录,可追溯该批药品所有相关的质量检验情况。(√ )
微生物限度检查若干问题
微生物限度检查若干问题 微生物限度检查若干问题 微生物限度检查是对非规定灭菌制剂及其原、辅料受到微生物污染程度的一种检查方法,是药品微生物学检验的重要容之一。中国药典2000年版二部附录ⅪJ“微生物限度检查法”、《中国药品检验标准操作规》(2000年版)及参考书《药品微生物学检验手册》均做了详尽的阐述。下面对几个比较重要的问题,谈一点工作学习体会,仅供参考。 一、实验室要求 开展微生物限度检查工作,首先要按照《药品检验所实验室质量管理规》及《药品生产质量管理规》的要求,建立一个布局合理,使用方便,操作安全的实验室,并且配有完善的实验设施和管理制度。微生物限度检查、无菌检查、抗生素微生物检定实验室以及接种室(接种对照菌及菌种传代)均应严格分开。 (一)无菌室: 1结构与要求: 最好设在二楼以上(防潮、防霉、采光好),面积不超过10平方米,高度不超过24米,由2个缓冲间和操作间组成。缓冲间与操作间之间应有样品传递窗,出入操作间和缓冲间的门不应直对。无菌室应六面光滑平整,能耐受清洗消毒,墙壁与地面、墙壁与天花板连接处应呈凹弧形,无缝隙、无死角。 无菌室光照应不低于300勒克斯,缓冲间和操作间均应装有紫外线杀
菌灯2-25w/m3作空气消毒用。紫外线波长200-300nm者''具有杀菌作用,其中以265-266nm最强,这与DNA的吸收光谱围一致。其杀菌机理可能是在DNA中引起胸腺嘧啶双聚体形成,从而干扰DNA复制,导致细菌变异或死亡。紫外线杀菌灯1m以距离杀菌效果最佳''每次开灯照射时间为 20min。其缺点:穿透力弱,一纸可以挡住,不能穿透固体物,对人的皮肤眼睛有损伤,所以紫外线灯开关应装在无菌室外便于开关。 2温度、湿度:温度应控制在18-26℃''相对湿度40-60''操作间或净化工作台的洁净空气应保持对环境形成正比''不低于49Pa。 3操作间:应安装空气除菌过滤层流装置,操作间不应安装下水道,洁净度不低于1万级,净化工作台局部应为100级。操作间应准备电子称(感量01g''最大称量300g''乙醇灯''火柴''2碘酊及75乙醇棉球,大、小橡皮乳头,记号笔,灭菌的剪刀,镊子、注射器等。 4缓冲间:应有洗手盒、消毒液、无菌衣、帽、口罩,拖鞋等,不应放置培养箱和其他杂物。 (二)洁净级别及检查方法: 通常采用尘粒数及浮游菌数或沉降菌数测定法。 98年国家药监局颁布药品生产质量管理规''把药品生产洁净区空气洁 净度划分为四个级别: 空气洁净度级别表 ──────────────────────────── 尘埃数/立方米活微生物数个 洁净级别─────────────────────
2010版GMP附录 无菌药品
无菌药品 第一章范围 第一条无菌药品是指法定药品标准中列有无菌检查项目的制剂和原料药,包括无菌制剂和无菌原料药。 第二条本附录适用于无菌制剂生产全过程以及无菌原料药的灭菌和无菌生产过程。 第二章原则 第三条无菌药品的生产须满足其质量和预定用途的要求,应当最大限度降低微生物、各种微粒和热原的污染。生产人员的技能、所接受的培训及其工作态度是达到上述目标的关键因素,无菌药品的生产必须严格按照精心设计并经验证的方法及规程进行,产品的无菌或其它质量特性绝不能只依赖于任何形式的最终处理或成品检验(包括无菌检查)。 第四条无菌药品按生产工艺可分为两类:采用最终灭菌工艺的为最终灭菌产品;部分或全部工序采用无菌生产工艺的为非最终灭菌产品。 第五条无菌药品生产的人员、设备和物料应通过气锁间进入洁净区,采用机械连续传输物料的,应当用正压气流保护并监测压差。 第六条物料准备、产品配制和灌装或分装等操作必须在洁净区内分区域(室)进行。 第七条应当根据产品特性、工艺和设备等因素,确定无菌药品生产用洁净区的级别。每一步生产操作的环境都应当达到适当的动态洁净度标准,尽可能降低产品或所处理的物料被微粒或微生物污染的风险。 第三章洁净度级别及监测 第八条洁净区的设计必须符合相应的洁净度要求,包括达到“静态”和“动态”的标准。 第九条无菌药品生产所需的洁净区可分为以下4个级别: A级:高风险操作区,如灌装区、放置胶塞桶和与无菌制剂直接接触的敞口包装容器的区域及无菌装配或连接操作的区域,应当用单向流操作台(罩)维持该区的环境状态。单向流系统在其工作区域必须均匀送风,风速为0.36-0.54m/s(指导值)。应当有数据证明单向流的状态并经过验证。 在密闭的隔离操作器或手套箱内,可使用较低的风速。
无菌药品
附录1: 无菌药品 第一章范围 第一条无菌药品是指法定药品标准中列有无菌检查项目的制剂和原料药,包括无菌制剂和无菌原料药。 第二条本附录适用于无菌制剂生产全过程以及无菌原料药的灭菌和无菌生产过程。 第二章原则 第三条无菌药品的生产须满足其质量和预定用途的要求,应当最大限度降低微生物、各种微粒和热原的污染。生产人员的技能、所接受的培训及其工作态度是达到上述目标的关键因素,无菌药品的生产必须严格按照精心设计并经验证的方法及规程进行,产品的无菌或其它质量特性绝不能只依赖于任何形式的最终处理或成品检验(包括无菌检查)。 第四条无菌药品按生产工艺可分为两类:采用最终灭菌工艺的为最终灭菌产品;部分或全部工序采用无菌生产工艺的为非最终灭菌产品。 第五条无菌药品生产的人员、设备和物料应通过气锁间进入洁净区,采用机械连续传输物料的,应当用正压气流保护并监测压差。 第六条物料准备、产品配制和灌装或分装等操作必须在洁净区内分区域(室)进行。 第七条应当根据产品特性、工艺和设备等因素,确定无菌药品生产用洁净区的级别。每一步生产操作的环境都应当达到适当的动态洁净
度标准,尽可能降低产品或所处理的物料被微粒或微生物污染的风险。 第三章洁净度级别及监测 第八条洁净区的设计必须符合相应的洁净度要求,包括达到“静态”和“动态”的标准。 第九条无菌药品生产所需的洁净区可分为以下4个级别: A级:高风险操作区,如灌装区、放置胶塞桶和与无菌制剂直接接触的敞口包装容器的区域及无菌装配或连接操作的区域,应当用单向流操作台(罩)维持该区的环境状态。单向流系统在其工作区域必须均匀送风,风速为0.36-0.54m/s(指导值)。应当有数据证明单向流的状态并经过验证。 在密闭的隔离操作器或手套箱内,可使用较低的风速。 B级:指无菌配制和灌装等高风险操作A级洁净区所处的背景区域。 C级和D级:指无菌药品生产过程中重要程度较低操作步骤的洁净区。 以上各级别空气悬浮粒子的标准规定如下表: 注: (1)为确认A级洁净区的级别,每个采样点的采样量不得少于1立方米。A级洁净区空气悬浮粒子的级别为ISO 4.8,以≥5.0μm的悬浮粒子为限度标准。B级洁净区(静态)的空气悬浮粒子的级别为ISO 5,同时包括表中两种粒径的悬浮粒子。对
非无菌药品微生物限度标准
药品微生物限度标准 王知坚
?我国药品微生物限度标准的历史沿革?药品微生物限度检查在制剂通则中的修订内容 ?药品微生物限度标准的修订内容 ?限度标准的注意事项 ?国外药典微生物限度标准的收载情况
历史沿革
?检查法的历史沿革 –国务院1973年121号文件标志着我国药品微生 物限度检查工作正式启动 –在1974年颁布了74版《卫生部药品卫生学检查法》,是首次颁布与药品微生物限度检查有关 的检查方法 –先后于84年和90年两次修订,颁布新的检查法–1995年版《中国药典》首次在附录中收载微生物限度检查法 –2000年版、2005年版和2010年版《中国药 典》先后收载该检查法,并进行了不同程度的 修订和完善
?限度标准的变迁 –1986年版《卫生部部颁药品微生物限度标准》?国内首次颁布与药品微生物质量有关的限度标准 ?限度标准的分类依据为剂型,不同剂型制订不同的 限度标准值;控制菌检查的分类依据为给药途径, 不同途径的制剂有不同的检查内容 –1989年版《卫生部部颁药品卫生补充规定》?是对86版限度标准的修订和补充 ?分类方式上与86版相同
–《中国药典》2000年版 ?首次将微生物限度标准收载入国家药典 ?在编制体例上仍延用部颁标准的做法,按剂型制订限度标准,按给药途径和剂型特点制订控制菌标准–《中国药典》2005年版 ?首次确定按给药途径来制订不同产品的限度标准和控制菌标准 ?首次在制剂通则中对某一类制剂制订较为特殊的微生物控制要求,如眼用液体制剂需要达到近似无菌的要求 ?在标准的具体规定上,体现了当时对微生物质量的研究水平,如含生药原粉的制剂要求开展大肠菌群检查,用于深部组织的制剂要求不得检出梭菌。
BP 非无菌制剂的微生物限度
Appendix XVI D. Microbiological Quality of Non- sterile Pharmaceutical Preparations and Substances 非无菌制剂的微生物限度 (Ph. Eur. general text 5.1.4) The presence of certain micro-organisms in non-sterile preparations may have the potential to reduce or even inactivate the therapeutic activity of the product and has a potential to adversely affect the health of the patient. Manufacturers therefore have to ensure a low bioburden of finished dosage forms by implementing current guidelines on Good Manufacturing Practice during the manufacture, storage and distribution of pharmaceutical preparations. 非无菌制剂中存在一定量的微生物可能导致药物的治疗活性降低或消失,并对患者健康有着潜在的危害。因此生产商应在药品生产、储存、运输过程中实施GMP管理,使制剂的微生物负荷保持在低水平。 Microbial examination of non-sterile products is performed according to the methods given in general chapters 2.6.12 and 2.6.13. Acceptance criteria for non-sterile pharmaceutical products based upon the total aerobic microbial count (TAMC) and the total combined yeasts/moulds count (TYMC) are given in Tables 5.1.4.-1 and 5.1.4.-2. Acceptance criteria are based on individual results or on the average of replicate counts when replicate counts are performed (e.g. direct plating methods). 非无菌制剂的微生物检测按照通则2.6.12和2.6.13的方法执行。非无菌制剂的微生物限度基于表5.1.4-1和5.1.4-2的需氧微生物总数(TAMC)及酵母菌/霉菌总数(TYMC)。接受标准适用于单个检出结果或者做重复样品时结果的平均数(例如,直接平板法)。 When an acceptance criterion for microbiological quality is prescribed it is interpreted as follows: 给出的微生物质量接受标准解读如下: — 101 CFU: maximum acceptable count = 20; — 101 CFU: 最大可接受数= 20; — 102 CFU: maximum acceptable count = 200; — 102 CFU: 最大可接受数= 200; — 103 CFU: maximum acceptable count = 2000; — 103 CFU: 最大可接受数= 2000; Table 5.1.4.-1 includes a list of specified micro-organisms for which acceptance criteria are set. The list is not necessarily exhaustive and for a given preparation it may be necessary to test for other micro-organisms depending on the nature of the starting materials and the manufacturing process. 表5.1.4-1给出了各种剂型的具体微生物接受标准。此表格并不完全,根据起始物料和生产工艺的性质可能需要其他的微生物检查。 If it has been shown that none of the prescribed tests will allow valid enumeration of micro-organisms at the level prescribed, a validated method with a limit of detection as close as possible to the indicated acceptance criterion is used.
(2015年版药典)非无菌药品微生物限度检查操作规程
1. 目的:建立非无菌药品微生物限度检查检验标准操作规程,规范检验操作,确保检验结果准确。 2. 适用范围:适用于本公司所有采用非无菌药品微生物限度检查法测定的供试品。 3. 责任者:QC检验员、QC经理。 4. 正文: 4.1 非无菌产品微生物限度检查:微生物计数法 4.1.1 简述 微生物计数法系用于能在有氧条件下生长的嗜温细菌和真菌的计数。 当本法用于检查非无菌制剂及其原、辅料等是否符合规定的微生物限度标准时,应按下述规定进行检验,包括样品的取样量和结果的判断等。除另有规定外,本法不
适用于活菌制剂的检查。 本检查法可采用替代的微生物检查法,包括自动检测方法,但必须证明替代方法等效于药典规定的检查方法。 微生物计数试验应在受控洁净环境下的局部洁净度不低于B 级的单向流空气区域内进行。检验全过程必须严格遵守无菌操作,防止再污染,防止污染的措施不得影响供试品中微生物的检出。单向流空气区域、工作台面及环境应定期进行监测。 如供试品有抗菌活性,应尽可能去除或中和。供试品检查时, 若使用了中和剂或灭活剂,应确认其有效性及对微生物无毒性。 供试液制备时如果使用了表面活性剂,应确认其对微生物无毒性以及与所使用中和剂或灭活剂的相容性。 4.1.2 计数方法 计数方法包括平皿法、薄膜过滤法和最可能数法(Most-Probable-NumberMethod,简称MPN 法)。MPN 法用于微生物计数时精确度较差,但对于某些微生物污染量很小的供试品,MPN 法可能是更适合的方法。 供试品检查时, 应根据供试品理化特性和微生物限度标准等因素选择计数方法,所选的方法必须具备检测充足样品量的能力,以保证所获得的试验结果能够判断供试品是否符合规定。所选方法的适用性须经确认。 4.1.3 计数培养基适用性检查和供试品计数方法适用性试验 供试品微生物计数中所使用的培养基应进行适用性检查。 供试品的微生物计数方法应进行方法适用性试验,以确认所采用的方法适合于该产品的微生物计数。 若检验程序或产品发生变化可能影响检验结果时,计数方法应重新进行适用性试
无菌药品生产所需的洁净区可分为以下4个级别
09版GMP无菌及非无菌要求的制剂生产洁净度要求 无菌药品生产所需的洁净区可分为以下4个级别: A级:相当于100级(层流) 高风险操作区,如:灌装区、放置胶塞桶、敞口安瓿瓶、敞口西林瓶的区域及无菌装配或连接操作的区域。通常用层流操作台(罩)来维持该区的环境状态。层流系统在其工作区域必须均匀送风,风速为0.36-0.54m/s。 应有数据证明层流的状态并须验证。 在密闭的隔离操作器或手套箱内,可使用单向流或较低的风速。 B级:相当于100级(动态) 指无菌配制和灌装等高风险操作A级区所处的背景区域。 C级(相当于10,000级)和D级(相当于100,000级) 指生产无菌药品过程中重要程度较次的洁净操作区。 以上各级别空气悬浮粒子的标准规定如下表: 注: (a)指根据光散射悬浮粒子测试法,在指定点测得等于和/或大于粒径标准的空气悬浮粒子浓度。应对A级区“动态”的悬浮粒子进行频繁测定,并建议对B级区“动态”也进行频繁测定。 A级区和B级区空气总的采样量不得少于1米3,C级区也宜达到此标准。 (b)生产操作全部结束,操作人员撤离生产现场并经15~20分钟自净后,洁净区的悬浮粒子应达到表中的“静态”标准。药品或敞口容器直接暴露环境的悬浮粒子动态测试结果应达到表中A级的标准。灌装时,产品的粒子或微小液珠会干扰灌装点的测试结果,可允许这种情况下的测试结果并不始终符合标准。 (c)为了达到B、C、D级区的要求,空气换气次数应根据房间的功能、室内的设备和操作人员数决定。空调净化系统应当配有适当的终端过滤器,如:A、B和C级区应采用不同过滤效率的高效过滤器(HEPA)。
(d)本附录中“静态”及“动态”条件下悬浮粒子最大允许数基本上对应于ISO14644-1 0.5μm悬浮粒子的洁净度级别。 (e)这些区域应完全没有大于或等于5μm的悬浮粒子,由于无法从统计意义上证明不存在任何悬浮粒子,因此将标准设成1个/米3,但考虑到电子噪声、光散射及二者并发所致的误报因素,可采用20个/米3的限度标准。在进行洁净区确认时,应达到规定的标准。 (f)须根据生产操作的性质来决定洁净区的要求和限度。 温度、相对湿度等其它指标取决于产品及生产操作的性质,这些参数不应对规定的洁净度造成不良影响。 洁净区微生物监控的动态标准(a)如下: 注: (a)表中各数值均为平均值。 (b)可使用多个沉降碟连续进行监控,但单个沉降碟的暴露时间可以少于4小时。 第十三条无菌药品的生产操作应在符合下表中规定的相应级别的洁净区内进行,未列出的操作可参照下表在适当级别的洁净区内进行: 注:
(2015年版药典)非无菌药品微生物限度检查操作规程
1、目得:建立非无菌药品微生物限度检查检验标准操作规程,规范检验操作,确保检验结果准确。 2、适用范围:适用于本公司所有采用非无菌药品微生物限度检查法测定得供试品. 3、责任者:QC检验员、QC经理。 4、正文: 4、1 非无菌产品微生物限度检查:微生物计数法 4.1.1简述 微生物计数法系用于能在有氧条件下生长得嗜温细菌与真菌得计数。
当本法用于检查非无菌制剂及其原、辅料等就是否符合规定得微生物限度标准时,应按下述规定进行检验,包括样品得取样量与结果得判断等。除另有规定外,本法不适用于活菌制剂得检查。 本检查法可采用替代得微生物检查法,包括自动检测方法,但必须证明替代方法等效于药典规定得检查方法。 微生物计数试验应在受控洁净环境下得局部洁净度不低于B 级得单向流空气区域内进行。检验全过程必须严格遵守无菌操作,防止再污染,防止污染得措施不得影响供试品中微生物得检出。单向流空气区域、工作台面及环境应定期进行监测。 如供试品有抗菌活性,应尽可能去除或中与。供试品检查时,若使用了中与剂或灭活剂,应确认其有效性及对微生物无毒性。 供试液制备时如果使用了表面活性剂,应确认其对微生物无毒性以及与所使用中与剂或灭活剂得相容性。 4.1。2计数方法 计数方法包括平皿法、薄膜过滤法与最可能数法(Most—Probable—Num berMethod,简称MPN 法)。MPN 法用于微生物计数时精确度较差,但对于某些微生物污染量很小得供试品,MPN 法可能就是更适合得方法。 供试品检查时, 应根据供试品理化特性与微生物限度标准等因素选择计数方法,所选得方法必须具备检测充足样品量得能力,以保证所获得得试验结果能够判断供试品就是否符合规定。所选方法得适用性须经确认。 4.1。3 计数培养基适用性检查与供试品计数方法适用性试验 供试品微生物计数中所使用得培养基应进行适用性检查。 供试品得微生物计数方法应进行方法适用性试验,以确认所采用得方法适合于该
新版药品GMP
附录1:无菌药品 第一章范围 第一条无菌药品是指法定药品标准中列有无菌检查项目的制剂和原料药,包 括注射剂、眼用制剂、无菌软膏剂、无菌混悬剂等。 第二条本附录适用于无菌制剂生产全过程以及无菌原料药的灭菌和无菌生 产过程。 第三条悬浮粒子、浮游菌、沉降菌和表面微生物等测试方法应按照相关标准 执行。 第二章原则 第四条无菌药品的生产须满足其质量和预定用途的要求,应最大限度降低微 生物、各种微粒和热原的污染。生产人员的技能、所接受的培训及其工作态度是达到上述目标的关键因素,无菌药品的生产必须严格按照精心设计并经验证的方法及规程进行,产品的无菌或其它质量特性绝不能只依赖于任何形式的最终处理或成品检验。 第五条无菌药品按生产工艺可分为两类:采用最终灭菌工艺的为最终灭菌产品;部分或全部工序采用无菌生产工艺的为非最终灭菌产品。 第六条无菌药品生产的人员、设备和物料应通过气锁间进入洁净区,如采用 机械连续传输物料时,应采用正压气流保护并监测压差。物料准备、产品配制和灌装或分装等操作必须在洁净区内分区(室)进行。 第七条应按所需环境的特点确定无菌药品洁净生产区的级别。每一步生产操 作的环境都应达到适当的动态洁净度标准,以尽可能降低产品或所处理的物料被微粒或微生物污染的风险。 第三章洁净度级别及监测 第八条洁净区的设计必须符合相应的洁净度要求,包括达到“静态”和“动态”的标准。 第九条无菌药品生产所需的洁净区可分为以下4个级别: A级
高风险操作区,如:灌装区、放置胶塞桶、敞口安瓿瓶、敞口西林瓶的区域 及无菌装配或连接操作的区域。通常用单向流操作台(罩)来维持该区的环境状态。单向流系统在其工作区域必须均匀送风,风速为0.36-0.54m/s(指导值)。应有数据证明单向流的状态并须验证。 在密闭的隔离操作器或手套箱内,可使用较低的风速。
无菌药品生产中细菌内毒素控制措施培训讲学
细菌内毒素控制措施 1. 水 注射用水既是注射剂等药品制备中的一种重要原料,也是灌装无菌产品的包装容器、生产中使用的相关设备、管道、工器具等的最后洗涤用水,其水质好坏,对无菌产品质量的影响是至关重要的。注射用水水质最大污染风险是微生物和热源。 注射用水水质的污染包括外源性和内源性污染。外源性污染包括进料水、排气口或由于系统存在泄漏而与外界污染接触所致;内源性污染是系统运行中产生的,可能是水处理设备单元储存于分配系统的设计、选材、安装、运行、维护和使用不当产生利于微生物生存、繁殖的生物膜所致。 注射用水系统的水质保证体系包括硬件、软件和人员。即硬件方面的合理设计、精心安装、严密验证、达标运行、有效监控和及时维护,只有在具有一定素质的人员,严格按相关软件要求去认真操作和管理,才能制造出合格的注射用水。 2.原料 用无菌过程生产的药品可能被一种或多种成分,在使用中可能受到微生物或内毒素的污染。应优先选择无菌原料药,无菌原料药精制工艺用水及直接接触无菌原料药的包装材料的最后洗涤用水应符合注射用水质量标准;其它原料药精制工艺用水应符合纯化水质量标准。于可能夹带内毒素的每批组分应有书面操作步骤及适当的接收或拒收标准。任何组分不符合规定的内毒素标准者都应该拒收。 如果无法保证原料药中内毒素限度,应尽量制定企业内控标准。 常见的去除原料药内毒素的方法有离子交换法、有机溶剂析晶法、超滤法、吸附法和高温灭菌法等。 国外流行的的是无炭化生产。国内一般采取在药液配制时,采用0.1%活性炭吸附除去热原,达到控制内毒素的目的。试验表明,活性炭只能除去80~90%除热原,而且还容易带入很多不可知杂质。按照目前的条件,大多数厂家还是用的它,只是对于不耐热只能无菌灌装的药液,药液的温度不是活性炭除热源的理想
GMP附录:无菌试题
GMP附录:无菌药品 一、选择题 1.无菌药品的生产须满足其质量和预定用途的要求,应当最大限 度降低微生物、各种微粒和热原的污染。(D) A.微生物 B.微粒 C.热原 D.以上所有 2.用于生产最终灭菌产品的吹灌封设备至少应当安装在(D)级洁 净区环境中 A.A级 B.B级 C.C级 D.D级 3.安瓿清洗循环水经(D )μm的微孔滤器过滤 A.1.0 B.10 C.0.45 D.0.22 4. 单向流系统在其工作区域必须均匀送风,风速为( B ) A.0.34-0.56m/s B.0.36-0.54m/s C.0.36-0.56m/s D.0.34-0.54m/s 5.无菌生产工艺的验证应当包括试验。(D) A. 最差状况 B.最大批量 C.最小批量 D.培养基模拟灌装 6.培养基模拟灌装试验的首次验证,每班次应当连续进行次合格试验。(A)
A. 3 B.4 C.5 D.6 8、大(小)容量注射剂批次划分的原则(D) A. 一批无菌原料药在同一连续生产周期内生产的均质产品为 一批 B.同一批配制的药液使用同一台冻干设备在同一生产周期内生产的均质产品为一批 C.同一配制罐最终一次配制所生产的均质产品为一批 D.同一配液罐最终一次配制的药液所生产的均质产品为一批 9.非最终灭菌产品过滤除菌操作,使用同一规格和型号的除菌过滤器其使用时限应当经过验证,一般不得超过工作日。(A) A.1 B.2 C.3 D.4 二、多选题 1、哪些区域环境级别应达到A级,应当用单向流操作台(罩)维持该区的环境状态。(ABCD) A.灌装区
B.放置胶塞桶 C.与无菌制剂直接接触的敞口包装容器的区域 D.无菌装配或连接操作的区域 2.悬浮粒子的监测系统应当考虑和对测试结果的影响。(AB) A. 采样管的长度 B.弯管的半径 C.采样地点 D.采样时间 3.A/B级洁净区人员卫生要求(ABCD) A.应当用头罩将所有头发以及胡须等相关部位全部遮盖,头罩应当塞进衣领内。 B.应当戴口罩以防散发飞沫,必要时戴防护目镜。 C.应当戴经灭菌且无颗粒物(如滑石粉)散发的橡胶或塑料手套,穿经灭菌或消毒的脚套,裤腿应当塞进脚套内,袖口应当塞进手套内。 D.工作服应为灭菌的连体工作服,不脱落纤维或微粒,并能滞留身体散发的微粒。 4.培养基模拟灌装试验的目标是零污染,应当遵循什么要求:(ABCD) A. 灌装数量少于5000支时,不得检出污染品。 B.灌装数量在5000至10000支时:1.有1支污染,需调查,可考虑重复试验;2.有2支污染,需调查后,进行再验证。 C.灌装数量超过10000支时:1.有1支污染,需调查;2.有2支污
非无菌药品微生物限度检验原始记录
非无菌药品微生物限度检验原始记录 样品编号:检验开始时间:年月日样品名称:检验完成时间:年月日检测项目:检测依据: □水溶性供试品:用胰酪大豆胨液体培养基制成1:10供试液,必要时用胰酪大豆胨液做稀释液进一步10倍系列稀释。也可用原液作为供试液。 □水溶性非油脂类供试品:用胰酪大豆胨液体培养基制成1:10供试液,分散力较差的供试品可在稀释液中加入表面活性剂,必要时用胰酪大豆胨液做稀释液进一步10倍系列稀释。也可用原液作为供试液。 □油脂类供试品:取供试品,加入无菌十四烷酸异丙酯使溶解制成1:10供试液,必要时用十四烷酸异丙酯进一步10倍系列稀释。 取供试样品10g或10ml;膜剂为100cm2,根据试验性质不同,按照上述方法进行处理,制成10倍系列稀释液。 一、需氧菌总数、霉菌和酵母菌总数:吸取1ml样品均液于无菌平皿内,每个稀释度做2个平皿。同时,分别吸取1ml空白稀释液加入两个无菌平皿内作空白对照,胰酪大豆胨琼脂培养基平板在30~35℃培养3~5天,观察计算需氧菌总数;沙氏葡萄糖琼脂平板在20~25℃培养5~7天,观察计算霉菌和酵母菌总数。 计算及结果:需氧菌总数(CFU/g,ml,cm2): 霉菌和酵母菌总数(CFU/g,ml,cm2): 电子天平编号:使用状况试验前:试验后: 培养箱编号:使用状况试验前:试验后: 检测人:校核人:审核人:
样品编号: 二、 注:+生长或有可疑菌落;-未生长或无可疑菌落。 电子天平编号:使用状况试验前:试验后:培养箱编号:使用状况试验前:试验后:检测人:校核人:审核人:
抗生素残留量检查原始记录 样品编号:检验开始时间:年月日样品名称:检验完成时间:年月日检测项目:检测依据: 取直径8cm的培养皿,注入融化的抗生素II号培养基15~20ml,使在碟底内均匀摊布,放置水平台上使凝固,作为底层。取抗生素II号培养基15~20ml置于1支50℃水浴预热的试管中,加入0.5%~1.5%(ml/ml)的菌悬液300μm混匀,取适量注入已铺至底层的培养皿中,放置水平台上,冷却后,在每个培养皿上等距离均匀放置钢管,于钢管中依次滴加供试品溶液、阴性对照溶液(磷酸盐缓冲液)及对照品溶液,培养皿置于37℃培养18~22h,进行结果判定。 “+”表示有抑菌圈,“-”表示无抑菌圈,“A”表示大抑菌圈,“B”表示小抑菌圈 电子天平编号:使用状况试验前:试验后: 培养箱编号:使用状况试验前:试验后: 检测人:校核人:审核人:
2010版GMP附录1-无菌药品
2010版GMP附录1: 无菌药品 第一章范围 第一条无菌药品是指法定药品标准中列有无菌检查项目的制剂和原料药,包括无菌制剂和无菌原料药。 第二条本附录适用于无菌制剂生产全过程以及无菌原料药的灭菌和无菌生产过程。 第二章原则 第三条无菌药品的生产须满足其质量和预定用途的要求,应当最大限度降低微生物、各种微粒和热原的污染。生产人员的技能、所接受的培训及其工作态度是达到上述目标的关键因素,无菌药品的生产必须严格按照精心设计并经验证的方法及规程进行,产品的无菌或其它质量特性绝不能只依赖于任何形式的最终处理或成品检验(包括无菌检查)。 第四条无菌药品按生产工艺可分为两类:采用最终灭菌工艺的为最终灭菌产品;部分或全部工序采用无菌生产工艺的为非最终灭菌产品。 第五条无菌药品生产的人员、设备和物料应通过气锁间进入洁净区,采用机械连续传输物料的,应当用正压气流保护并监测压差。 第六条物料准备、产品配制和灌装或分装等操作必须在洁净区内分区域(室)进行。 第七条应当根据产品特性、工艺和设备等因素,确定无菌药品生产用洁净区的级别。每一步生产操作的环境都应当达到适当的动态洁净
度标准,尽可能降低产品或所处理的物料被微粒或微生物污染的风险。 第三章洁净度级别及监测 第八条洁净区的设计必须符合相应的洁净度要求,包括达到“静态”和“动态”的标准。 第九条无菌药品生产所需的洁净区可分为以下4个级别: A级:高风险操作区,如灌装区、放置胶塞桶和与无菌制剂直接接触的敞口包装容器的区域及无菌装配或连接操作的区域,应当用单向流操作台(罩)维持该区的环境状态。单向流系统在其工作区域必须均匀送风,风速为0.36-0.54m/s(指导值)。应当有数据证明单向流的状态并经过验证。 在密闭的隔离操作器或手套箱内,可使用较低的风速。 B级:指无菌配制和灌装等高风险操作A级洁净区所处的背景区域。 C级和D级:指无菌药品生产过程中重要程度较低操作步骤的洁净区。 以上各级别空气悬浮粒子的标准规定如下表: 注: (1)为确认A级洁净区的级别,每个采样点的采样量不得少于1立方米。A级洁净区空气悬浮粒子的级别为ISO 4.8,以≥5.0μm的悬浮粒子为限度标准。B级洁净区(静态)的空气悬浮粒子的级别为ISO 5,同时包括表中两种粒径的悬浮粒
版GMP附录无菌药品试题及答案
2010版G M P附录1无菌药品试题 姓名:分数: 一、填空题(每空2分、共38分): 1.无菌药品是指法定药品标准中列有无菌检查项目的制剂和原料药,包括无菌制剂和无菌原料药。 2.无菌药品的生产须满足其质量和预定用途的要求,应当最大限度降低微生物、各种微粒和热原的污染。生产人员的技能、所接受的培训及其工作态度是达到上述目标的关键因素,无菌药品的生产必须严格按照精心设计并经验证的方法及规程进行,产品的无菌或其它质量特性绝不能只依赖于任何形式的最终处理或成品检验(包括无菌检查)。 3.无菌药品按生产工艺可分为两类:采用最终灭菌工艺的为最终灭菌产品;部分或全部工序采用无菌生产工艺的为非最终灭菌产品。 4.无菌药品生产所需的洁净区可分为以下4个级别: A级、B级、C级、D级。 5.进入无菌生产区的生产用气体(如压缩空气、氮气,但不包括可燃性气体)均应经过除菌过滤,应当定期检查除菌过滤器和呼吸过滤器的完整性。 6.无菌生产工艺的验证应当包括培养基模拟灌装试验。此试验的首次验证,每班次应当连续进行3次合格试验。 7.应当按照操作规程更衣和洗手,尽可能减少对洁净区的污染或将污染物带入洁净区。 8.应当通过验证确认灭菌设备腔室内待灭菌产品和物品的装载方式。 9.凡在洁净区工作的人员(包括清洁工和设备维修工)应当定期培训,使无菌药品的操作符合要求。培训的内容应当包括卫生和微生物方面的基础知识。 10.菌药品包装容器的密封性应当经过验证,避免产品遭受污染。熔封的产品(如玻璃安瓿或塑料安瓿)应当作100%的检漏,其它包装容器的密封性应当根据操作规程进行抽样检查。 二、选择题(单选)(每题2分、共12分):
非无菌药品微生物限度检查指导原则
附录×××非无菌药品微生物限度检查指导原则 为更好应用非无菌产品微生物限度检查:微生物计数法(附录×××)、 非无菌产品微生物限度检查:控制菌检查法(附录×××)及非无菌药品 微生物限度标准(附录×××),特制定本指导原则。 非无菌药品中污染的某些微生物可能导致药物活性降低,甚至使药品丧失疗效,从而对患者健康造成潜在的危害。因此,在药品生产、贮藏和流通各个环节中,药品生产企业应严格遵循GMP的指导原则,以降低产品受微生物污染程度。非无菌产品微生物计数法、控制菌检查法及药品微生物限度标准可用于判断非规定无菌制剂及原料、辅料是否符合药典的规定,也可用于指导制剂、原料、辅料的微生物质量标准的制定,及指导生产过程中间产品微生物质量的监控。本指导原则将对标准和方法中的特定内容及标准的应用做进一步的说明。 1.非无菌药品微生物限度检查中,受控的洁净环境是指不低于GMP现行版要求的D级洁净环境。 2. 非无菌药品微生物限度检查过程中,如使用表面活性剂、灭活剂及中和剂,在确定其能否适用于所检样品及其用量时,除应证明该试剂对所检样品的处理有效外,还须确认该试剂不影响样品中可能污染的微生物的检出(即无毒性),因此无毒性确认试验的菌株不能仅局限于验证试验菌株,而应当包括产品中可能污染的微生物。 3.供试液制备方法、抑菌成分的消除方法及需氧菌总数、霉菌和酵母菌总数计数方法应尽量选择微生物计数方法中操作简便、快速的方法,同时,所选用的方法应避免损伤供试品中污染的微生物。对于抑菌作用较强的供试品,在供试品溶液性状允许的情况下,应尽量选用薄膜过滤法进行试验。 4.对照培养基系指按培养基处方特别制备、质量优良的培养基,用于培养基适用性检查,以保证药品微生物检验用培养基的质量。对照培养基由中国食品药品检定研究院研制及分发。 5.进行微生物计数方法适用性试验时,若因没有适宜的方法消除供试品中的抑菌作用而导致微生物回收的失败,应采用能使微生物生长的更高稀释级供试液进行方法适用性试验。此时更高稀释级供试液的确认要从低往高的稀释级进行,
相关文档
- 无菌药品生产所需的洁净区可分为以下4个级别
- 非无菌产品微生物限度标准
- 非无菌药品:实施新版GMP技术性问题答疑(421-636)
- 非无菌药品微生物限度标准
- 无菌和非无菌药品在线检测的不同
- 版药典非无菌药品微生物限度检查操作规程
- 非无菌药品微生物限度标准
- (2015版药典)非无菌药品微生物限度检查操作规程
- 无菌和非无菌药品生产在线检测的不同应用
- 3、(孙老师)1107 非无菌药品微生物限度标准解析
- USP29-1111 非无菌药品的微生物分布 中文译稿 新
- 非无菌药品微生物限度检查指导原则
- 空调净化和洁净级别 对无菌及非无菌药品的洁净要求
- 12-欧盟对非无菌药品的检查
- 附录1无菌药品
- 2010版GMP无菌及非无菌要求的制剂生产洁净度要求
- 非无菌原料药取样管理规定
- 洁净等级及洁净空调-对无菌万级及非无菌药品的洁净要求
- 非无菌产品微生物限度检查标准
- 非无菌产品微生物限度检查指导原则1