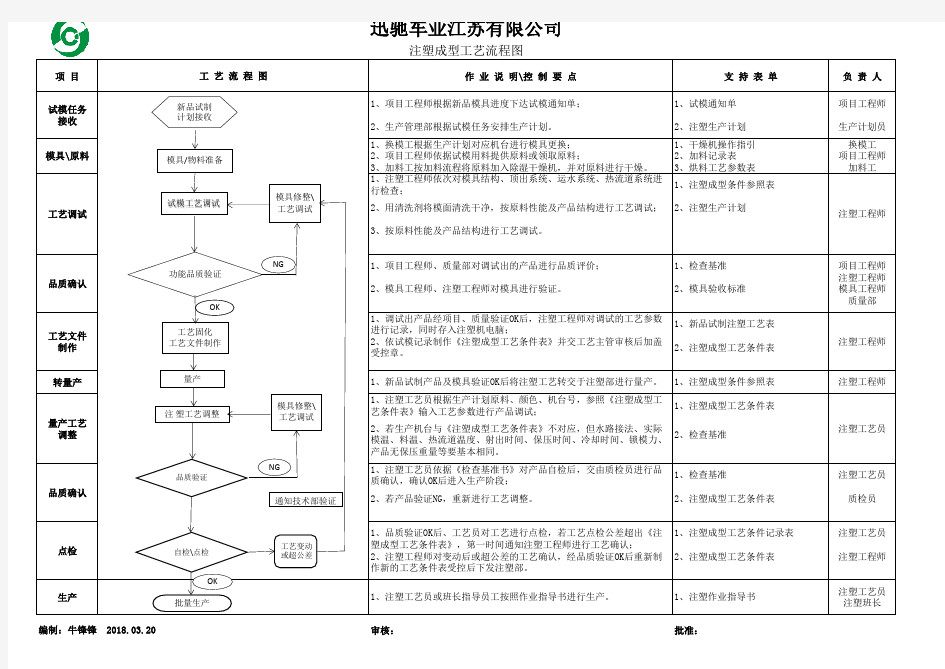
注塑成型工艺流程图
项 目作 业 说 明\控 制 要 点
支 持 表 单
负 责 人1、换模工根据生产计划对应机台进行模具更换;1、干燥机操作指引换模工2、项目工程师依据试模用料提供原料或领取原料;
2、加料记录表项目工程师
3、加料工按加料流程将原料加入除湿干燥机,并对原料进行干燥。3、烘料工艺参数表加料工
审核:
批准:
注塑工艺员注塑班长
注塑工程师
注塑工艺员
注塑工艺员质检员
注塑工艺员注塑工程师
1、检查基准
2、注塑成型工艺条件表
1、注塑成型工艺条件记录表
2、注塑成型工艺条件表
1、注塑作业指导书项目工程师生产计划员注塑工程师
项目工程师注塑工程师模具工程师质量部
注塑工程师
2、模具验收标准
1、新品试制注塑工艺表
2、注塑成型工艺条件表
1、注塑成型条件参照表1、注塑成型工艺条件表
2、检查基准
1、注塑工艺员依据《检查基准书》对产品自检后,交由质检员进行品质确认,确认OK后进入生产阶段;
2、若产品验证NG,重新进行工艺调整。
1、品质验证OK后、工艺员对工艺进行点检,若工艺点检公差超出《注塑成型工艺条件表》,第一时间通知注塑工程师进行工艺确认;
2、注塑工程师对变动后或超公差的工艺确认,经品质验证OK后重新制作新的工艺条件表受控后下发注塑部。
1、注塑工艺员或班长指导员工按照作业指导书进行生产。1、试模通知单
2、注塑生产计划1、注塑成型条件参照表2、注塑生产计划
1、检查基准
2、模具工程师、注塑工程师对模具进行验证。
1、调试出产品经项目、质量验证OK后,注塑工程师对调试的工艺参数进行记录,同时存入注塑机电脑;
2、依试模记录制作《注塑成型工艺条件表》并交工艺主管审核后加盖受控章。
1、新品试制产品及模具验证OK后将注塑工艺转交于注塑部进行量产。
1、注塑工艺员根据生产计划原料、颜色、机台号,参照《注塑成型工艺条件表》输入工艺参数进行产品调试;
2、若生产机台与《注塑成型工艺条件表》不对应,但水路接法、实际
模温、料温、热流道温度、射出时间、保压时间、冷却时间、锁模力、产品无保压重量等要基本相同。
量产工艺调整
品质确认
点检
生产
1、项目工程师根据新品模具进度下达试模通知单;
2、生产管理部根据试模任务安排生产计划。
1、注塑工程师依次对模具结构、顶出系统、运水系统、热流道系统进行检查;
2、用清洗剂将模面清洗干净,按原料性能及产品结构进行工艺调试;
3、按原料性能及产品结构进行工艺调试。
1、项目工程师、质量部对调试出的产品进行品质评价;迅驰车业江苏有限公司
注塑成型工艺流程图
工 艺 流 程 图
编制:牛锋锋 2018.03.20
试模任务接收
模具\原料
工艺调试
品质确认
工艺文件制作
转量产
试模工艺调试
模具/物料准备
功能品质验证
OK
工艺固化
工艺文件制作
量产
注 塑工艺调整
模具修整\工艺调试
品质验证
模具修整\工艺调试
OK
自检\点检
工艺变动或超公差
NG
NG
通知技术部验证
新品试制 计划接收
批量生产