轴流风机振动故障分析与处理
轴流风机振动故障分析与处理
一、设备参数与结构
风机型号W12g12.5,叶轮直径D2 =1250mm,最高转速n=2550r/min,设计性能参数为:风量Q=235440m3/h,全压p=11 000Pa,进口温度t=150℃,进口密度ρ=0.763kg/m 3 ,输送介质为转炉煤气(干法除尘)。
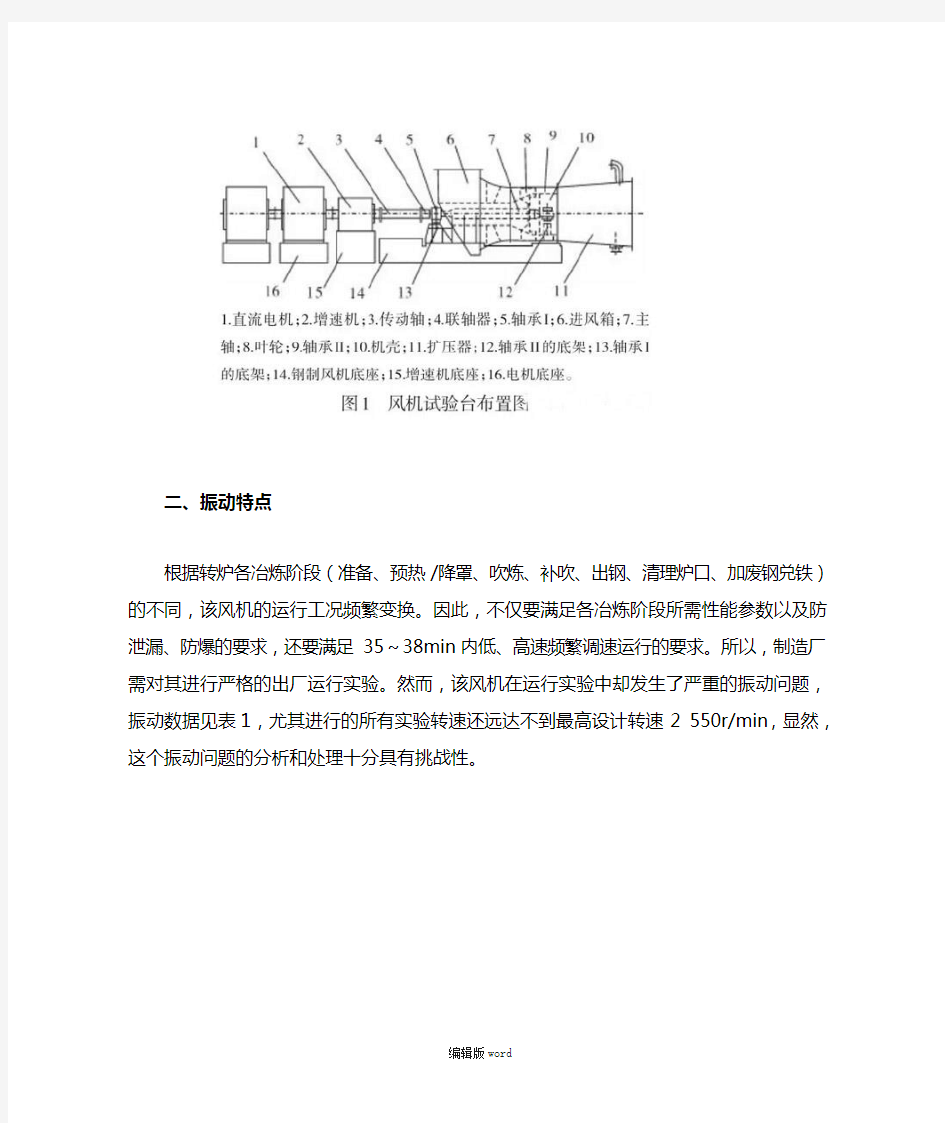
风机结构和试验台布置见图1。该风机主要由转子和定子组成,转子包括主轴、叶轮、联轴器、固定端轴承(以下简称轴承1)和非固定端轴承(以下简称轴承2),定子包括进风箱(含进口导叶和轴承I的底座)、机壳(含后导叶和轴承II的底座)、扩压器和钢制风机底座。显然,与一般离心风机结构不同的是,轴承I的底座和轴承II的底座均未与混凝土基础直接接触。为完成运转试验过程,由增速机通过长度为3.3m的加长型空心轴将两台直流电动机串联。
二、振动特点
根据转炉各冶炼阶段(准备、预热/降罩、吹炼、补吹、出钢、清理炉口、加废钢兑铁)的不同,该风机的运行工况频繁变换。因此,不仅要满足各冶炼阶段所需性能参数以及防泄漏、防爆的要求,还要满足35~38min内低、高速频繁调速运行的要求。所以,制造厂需对其进行严格的出厂运行实验。然而,该风机在运行实验中却发生了严重的振动问题,振动数据见表1,尤其进行的所有实验转速还远达不到最高设计转速2 550r/min,显然,这个振动问题的分析和处理十分具有挑战性。
由表1可分析其振动特点如下:
1)风机振动与转速关联性强,转速越高,振动越大;
2)风机升/降速过程中,在同一转速的振动特性相同,具有重复性;
3)风机轴承I 与轴承II 振动相差不大,即振动数量级相同;在2 320r/min 以上,风机轴承I与轴承II相比,前者垂直方向振动小于后者,而水平方向振动大于后者,显示二者在垂直和水平方向的刚度存在差异;
4)增速机振动与转速关联性强,在输出轴反转2 400r/min时达到10.0mm/s,由此增加了振动问题的复杂性;
5)受电机功率限制,最高转速只有达到正转2 349r/min和反转2 400r/min,不可能实施冲转实验;
6)风机最高线速度为167m/s,但在试验中无法实施,需由次高转速判断最高转速时的振动特性。
三、振动检测分析
风机主要有动不平衡、不对中、轴承故障、转子零部件部分松动或脱落、转子转速接近临界转速、共振等八大类振动问题,但具体表现在不同的风机结构
上,其振动征兆会有所区别,尤其是振动由多种因素共同作用时,则大大增加了诊断和分析的复杂性。对于本例,不排除为多种因素的复合作用,为此,在振动频谱分析、转子模态测试等方面都进行了相应的分析工作。
本例采用的测试仪器和传感器有八通道数据采集箱、四通道信号调理仪、激振器、功率放大器、速度传感器、加速度传感器、力锤及力传感器;所应用的软件有SsCras信号与系统分析、SinSwt 正弦扫频动力特性及MaCras 机械及结构模态分析。
1、增速机振动
首先解决增速机振动问题。根据经验,对增速机滑动轴承重新浇瓦、加工,同时将增速机高、低速端联轴器与其齿轮轴重新进行动平衡校正。增速机经过维修后其高速输出端带负荷运行到2 400r/min时振动速度仅为2.5mm/s,表明增速机振动已经排除。但在后续的风机试验中(风机振动见表1),则说明风机振动此时已经与增速机无关联。
2、振动频谱分析
各试验转速下的振动频率分析见表2。正转2 349r/min时的振动频谱见图2(其余转速的振动频谱略去),其中:图2(a)、2(b)为轴承I的垂直、水平振动频谱,图2(c)、2(d)为轴承II的垂直、水平振动频谱。由此分析:升速2 000r/min以后振动明显增加,频谱以工频分量为主,基本没有2倍频分量且基础振动不大,可以排除轴系对中及基础安装不牢固的可能,但提高转子动平衡品质等级对解决问题是有利的;再升高转子速度后,出现幅值较低的2倍频、3倍频和4倍频分量,不排除叶轮内焊渣、氧化皮或其它异物未清理干净的因素。
3、检测共振问题
由于无论整机或单独吊出转子组试验,上述振动特性基本一致,所以怀疑存
在共振的可能。为此,采用了两种测试方法互为补充。
第一种方法:采用正弦扫描法测试转子、机壳内筒和机壳外筒的共振频率。扫描时进风箱、机壳上盖打开,拆除扩压器,转子维持正常安装状态。测试结果见表3和图3。显然,转子一阶弯曲振动临界转速实测结果为55Hz×60=3 300r/min,与理论计算结果3 335 r/min基本一致,说明2 400r/min附近的振动与转子临界转速无关;而转子41Hz不能确认为独立的固有频率,可以认为其处于55Hz的频谱边带范围之内;此外,机壳内筒、机壳外筒均检测出41Hz的频率成分,表明存在结构共振的可能。
第二种方法:采用锤击法测试定子结构的共振频率。
机壳和风机底座敲击点位置见图4。敲击时,进风箱、机壳上盖打开,拆除
扩压器,转子维持正常安装状态。
在图4 中的G1 、G2 、G3 、G4 点为机壳内筒和机壳外筒的敲击部位,分两种情况:一是未加临时支撑板;二是增加三个临时支撑板,以对比增加临时支撑板后其共振频率的变化情况。前者共振频谱见图5,分别测得共振频率为41、40.5、40、40.5Hz,而后者与前者相比,其共振频谱和共振频率基本不变,说明增加临时支撑板后对机壳的共振频率不影响。在图4中D1 ~D7 点为钢制风机底座的敲击部位,只测得D2 、D3 、D4 三个点存在41Hz左右的频率。
另外,由于进风箱附近轴承I所在的位置也表现出刚性不足,则对其敲击检测,结果为轴承I的底架在水平方向也存在41.5Hz的固有频率。
结合上述两种方法的检测结果可以认为,在频率41Hz附近发生了定子的结构共振。根据该风机的结构特点,其刚度弱点位置为:后导叶水平/垂直刚度(但增加有限数量的后导叶是无效的)、轴承I底架的水平刚度、轴承II底架的水平/垂直刚度
4、轴系模态试验
模态是风机结构的固有振动特性,每一阶模态具有特定的固有频率和模态振型。本例分别对空心传动轴和风机转子采用敲击法进行模态试验分析,得到其模态频率和振型见表4和图6。在图6(a)~6(d)中,左侧为增速机输出端,右侧为风机联轴器端,在图6(e)~6(j)中,左侧为风机联轴器端,右侧为轴承II的端部。由此知道,空心传动轴与风机振动无关,而转子一阶弯曲振动临界转速也已经远离工频,这与上述结果是相符的。
四、振动处理措施
综合分析上述试验结果可以认为,本例为一个复合因素即包括定子结构共振、转子临界转速频率边带过宽、叶轮不平衡共同作用的振动问题,并提出如下
处理措施:
1)定子结构共振的处理在原则上只需要改变定子的刚度或质量即可,但由于该风机的结构特性,具体实施时难度很大。对机壳而言,要增加后导叶刚度,仅增加三个支撑板是无效的,而增加后导叶厚度却又增加了机壳中气流的堵塞而影响风机性能。经过多次改进和反复对比实验,通过改变其支撑方式、轴承II 底架的结构、材质、焊接方式等最终也只能有限的提高其固有频率,结果是振动问题仅部分减轻而未根本好转;
2)由理论计算和实际测试可知,转子的一阶弯曲振动临界转速远高于工频,但因其频谱边带过宽,在40Hz附近也表现为存在共振点。经过分析,通过在主轴最薄弱处调整轴径可以保证转子在2 349r/min附近进行动平衡校正;
3)实际上转子动平衡问题是最先考虑的,但无论整机或单独吊出转子组实验,因振动严重都始终无法完成理想的平衡校正;特别是停机一段时间后,平衡好的转子又可能出现平衡问题,为此也曾分析叶轮是否在高速时存在过大变形的情况。分析制造工艺后发现,叶轮轮毂环形内锥体存在少量氧化皮并在实验过程中不定期脱落,致使叶轮平衡经常处于不定常状态,最后该问题通过工艺手段彻底清除氧化皮后才得以解决。
五、处理效果
通过分步实施上述几个措施,最终解决了该风机的振动问题,例如,风机正转2 349r/min时轴承I和轴承II的水平振动速度均小于2.5mm/s,并根据振动随转速上升的关联性明确判断出该风机在额定转速2 550r/min时的振动速度不可能超过3.0mm/s。目前这种风机共三台已经在用户现场顺利投运,效果令人满意。
六、结论
针对转炉煤气轴流风机振动故障采用了若干振动检测和分析方法,诊断结果是由多种因素包括定子结构共振、转子临界转速频率边带过宽、叶轮不平衡三者共同作用而引起的振动问题,由此提出了具体的故障处理原则和方法,处理措施实施后从根本上解决了该风机的振动问题。通过本例还可以认为,同时应用多种检测和分析方法互为补充对诊断和处理比较复杂的振动问题是十分有效的,而且在具体处理措施上应多从设计方面和工艺方面入手可以保证彻底解决问题。
(此文档部分内容来源于网络,如有侵权请告知删除,文档可自行编辑修改内容,
供参考,感谢您的配合和支持)
相关文档
最新文档
- 活性γ-Ⅱ元宫药铜220TCu220C宫内节育器临床效果比较
- 宫内节育器不良反应报告1000例分析
- 子宫肌瘤患者使用安舒环和元宫型Cu365宫内节育器的临床对比分析
- 宫内节育器并发症的发生原因和防治措施
- 宫内节育器对月经的影响
- 宫内节育器的使用及并发症
- 节育妙方——科教片《节育新方法》
- 元宫环课件讲稿
- 2020分化型甲状腺癌外科诊疗进展及展望(完整版)
- 甲状腺结节和分化型甲状腺癌诊治指南
- 2023分化型甲状腺癌:复发转移和晚期疾病的治疗第二部分
- 2023年《甲状腺结节和分化型甲状腺癌诊治指南(第二版)》解读
- 甲状腺结节和分化型甲状腺癌诊治指南_2
- 高级别分化型甲状腺癌病理诊断标准
- 人教版小学语文一到六年级近反义词表
- 一年级的反义词大全
- 小学一年级语文反义词
- 一年级反义词精选
- 一年级近反义词汇总
- 小学一年级语文上、下册近义词反义词重点