角钢法兰制作技术交底(优质借鉴)

技术交底记录
工程名称Xxxxx 施工单位
分项工程名称角钢法兰风管制作施工部位
一、施工准备
1.材料具有出厂合格证明书或质量鉴定文件及产品清单。
2.钢板(带)宜选用机械咬合类,钢板应厚度均匀、表面平整、无锈蚀、无夹层,材质符合要求。
3.作业条件:建筑物围护结构施工完,安装部位的障碍物已清理,地面无杂物。
二、主要机具
冲床、咬口机、折方机、共板机、切割机、扳手、手电钻、冲击电钻、台钻、射钉枪、磨光机、倒链、电动拉铆枪、电焊机、电动砂轮锯、角向砂轮锯、改锥、木锤、拍板、麻绳、安全帽、安全带、水平尺、钢直尺、钢卷尺、塞尺、量角器、洋冲、卡钳、划针、角尺等。
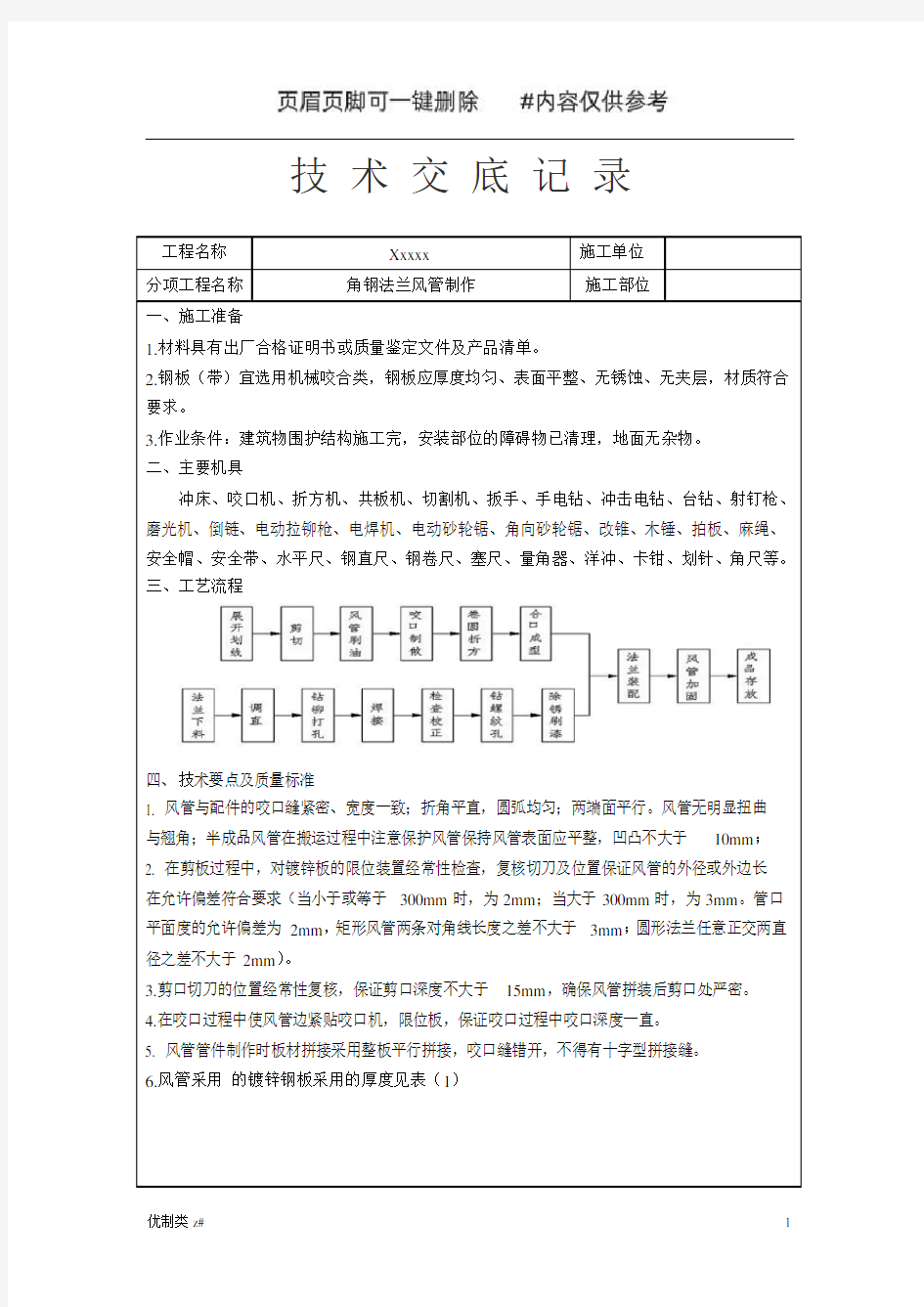
三、工艺流程
四、技术要点及质量标准
1. 风管与配件的咬口缝紧密、宽度一致;折角平直,圆弧均匀;两端面平行。风管无明显扭曲与翘角;半成品风管在搬运过程中注意保护风管保持风管表面应平整,凹凸不大于10mm;
2. 在剪板过程中,对镀锌板的限位装置经常性检查,复核切刀及位置保证风管的外径或外边长在允许偏差符合要求(当小于或等于300mm时,为2mm;当大于300mm时,为3mm。管口平面度的允许偏差为2mm,矩形风管两条对角线长度之差不大于3mm;圆形法兰任意正交两直径之差不大于2mm)。
3.剪口切刀的位置经常性复核,保证剪口深度不大于15mm,确保风管拼装后剪口处严密。
4.在咬口过程中使风管边紧贴咬口机,限位板,保证咬口过程中咬口深度一直。
5. 风管管件制作时板材拼接采用整板平行拼接,咬口缝错开,不得有十字型拼接缝。
6.风管采用的镀锌钢板采用的厚度见表(1)
镀锌钢板风管板材厚度(mm)
风管边长尺寸b板材厚度(mm)风管边长尺寸b板材厚度(mm)b≤3200.5630<b≤10000.75 320<b≤6300.61000<b≤2000 1.0
2000<b≤4000 1.2
7. 角钢法兰的连接螺栓和铆钉的规格及间距应符合表(2)的规定。同一规格法兰在制作之前必须制作胎具,同一规格法兰的螺栓孔冲制及铆钉孔钻孔均使用同一胎具为模板进行定位;法兰的焊缝应熔合良好、饱满,不得有夹渣和孔洞;法兰四角处应设螺栓孔, 同一批同规格的法兰应具有互换性。
风管长边尺寸b 法兰材料规格(角钢)螺栓规格
b≤630 ∠30×3 M8
630<b≤1500 ∠30×3 M8
1500<b≤2500 ∠40×4 M8
2500<b≤4000 ∠50×5 M10
表(2)
8. 角钢法兰应采用机械加工;加工法兰时根据风管的规格,角钢法兰的规格长度和宽度均大于风管规格6mm,保证装配时风管不受挤压。风管折边后应平直,弯曲度不应大于5‰。
9. 角钢法兰加工好之后除锈后刷红色防锈漆一道再刷灰色面漆一道。
10. 风管套入角钢法兰框后,应将风管端面翻边,并用铆钉铆接。风管的翻边应平整、倒边时均匀用力使紧贴法兰、宽度均匀,翻边高度不小于6 mm;咬缝及四角处应无开裂与孔洞;铆接应牢固,无脱铆和漏铆。铆钉规格及铆孔尺寸见表(3)
类型风管规格铆孔尺寸铆钉规格
方法兰120~630 Φ4.5Φ4×8 800~2000 Φ5.5Φ5×10 表(3)
11.角钢法兰与风管连接可采用铆接,间距为120mm。
12.当矩形风管边长大于或等于630mm,保温风管大于或等于800mm,且管段长度大于或等于1250mm,或单边面积低压风管大于或等于1.2m2,中高压风管大于或等于1.0m2(不包括螺旋风管)直径大于800mm,且风管长度等于1250mm或总面积大于4.0m2时,均应采取加固措施。对于边长大于或等于800mm的风管,通丝加固。
13.风管的加固均采用通丝加固,加固丝杠为每标准节四个,加固孔在定位时,先保证风管周正,以长度方向和宽度方向定位,保证加固丝杠位置水平垂直,同一规格的风管的加固丝杠必须在同一位置。
五、质量通病及防治措施
序号常产生的质量问题防治措施
1 铆钉松动、斜歪按工艺正常操作;加长铆钉
2 法兰翻遍不平整,宽度不均与提高风管下料和合口精度
风管片料必须切角
3 法兰安装不正用方尺找正使法兰与直管棱垂直
4 法兰四角漏风折角处不得切口
5 矩形风管扭曲、翘角
严格找方
板料咬口预留尺寸必须正确咬口宽度一致,法兰安装平行
6 三通角度不准确正确展开、划线、咬口均与
六、成品保护
1. 加工好的风管要保证表面光滑清洁,保温风管外表面整洁无杂物。成品风管应放在木板上并码放整齐,有防尘、水措施。特别要防止二次污染现象,必要时应采取保护措施。
2.不同材料的风管应分别堆放,严禁把已制作好的风管作为加工台或货架。
技术负责人交底日期
交底人接受交底人
班组签名: