印刷工序检验记录表(汇编)
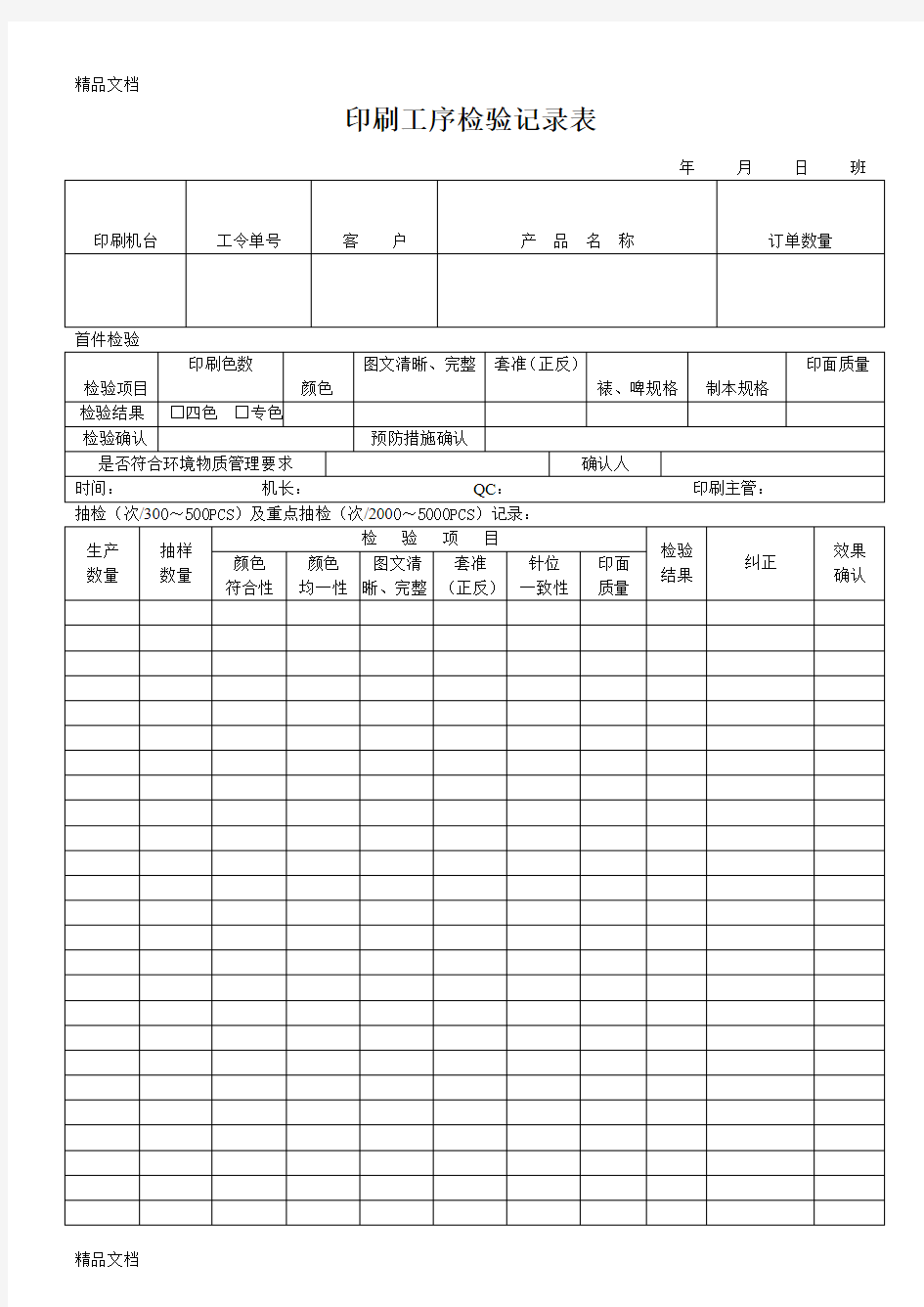

印刷工序检验记录表
首件检验
抽检(次/300~500PCS)及重点抽检(次/2000~5000PCS)记录:
精品文档
备注:1、抽检侧重:颜色符合性,印面质量;
2、重点抽检侧重:颜色均一性、图文清晰完整、套准(正反)、针位一致性及印面质量。当班QC:印刷主管:品质审核:
精品文档
制程检验程序(含表格)
制程检验程序 (ISO9001:2015) 1.0目的 为规范制程检验,预防产出批量不合格的产品,减少(杜绝)制程异常的发生。不断降低生产制程不良率,提升产品品质,确保产品品质符合客户要求。 2.0范围 适用于本公司生产制程品质检验控制。 3.0定义 3.1首件:指生产制程中加工生产的产品,判定符合要求后,拟批量生产前的第一台(个)产品(半成品,成品)。 3.2全检:对制程中的产品或产品的某些检验项目进行100%检验。 3.3巡检:对生产过程中影响产品品质的因素(工位)进行随机抽样检验,确认。 4.0权责 4.1品质部 4.1.1负责制程中产品外观,检验流程,检验标准,检验规范,检验工位的编制和设置。 4.1.2IPQC:负责对产品,物料首件确认的主导工作,并对产品首件做出合格与
否的判定;制程品质检控,品质异常的确认与追踪;主导不合格品或品质异常问题的提出,跟进,落实及改善效果确认。 4.2项目部 4.2.1新产品首件的确认,负责制程中电气/结构性能测试流程,测试工位的编制和设置;品质异常,不合格品原因的分析及改善对策的提出。 4.2.2负责制程中设备,仪器的使用规范的制订;机器,设备,仪器,仪表,治夹具,工具运行状况的监控,正常运转的巡视及点检/保养工作的监督。4.3生产部 4.3.1负责首件的制作与送样确认;全检工位的人员配置。 4.3.2制程中4M1E的落实及制程过程的监控,配合IPQC与PE的工作;品质异常的受理与改善,改善对策的具体实施。 4.3.3负责制程中设备,仪器,仪表,治夹具,工具的日常点检/保养工作。 5.0程序 5.1生产,检验前作业准备 5.1.1生产部 5.1.1.1在开拉生产前进行自我核查,发现不符合项及异常,采取措施,立即纠正。 5.1.1.2在开拉生产前须查核领用物料是否与[生产计划排程表]相符,是否有相应的BOM,技术规范;生产环境是否符合产品需求,各作业工位是否悬挂对
服装公司质量程序文件-制程检验程序
服装公司质量程序文件:制程检验程序 1.目的 明确制程检验作业程序,对产品进行首件检验,首三件检验以及巡回检验,以确保生产过程中产品质量得到严格监控。 2.适用范围 适用于首件、首三件以及巡回检验各过程。 3.职责 3.1工厂部:负责制程定点检验区域的检验和记录,以及品质不良的改善与纠正措施的执行。 3.2质检科:负责产品制程中首件、首三件、巡回检验的执行和记录。 4.工作程序 4.1制程检验流程图(附表) 4.2首件检验 4.2.1车缝、大烫、手工组长按样衣及”车缝工艺单”制作首件样版。 4.2.2首件生产完成后,车缝组长自检后,本组组检员依:”车缝工艺单”、”后整工艺单”、《服装检验手册》及样衣对首件进行全面检查、测量,将检验结果详细记录在”首件检验记录表”上,然后由组检将首件样衣及”首件检验记录表”送交后整QA进行复检,复检意见记录在”首件检验记录表”相应栏内,并依顺序转交车缝主管、车缝QA、业务员、质检主管进行复查及批示。 4.2.3首件查核后,由工艺员组织相关车缝组长、专检组长、组检员、跟单QA开产前生产会,由工艺员主持讲解工艺要求,质检科将检验中发现的质量问题予以提出,共商改善对策。只有首件审核完成后,车缝组才可正式生产大货。 4.3首三件检验 4.3.1首件检验完成后,车缝组按”首件检验记录表”及产前会中的意见同生产工艺要求去改进大货产品质量,大货应于三天内生产出三件成品,由车缝组检员进行全面检查量测,具体流程按4.2.2步骤执行。首三件审核完成后,车缝组长须根据审核意见,督导员工生产。 4.3.2若三天无法生产出成品,经厂长或总监核准后可延长首三件产出时间。
印刷巡检作业规范
印刷巡检作业规范 1.0目的 规范质量管理部印刷制程检验人员作业,提高工作效率,确保产品质量得到有效控制。 2.0适用范围 本文件适应于印刷制程检验。 3.0定义:无 4.0组织架构与职责 4.1组织架构图 按质量管理部作业流程的主文件设置 4.2岗位职责 4.2.1制程领班岗位职责 1.负责监督、指导本组人员的工作; 2.负责跟进重点产品、项目产品、加急产品、变更产品的质量情况; 3.负责对各车间“首件样”签样进行抽查,发现未签样或签样异常要及时处理; 4.负责对书刊产品制作假书检验审核。 5.负责对车间反馈异常问题或不合格品进行确认、或处理或向上级汇报。 4.2.2印刷巡检员岗位职责 1.按《生产工程单》要求和印刷质量标准签出《首件样》。 2.负责产品在生产过程中的质量巡检,并作好巡检记录。 3.负责将书刊类产品做成假书交巡检领班。 4.负责将巡检中的异常问题汇报给领班,提交《不合格品报告》,并跟进处理结果。 5.负责维护和整理作业现场。 5.0作业流程与要求 5.1部门例行会议 5.2白夜班交接 制程检验员在早上8:00-8:10或晚上20:00-20:10需在交接本上查看对班交接的内
容(对班必须要把重要的事项填写在交接本里)。 5.3内部印刷制程检验作业流程 5.4印刷制程检验作业要求 1)印刷制程检验员核对《生产工程单》中的成品尺寸、色数、《版房》注意事项栏标注的“改版信息”、《印刷》注意事项栏标注的信息。 2)对于有接图的产品,签首件样时,必须要确认与本版活有接图的另一版活有没印刷,如已印刷,则必须要跟据另一版活的颜色来签首件样,如发现接图颜色或位置不一致时,则先要确认哪版活的颜色是正确的,如前版活的颜色是正确的,那么本版活必须按前版活颜色签批,如是前版活颜色不对,则需将信息告知组长或领班,由领班去处理前版活(特采还是报废)。 3)对于有纹路印刷的特种纸,在签批首件样时,必须要参照提供的样张或《生产 工程单》的标示,核对纸张纹路的正确性。
工序检验记录
工序检验记录 J-03-03 NO: 产品名称规格型号加工时间生产数量 序号工序检验要求单项结论操作人员 1 柜体及电器元 器件的检查 各种骨架、结构外形、油漆层牢固、均匀、无刷痕、修整痕迹和明显的机械 杂质;距1米外观察无色差和反光,焊缝均匀,无焊穿、漏焊和焊渣。 是□否□ 符合要求门的开启角大于90°,无阻塞、摩擦,开启过程中没有损坏油漆,门上锁 后无明显晃动。 电器元器件无损坏,元器件型号规格与图纸相符,具有动作工能的元器件应 可靠的分合5次。 2 布局检查电器元器件按照各自规定的条件进行安装;有一、二次线的制作安装距离; 元器件在操作时不受空间的防碍,无触及带电体的可能,能方便的更换元器 件及维修,连线是□否□ 符合要求发热元件的安装距离应大于40mm,紧急开关元器件的操作机构在0.8-1.6m 的范围内。指示灯与按钮的颜色应符合要求 3 固定元器件的安装孔按元器件规定的螺栓规格数量安装,紧固件无遗漏 是□否□ 符合要求螺栓的紧固不得破坏固件的防护层,紧固后螺栓露出螺纹3-5牙;组装所用 紧固件及金属部件均应有防护层,防护层应无脱落、变质、生锈等现象 4 母线制作母线的材质及型号规格、承载电流能力符合规定要求;母线表面应平整洁、 无裂口和起皱 是□否□ 符合要求校直后的母线宽面弯曲度每米不大于2mm 侧面弯曲度每米不大于3mm 母线弯曲半径不得小于母线厚度的2倍 母线弯曲处和母线搭接处距离支撑母线处应不小于10mm 搭接长度应不小于母线的宽度 弯曲后的母线表面应平整,无裂纹及起皱 5 元器件安装螺钉紧固后螺纹应露出2-3牙,螺栓镀层应光亮无锈,螺栓应有防松措施。 安装后必须附上安装使用说明书,产品合格证,易损件等。 是□否□ 符合要求 6 一次母线安装尺寸应符合,平整无毛刺,搭接紧密,折弯角度、电气间隙和爬电距离符合 要求,相序正确符合要求。 是□否□ 符合要求 7 二次线配制、安 装 剥去绝缘导线线皮时,不得伤线,多股导线不得有断线。接线应牢固可靠, 上端子的线不要压线皮,以漏2mm为宜。线号清晰牢固。固定线束应横平竖 直布置,并应捆扎固定。安装后用万用表进行测量。 是□否□ 符合要求 8 调试用万用表进行测量合格后根据设计及图纸要求检查元器件安装、一次线、二 次线并进行通电试验,检查设备是否符合要求。 是□否□ 符合要求 9 一致性检查认证产品的铭牌及标志、主要技术参数、型号规格、结构、所用的关键元器 件和材料应与型式试验报告中的产品描述相一致; 主进线开关: 铜排: 绝缘支撑件: 是□否□ 符合要求
制程检验记录表
制程检验记录表
第1页共页 作业指导书塑料件外观检验规范 编 号 HWJS—70 04 第 2 版 第0 次 修改 生效 日期 受控分发
1.目的及适及范围: 本检验规范为了进一步提高塑料制品的质量,在产品生产及出厂时能严格把关,制定出适应本公司的塑料件及喷涂件检验标准,为外观检验提供科学、客观的方法。对某些无法用定量表明的缺陷,用供需双方制订的检验标准和封样的办法加以解决。 本检验规范适用于塑料件制成的电子产品(外壳及有关塑料件)以及二次加工件制品(喷涂)的检验与验收。 2.参照文件本检验规范参照《检验和试验工作手册》 3.内容: 3.1术语: 1)异色点:与本身颜色不同的杂点或混入树脂中的杂 点暴露在表面上。 2)气丝:由于种种原因,气体在产品表面留下的痕迹 与底面颜色不同并发亮,带有流动样。 3)塌坑:由于材料收缩,使产品局部整体表面下陷。 4)熔接缝:产品在成型过程中,二股以上的融熔料相 汇合的接线,目视及手感都有感觉。 5)缺料:产品某个部位不饱满。 6)白印:由于内应力,在产品表面产生与本色不同的 白色痕迹。 7)滋边:(毛刺)由于种种原因,产品非结构部分产 生多余的料 8)封堵:应该通透的地方由于滋边造成不通。 9)断裂:塑料理局部断开后的缺陷。 10)拉毛:因摩擦而产生的细皮,附在塑料表面的现 象。 11)油丝:油痕,加种种原因,油污(包括脱模式剂) 在产品表面留下的痕迹,使该部位发光并带有流动
批准人签名审核人签名制定人签名批准日期审核日期制定日期 第2页共页 作业指导书塑料件外观检验规范 编 号HWMQ—第 2 版 第次 修改生效 日期 受控分
纸箱生产部各工序检验操作程序及标准[详]
纸箱生产部制程检验作业指引及判定标准 1.0目的 规制程工序中生产自检检验的监督,使产品质量满足客户要求。 2.0围 适用于公司所有制程产品的自检检验监督。 3.0参考文件 《不合格品控制程序》 4.0工具 钢尺、游标卡尺、厚度仪 5.0作业程序 5.1首件检验: 产品在量产前,各生产检验人员必须对产品进行首件检验,在首件确认OK后,生产才可以量产。其首件检验的操作程序按照《首件确认作业程序》来执行。 5.2性能测试: 按不同客户的要求,必须对相应的产品实行各方面的性能测试OK后才可以生产大货。如:油墨脱色测试,破裂强度测试,边压拉力强度测试,抗老化/耐黄变测试,高/低温测试,震动测试等。对于客户要求做的性能测试,而本司没有相应的仪器来做测试时,须将试品外发到相关测试机构进行测试,或申购相应的仪器来做测试。 5.3自检检验方法: 5.3.1分纸自检检验方法: 5.3.1.1产前依据工程单和样板等的工艺要求,确认前工序的工艺是否有按要求的先 后流程去做且是否均己完成,并翻查看是否存在不良问题。 5.3.1.2首件确认: 分纸机长根据样板及工单要求对首件进行检查确认后,需呈交当班主管签名 确认方可交给当班QC签名确认后再生产。 5.3.1.3制程抽检: A、尺寸检查 对生产过程中的产品进行检查尺寸是否与首件相符。 B、材质检查 对生产过程中的产品进行检查材质是否与首件一致。 C、对生产过程中的产品进行检查外观是否与首件相符。
5.3.2制版自检检验方法: 5.3.2.1产前依据工程单和样板等的工艺要求,确认前工序的工艺是否有按要求的先 后流程去做且是否均己完成,并翻查看是否存在不良问题。 5.3.2.2制版人员根据样板或图纸及工单要求对印版进行检查文字、图案、版面、位 置,确认OK后需呈交当班主管签名确认方可生产。 5.3.3印刷自检检验方法: 5.3.3.1审稿 A、在印刷较版阶段,依据工程单数据确认印刷纸的用料、开纸尺寸、厚度、 纸纹及坑纹方向。 B、在印刷较版阶段,依据容样板或确认的蓝纸容或客人Atwork、刀模图、 菲林等,来确认所印大货的图文容、图文位置、尺寸、出血位。拼多版 印刷的要逐一核对以上项目并注意表面是否版花、版脏、菲林线、菲林 花、墨屎、墨杠等不良现象。 5.3.3.2首件确认 当印刷机长印出首件后,需呈送印刷主管签首件,首件合格后由当班QC 确认签名后方可量产。印刷主管依据客户签稿来判定首件的颜色及其它 审核项目。若颜色合格,可批量印刷 5.3.3.3制程抽检: A、表面审查: 对抽查的印刷纸,首先应对其表面进行目视观察是否存在印刷不良,如: 墨屎、墨杠、掉网、套不正、色差、走位等。 B、颜色判定 拿抽查件与首件的颜色进行同一方位对比和反方位对比(即版尾与牙口 对调来对比),同时可以参考色稿,客签色板。 5.3.4打角、开槽的检验方法: 5.3.4.1产前依据工程单和样板等的工艺要求,确认前工序的工艺是否有按要求的先 后流程去做且是否均己完成,并翻查看是否存在不良问题。 5.3.4.2量产前: 调机时必须依据工单、样板、图纸容等来确认产品是否OK,确认OK后再 开机量产大货。 5.3.4.3制程检验: 在生产过程中必须按要求抽检是否有尺寸与样不符、走位、不穿、做反等不
工序检查记录表汇编(doc 12页)
工序检查记录表汇编(doc 12页)
检查记录表001(砌体) 第一版(2011-7)工程名称:杭师大新 校区建设 施工单位: 标段:栋号:楼层: 检查率 100 (20) 50 (10) 50 50 (10) 100 (10) 50 (10) 编号 1 2 3 4 5 6 项 目混凝土 反坎浇 筑质量测量 放线 构造 配筋 砌筑至 窗台下 口单日 砌筑高 度 混凝土 配筋带 封顶砖 (七天 后) 灰缝质 量勾缝 扫灰 部 位 01 02
项目 基层处理,管道二次掉洞处理 管道试压 第一遍防水部位是否正确 阴阳角 部位是否加无纺布 防水层厚度 厨卫防水封闭试水 部 位 厨房 公卫 主卫 露台 阳台 花槽 雨蓬 监理检查人: 甲方检查人: 日 期: 日 期: 说明: 1. 检查标准按相关施工规范规定、设计要求 2. 工序检查由监理单位组织,施工单位专人配合,括号内检查率为甲方检查率 检查记录表003(管道吊洞)
第一版(2011-7) 工程名称:杭师大新校 区建设 施工单位: 标段:栋号:楼层: 检查率 20 (10) 20 (10) 50 (20) 100 (20) 20 (10) 编号 1 2 3 4 5 项目洞口清 理、吊 洞支模 合理 吊洞砼 级配、 标号 第一 次吊 洞试 水 第二次 吊洞试 水 吊洞砼 修平 铁钉防 锈 部 位 厨房公卫主卫露台阳台花槽雨蓬
监理检查人: 甲方检查人: 日期: 日期: 说明: 1.检查标准按相关施工规范规定、设计要求 2.工序检查由监理单位组织,施工单位专人配合,括号内检查率为甲方检查率 检查记录表004(内墙抹灰) 第一版(2011-7) 工程名称:杭师大新校 区建设 施工单位: 标段:栋号:楼层: 检查率100 (20) 50 (10) 50( 10) 100 (20) 编号 1 2 3 4 项 目砌 体方 正度砌体清 扫、湿 润,钢 丝网铺 钉 打灰 饼 砂浆级 配检查 阴阳角、方 正度、平整 垂直度、表 面拉细毛 部位